陶瓷釉料热膨胀系数测试用釉棒的制备方法
2010-09-15 01:03:56蔡瑞年郑元耀贺导艳
陶瓷 2010年8期
蔡瑞年 郑元耀 贺导艳
(广东三水大鸿制釉有限公司 广东佛山 528143)
技术讲座
陶瓷釉料热膨胀系数测试用釉棒的制备方法
蔡瑞年 郑元耀 贺导艳
(广东三水大鸿制釉有限公司 广东佛山 528143)
近几年来,随着陶瓷企业经济实力与品质意识的提升,以及热膨胀仪的推广与应用,一些大型的品牌陶瓷企业与专业制釉企业加强了对陶瓷釉料和坯体膨胀系数的测试与管制,这对提高瓷砖整体质量水平确实是一种必不可少的控制手段。针对坯体测试热膨胀系数,陶瓷企业可以采用成形并烧制好的素烧坯或釉烧坯,只需切割并打磨成测试所要求的规格,再烘干、冷却即可放入热膨胀仪的样品室中进行测试。而相对陶瓷釉料热膨胀系数的测试就存在如何制棒的困难,因为要测试的釉料样品一般以粉状、粒状、甚至釉浆状的形式存在,要制成满足热膨胀仪测试用的釉棒的确有一定的难度。笔者在长期从事测试陶瓷釉料热膨胀系数的实践工作中,总结了一系列对测试釉料热膨胀系数用釉棒的制备方法,现将常用的4种制棒方法与测试方法解析给大家。
1 制备方法简述
1.1 注浆法
1)制棒步骤:①将待测的试验用釉料球磨成能过0.147mm(100目)标准筛的釉浆。如要测试生产线上釉浆的热膨胀系数,可直接取浆料即可;②将上述釉浆注入样品槽内,待样品槽内的试验釉浆无明显水纹时将其放置于烘箱中(105~110℃)烘干;③小心从样品槽中取出烘干后的试验釉样,注意不能粘带耐火杂质;④将上述试样置于铺有少许氧化铝粉的耐火垫板上,后一起放入电炉(或瓷砖生产窑炉)中,依釉料的使用温度烧成并冷却;⑤将烧制后的试验釉棒取出用切割机或砂轮、砂纸等工具将其制备成热膨胀仪测试所需样品尺寸,应磨削掉粘带的氧化铝粉。
2)使用的仪器设备:①球磨罐,球磨机,电子称,标准筛,切割机或砂轮、砂纸;②烘箱,有热风循环,最高温度300℃;③样品槽,具有一定的吸水性和耐高温性,用于满足制备试验釉棒的小槽;④耐火垫板,耐温1 250℃不变形;⑤游标卡尺,精确至0.02mm。
3)适用的釉料:陶瓷用熔块、熔块釉、生料釉、底釉、印刷釉、干式粒釉。
1.2 压制法
1)制棒步骤:①将试验用釉粉填入压机模具中,在10 M Pa的压力下将其压制成釉饼或者釉块,试验釉粉应是通过0.074mm(200目)标准筛的细粉;②将上述釉饼或釉块切割成长条并经初步打磨后置于铺有少许氧化铝粉的耐火垫板上,后一起放入电炉中,依其使用温度烧成并冷却;③将烧制后的釉料棒取出后用切割机或砂轮、砂纸等工具将其制备成膨胀仪测试所需样品尺寸,应磨削掉粘带的氧化铝粉。
2)使用的仪器设备:①压机,可提供12 M Pa的压力;②电子称,标准筛,切割机或砂轮、砂纸;③耐火垫板,耐温1 250℃不变形;④游标卡尺,精确至0.02 mm。
3)适用的釉料:陶瓷用生料釉、底釉、印刷釉、以及已磨成釉浆再经烘干成粉料的釉料。
1.3 堆烧法
1)制棒步骤:①取待测试验釉粒直接放入均匀铺洒了氧化铝粉或高岭土粉的样品槽内,对于大颗粒试验釉需进行破碎处理,确保颗粒能通过2.262 mm(8目)标准筛,以利于试验釉粒在堆烧时能彻底熔融;②将样品槽置于电炉中以待测试验釉实际使用温度烧成并冷却;③将烧制后的釉块取出后用切割机或砂轮、砂纸等工具将其制备成膨胀仪测试所需样品尺寸,应磨削掉粘带的氧化铝粉或高岭土粉。
2)使用的仪器设备:①电子称,标准筛,切割机或砂轮、砂纸;②样品槽,具有一定的耐高温性,用于满足制备试验釉棒的小槽;③耐火垫板,耐温1 250℃不变形;④游标卡尺,精确至0.02mm。
3)适用的釉料:陶瓷用熔块和干式粒釉。
1.4 拉棒法
1)制棒步骤:①取适量的试验釉加入到坩埚中,将坩埚放入箱式电炉中,升温至试验釉熔解后恒温1 h,让试验釉充分熔融成玻璃液;②打开箱式电炉,取出坩埚把试验釉玻璃液倒出,用直角钢钩在下方接住玻璃液体,转动钩柄使流出来的玻璃液体在钢钩上形成球状玻璃膏;③快速移开直角钢钩,将钩上球状玻璃膏粘到耐火垫板上,垂直向上慢慢拉升,把玻璃膏拉成圆柱状玻璃棒,冷却后将玻璃棒从直角钢钩上裁取下来;④将拉制好的试验釉棒用切割机或砂轮、砂纸等工具将其制备成膨胀仪测试所需样品尺寸;⑤在熔块生产时,可直接用钢钩在高温窑炉流口下方接玻璃液拉棒。
2)使用的仪器设备:①直角钢钩,直径15~30 mm,钩长50~100 mm,柄长不小于1 500 mm;②坩埚,耐高温1 600℃以上,容积300 m l;③箱式电炉,最高温度不小于1 500℃;④游标卡尺,精确至0.02 mm,切割机或砂轮、砂纸。
3)适用的釉料:陶瓷用熔块和干式粒釉。
上述方法所制备样品均需在冷却后加工成膨胀仪测试所需样品尺寸。所测试釉棒应呈圆柱状,两端应平整、平行,粗细均匀,无空心和气泡,不含有杂质。
2 测试方法
为了验证以上测试釉棒制备方法的可行性,特将以上各种方法制备的样品均采用德国耐驰公司D ILPC402热膨胀仪从室温开始进行测试,升温速率为5℃/m in,冷却速度约为3℃/m in。
3 测试结果
从表1中可看出,上述4种不同的制备样品方法所制得样品棒膨胀系数差异较小,故可应用于目前大多数釉料。
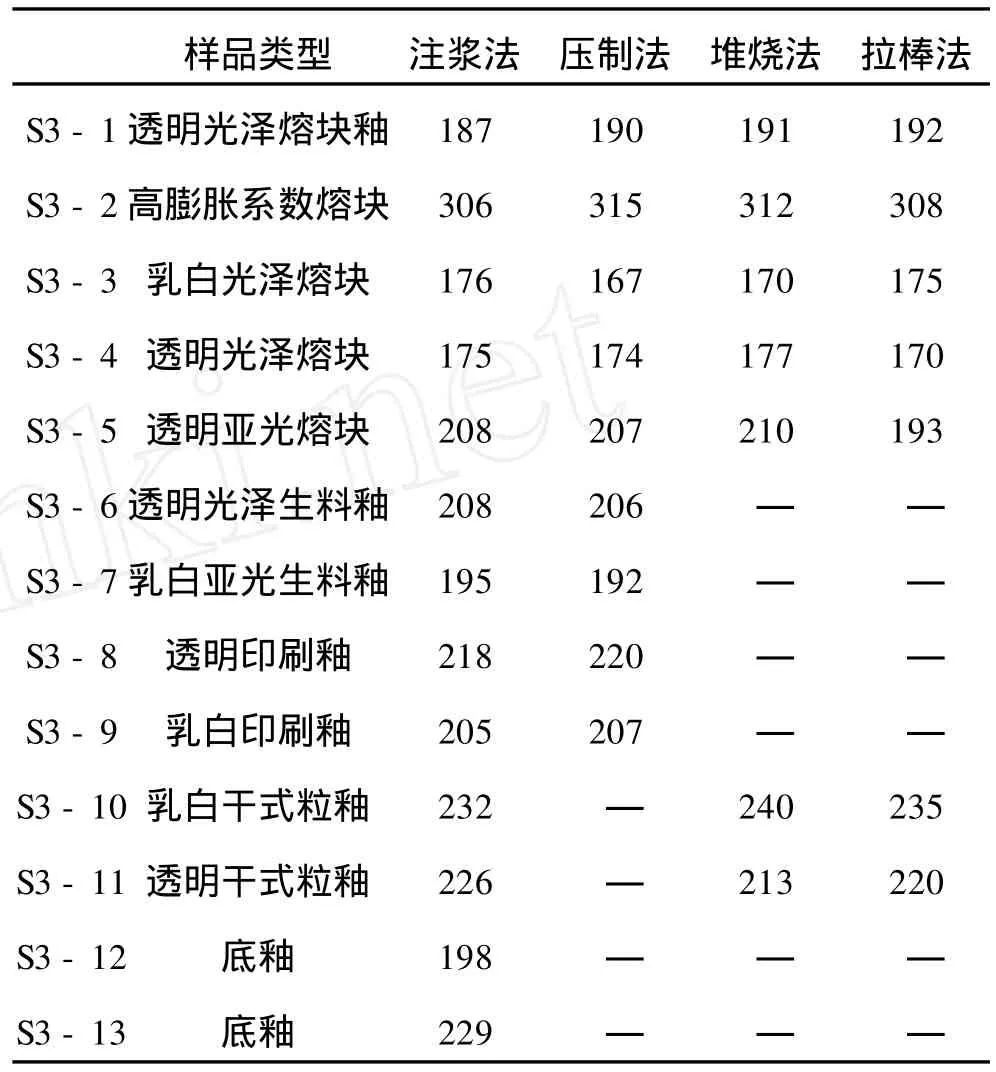
表1 各种制样方法所测的体膨胀系数(×10-7/℃)
针对以上4种制棒方法,对制釉企业特别是熔块生产企业来说,直接从生产窑炉流口下方用拉棒法制备熔块釉棒是最简单快捷的方法;而比较经典且通用的制棒方法应数注浆法,这种方法不仅稳定而且与陶瓷釉料的应用方式接近,更具有指导意义。注浆法可适用于所有种类的陶瓷釉料,注浆时应注意釉浆含水率不要太大,否则易引起难以干燥而延长注浆时间,但含水率也不能太小,否则釉块容易开裂,故建议参照陶瓷企业生产线用釉浆的含水率。针对熔块或者干式粒釉,如果是生产熔块的企业则可以直接在熔窑流口拉棒,其他企业则可以用坩埚高温熔制或者堆烧的办法来制棒,但堆烧法对于颗粒度也有一定的要求,试验证明当熔块的粒径通过8目标准筛后在其使用温度下烧成,所烧出的釉棒外观均匀,内无结块。针对印刷釉、生料釉和底釉,采用堆烧的方法则烧后的釉块很容易产生中空的现象,影响釉料热膨胀系数的测定,应以注浆法为主。
不论选择哪一种制棒方法,只要试验釉棒能满足结构致密,无中空、无气泡和无杂质就可在同样的制棒方法下对比测试试验釉的热膨胀系数。
猜你喜欢
佛山陶瓷(2023年6期)2023-10-06 11:30:50
陶瓷学报(2021年5期)2021-11-22 06:35:36
天津诗人(2020年2期)2020-11-18 06:24:28
青海湖(2020年6期)2020-09-07 08:08:22
纺织科学与工程学报(2020年1期)2020-06-12 09:14:46
佛山陶瓷(2019年5期)2019-07-01 02:31:51
流行色(2018年7期)2018-12-17 03:10:38
佛山陶瓷(2017年7期)2017-09-06 22:05:14
读与写·教育教学版(2016年12期)2016-12-23 09:09:13
红领巾·探索(2014年1期)2015-03-16 02:26:58