
高压生产分离器的制造
2010-09-16 08:29:12张晖
化工设计通讯 2010年3期
张 晖
(大连冰山集团金州重型机器有限公司,辽宁大连 116100)
高压生产分离器的制造
张 晖
(大连冰山集团金州重型机器有限公司,辽宁大连 116100)
介绍了高压生产分离器的制造过程和特点,从而阐述了加工、焊接和热处理在复合钢板设备制造过程中的重要性。
制造;组装;焊接;热处理
0 引 言
高压生产分离器是兰州石油机械研究所委托大连冰山集团金州重型机器有限公司为中海石油(中国)有限公司制造的乐东气田工程项目中的一台,该设备总长9.0m,设备有内件,结构如图1所示。设备壳体采用复合钢板,材料为16MnR+S.S316L,大直径法兰与接管采用堆焊结构,堆焊总厚度不小于3mm,相关参数见表1~3。
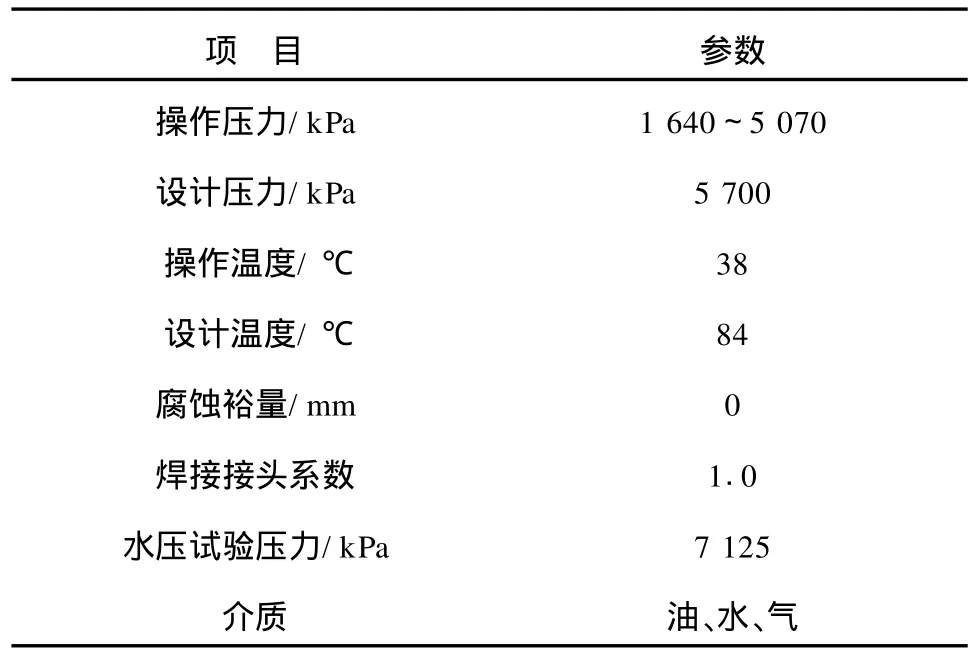
表1 设计参数

表2 主体材料及性能
1 制造技术要求
1.1 焊 接
设备主体上所有受压焊缝均采用全焊透结构。内件紧固件须拧紧,螺栓头或螺母应点焊定位;除注明外,内件和外件与壳壁的连接焊缝均为双面连续焊。
1.2 无损检测
本设备的无损检测按JB/T4730-2005进行,A、B类对接焊缝施焊时先焊基层,焊后焊缝内表面修平磨光,进行100%RT+20%UT检测,合格后施焊过渡层,过渡层表面修平磨光,进行100%PT检测,PT合格后焊面层,面层表面进行100%PT检测;热处理后对A、B类焊缝进行20%UT检测。所有接管与壳体和封头相连接的焊缝须为双面全焊透型式;A、B类焊缝为100%RT检测,C、D类焊缝为100%MT/PT检测。
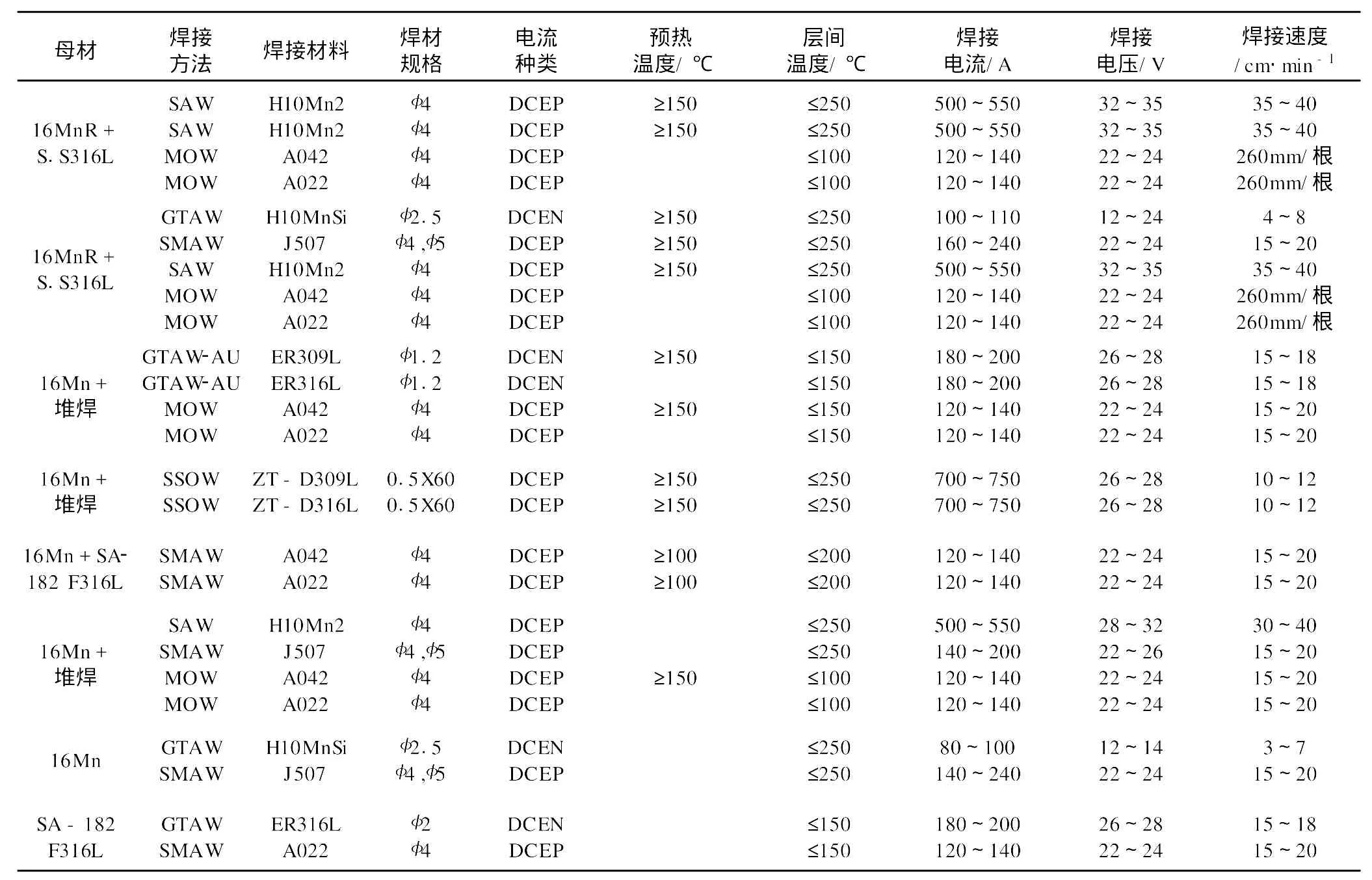
表3 主体材料焊接参数
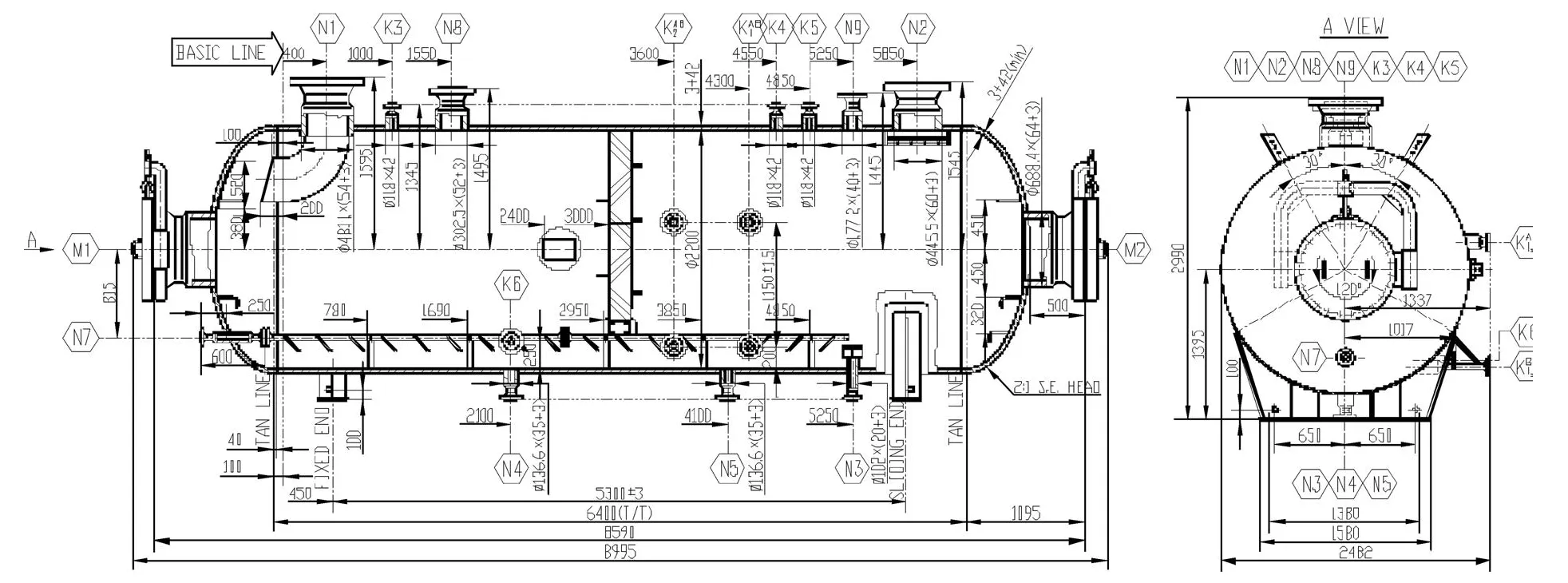
图1 高压生产分离器设备图
嵌入式接管开孔边缘要求100%MT/PT检测。开孔前,在开孔处2倍开孔直径范围内进行100%UT检测。所有全焊透焊缝在清根和焊后应进行MT/PT检测。承重角焊缝在清根和焊后应进行MT/PT检测。热处理和水压试验后所有承压焊缝都要进行20%MT/PT检测。
1.3 热处理
本设备须做整体焊后消除应力热处理。热处理时,密封面应加以保护。
1.4 水压试验和渗漏试验
水压试验按 GB150-1998进行,试验压力为7 125kPa,至少保压1h。试验时奥氏体不锈钢设备CL-含量不得超过25×10-6,试验温度不得低于15℃。
补强圈焊缝应通入500kPa干燥空气检测是否泄漏。
1.5 油漆、包装、发运
容器的所有检验试验批准后进行油漆,本设备的外涂漆、表面处理须符合业主技术规范的要求。所有试验检验完成后,设备必须干净、干燥,所有加工面必须用防锈剂保护,所有法兰面均须用盖板保护。
在显著位置标明该台设备的吊装重量,并在热处理后标注“不允许焊接”字样。
2 壳体制造工艺及检验
壳体板材采用16MnR+S.S316L复合钢板,共分三节,筒体毛坯厚度为δ42+3,封头毛坯厚度为δ47+4,筒体对接纵环焊缝、筒体与封头环焊缝见图2,制造加工工艺如下。
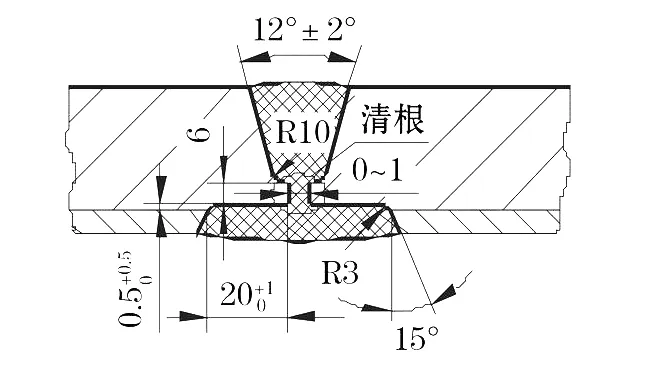
图2 简体对接纵环焊缝
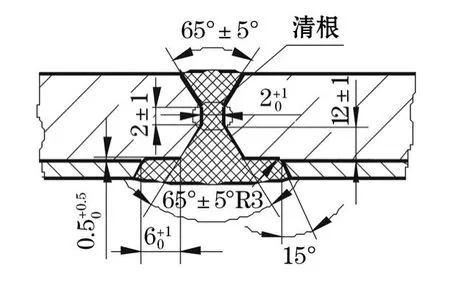
图3 简体与封头环焊缝
铆工:组对所有接管、法兰。
电焊:按焊接工艺规程施焊。焊前预热,焊后。
消氢。焊缝背面清根后进行MT/PT检测。
铆工:打磨焊缝表面。
探伤:带颈对焊法兰与接管的B类焊缝按JB/T4730.2-2005进行100%RT检测,承插焊法兰与接管的C类焊缝按JB/T4730.5-2005进行100%PT检测。所有待堆焊表面按JB/T4730.4-2005进行100%MT检测。
电焊:大直径非不锈钢接管法兰的内壁采用GTAW,密封面采用MOW堆焊过渡层,焊前预热,焊后消氢。过渡层表面修平磨光,厚度1.5~2mm,要求焊道宽度方向搭接量50%~60%,UT/PT测厚。
另外,人孔的内壁及密封面采用SSOW堆焊过渡层,焊前预热,焊后消氢。过渡层表面修平磨光,厚度2mm,要求先拉直条,车约Φ250mm,再同心圆堆焊,焊道宽度方向搭接量8~9mm,首尾搭接量~60mm,焊剂厚度20~25mm,不允许采用螺旋式焊道,所有焊道的收弧坑应有续排列,焊后打磨首尾搭接处余高,打磨方向平行于焊道方向,UT/PT测厚。
探伤:过渡层表面按JB/T4730.5-2005进行100%PT检测。
电焊:大直径非不锈钢接管法兰的内壁采用GTAW,密封面采用MOW堆焊面层,厚度≥2mm,要求焊道宽度方向搭接量50%~60%,UT/PT测厚。另外,人孔的内壁及密封面采用SSOW堆焊面层,要求与过渡层堆焊相同。
探伤:面层表面按JB/T4730.5-2005进行100%PT检测。
小车:车接管法兰内壁及法兰的密封面,保证堆焊层机加工后堆焊厚度不小于3mm。
划线:
钻:钻法兰螺栓孔。
铆工:组对筒体与椭圆封头。
电焊:B类焊缝先采用 GTAW、SMAW、SAW施焊基层,焊前预热,焊后消氢。焊缝背面清根后进行MT/PT检测。
铆工:焊缝内表面修平磨光。
探伤:B类焊缝按JB/T4730.2-2005进行100%RT检测,并按JB/T4730.3-2005进行 20%UT检测。所有待堆焊表面按JB/T4730.4-2005进行100%MT检测。
电焊:采用MOW堆焊过渡层,过渡层表面修平磨光,UT/PT测厚。
探伤:过渡层表面按JB/T4730.5-2005进行100%PT检测。
电焊:采用MOW堆焊面层,UT/PT测厚。
探伤:面层表面按JB/T4730.5-2005进行100%PT检测。
下料:号所有接管孔。
气割:
铆工:打磨坡口后,组对所有接管法兰。
电焊:D类焊缝先采用SAW、SMAW施焊基层,焊前预热,焊后消氢。焊缝背面清根后进行MT/PT检测。
铆工:焊缝内表面修平磨光。
探伤:D类焊缝按JB/T4730.4-2005进行100%MT检测。所有待堆焊表面按JB/T4730.4-2005进行100%MT检测。
电焊:大直径非不锈钢接管法兰采用MOW堆焊过渡层。
探伤:过渡层表面按JB/T4730.5-2005进行100%PT检测。
电焊:大直径非不锈钢接管法兰采用MOW堆焊面层。
探伤:面层表面按JB/T4730.5-2005进行100%PT检测。
铆工:组对其它附件。
电焊:按焊接工艺规程施焊。
铆工:打磨焊缝表面。
热处理:焊后整体消除应力热处理根据 GB150-1998进行。
热处理曲线见图4。要求带试板,试板放于工件上部中间位置,并垫高51mm,试板上放置一支热电偶;热电偶采用螺栓、螺母结构工装(侧面开热电偶孔)安装在设备上,用后用机械方法清除、磨平,并做MT/PT检测,焊前预热,温度不低于150℃;布置在设备上的相邻热电偶的间距不大于4.6m。
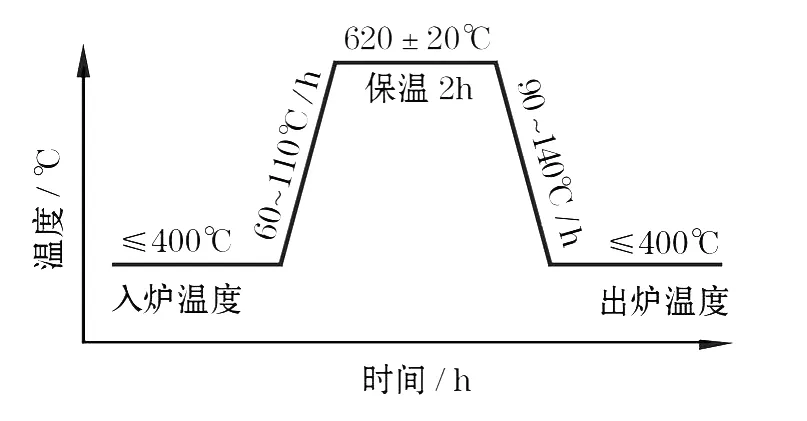
图4 热处理曲线
探伤:A、B类焊缝按JB/T4730.3-2005进行20%UT检测。
铆工:设备内外应清理干净,不得有油脂、焊渣、锈块等杂物。
钳装:进行水压试验。
喷砂:
钳装:油漆,包装。
3 结 语
本设备在制造过程中对复合钢板的焊前预热、焊后消氢和焊后热处理及焊缝的无损检测进行了严格的控制,且整体组装后进行了水压试验,使得设备的整体性能得到良好的保证;同时,在设备主要焊材的选用上也考虑了安全性和可靠性。
Manufacture of Hp Production Separator
ZHANG Hui
(Dalian Bingshan Group Jinzhou heavy Machinery Co.,Ltd,Dalian116100,China)
This article introduces the hp production separator’s manufacturing procedures and features of manufacture.Consequently it expatiates the importance of the processing,welding and heat treatment in the proceduresof manufacture of the clad steel equipment.
manufacture;assembly;welding;heat treatment
TQ051.8
A
1003-6490(2010)03-0042-03
2010-01-05
张 晖(1979-),女,助理工程师,2001年毕业于东北大学,从事压力容器设计与制造工艺的编制工作。
猜你喜欢
江苏安全生产(2023年10期)2023-12-18 23:48:32
江苏安全生产(2023年9期)2023-11-27 20:15:45
山东交通科技(2020年2期)2020-08-13 09:24:00
中华建设(2019年12期)2019-12-31 06:47:10
百花园(2019年11期)2019-09-10 16:46:26
山东冶金(2019年3期)2019-07-10 00:54:06
江西建材(2018年1期)2018-04-04 05:26:16
中国公路(2017年10期)2017-07-21 14:02:37
新世纪水泥导报(2016年1期)2016-07-01 04:00:41
燕山大学学报(2014年3期)2014-03-11 15:28:31
