从CCMT2010看数控齿轮加工机床的快速发展
2010-09-14 08:26:26王红利钟晓玲
世界制造技术与装备市场 2010年3期
王红利 钟晓玲
(陕西秦川机械发展股份有限公司技术研究院)
第六届中国数控机床展览会(CCMT2010)于2010年4月12-16日在南京国际博览中心隆重举行。展会集中展示了代表当代机床工具技术发展方向以及我国数控机床产业高速发展的最新产品和技术。本届展会,各类齿轮加工机床展品众多,尤其是大规格齿轮加工机床,争奇斗艳,给观众留下了很深的印象。下面下将详细介绍本届展览会上展出的数控齿轮加工机床。
1 磨齿机
由于硬齿面齿轮广泛应用,以及高速、高性能要求的齿轮需求日益增多,因此要求磨齿加工在效率和质量上都要提高。加之有些产业对齿轮质量的要求很高,有的产业需要实现特殊的齿形,例如,重卡车工业、航空工程以及用于发电、变电的减速器工业,都依靠磨削去做齿轮精加工。
本届展览会上展出的磨齿机适用范围广,可满足汽车、风电、煤炭、冶金、石油、船舶、矿山等行业圆柱齿轮、螺旋锥齿轮、准双曲面齿轮等的高效、精密磨削加工。国内磨齿机制造商近年来在提高磨齿机效率、精度、性能、自动化程度等方面下了不少功夫,磨齿机正在向全数控化、高精度化、高效率、高速化、自动化、功能复合化、绿色环保等方面发展,同时在砂轮修整技术上进行了创新,提高了机床的加工效率及精度保持性。机床结构简单合理,操作日趋简捷方便、可靠,另外加工成本降低也是该领域追求的目标。
本届展览会展出的数控成形磨齿机可以磨削最大齿顶直径4000 mm。陕西秦川机床工具集团有限公司、齐重数控装备股份有限公司、湖南中大创远数控装备有限公司等展出了磨齿机。
陕西秦川机床工具集团有限公司展出的YK7332A数控成形砂轮磨齿机(图1),主要集成了成形磨削专家系统,开发了成形砂轮计算软件;采用了成形砂轮数控修整技术和高效率高精度高刚性成形磨齿结构设计,可适用于汽车、航空、机床等行业齿轮加工,特别适用于对齿形有修形要求及对齿根、齿顶过渡部分有特殊要求的高精度齿轮和多联齿轮的加工。另外该机床还可磨削如油泵转子、高精度花键和螺杆泵的螺杆等零件。其主要性能指标国内领先,达到国际先进水平。
YK7332A数控成形砂轮磨齿机获中国机械工艺科学技术奖一等奖、中国机械工业科学技术奖二等奖和陕西省科学技术三等奖。

YK7332A数控成型砂轮磨齿机,可加工直径30mm~320mm, 法向模数 1mm~10mm, 螺旋角±45°,齿宽不超过600mm的齿轮,砂轮线速度30m/s~50 m/s,砂轮架最大走刀行程1050 mm,砂轮架最大进刀行程 250 mm, 磨削精度达到 GB/T10095.1-2001标准4级精度。
齐重数控装备股份有限公司展出的YK73400L数控成形磨齿机(图2),最大可加工直径4000mm,最大模数40mm,螺旋角40°的齿轮,最大齿形深度100mm,既可采用普通砂轮,也可采用CBN砂轮,适用于渐开线直齿轮和斜齿轮的高精密磨削以及齿形、齿向的特殊修形,主要加工满足高质量传动系统的高精度齿轮加工要求。机床工作台采用水冷式力矩电机直接驱动,传动快速、准确。角度定位由36000线圆光栅控制,磨削主轴采用德国进口水冷式45kW电主轴磨头,并带有自动平衡系统;磨削主轴端、径跳≤0.002 mm。采用双滚轮修整系统,在砂轮两侧配有两个独立金刚石滚轮。修砂轮的齿形高度不受限制,修整砂轮路径短,时间快。工作台转速可达67r/min,可缩短校正时间和分度时间。机床具有工件自动测量、磨削量自动分配等先进功能,具有高精度、高效率的特点。
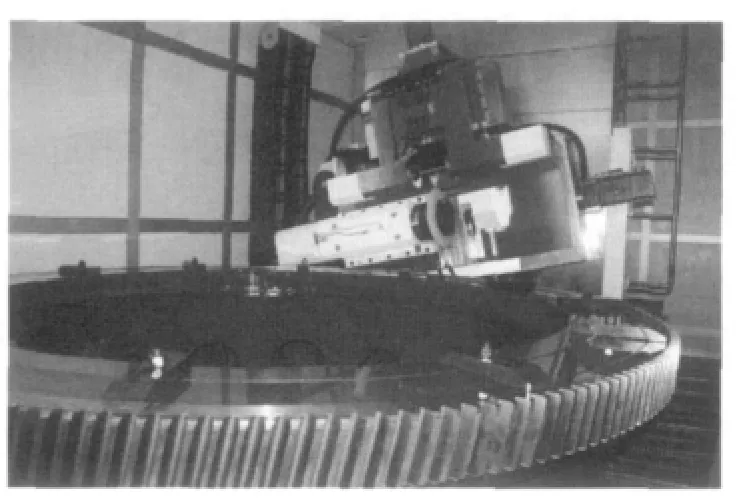
图2 YK73400L数控成形磨齿机
湖南中大创远数控装备有限公司展出了YK2050、YK20160全数控螺旋锥齿轮磨齿机。其中YK2050全数控螺旋锥齿轮磨齿机(图3),采用计算机直接控制,七轴五联动,取消了复杂的摇台、偏心鼓轮、展成凸轮等机构,可以高效磨削用各种方法加工的收缩齿螺旋锥齿轮副,减少或者完全消除铣齿的加工误差和热处理变形,加工齿轮精度能稳定达到GB11365-89五级。YK2050全数控螺旋锥齿轮磨齿机特别适合于汽车、工程机械后桥螺旋锥齿轮的磨削,可以选用扩口杯砂轮或成形磨削机构磨削成形法大轮,用刀倾法或变形法磨削小轮。YK2050全数控螺旋锥齿轮磨齿机可以与各种同等规格的齿轮测量中心联网,实现螺旋锥齿轮数字化制造、测量、调试的闭环控制,代表螺旋锥齿轮现代化制造的发展方向。
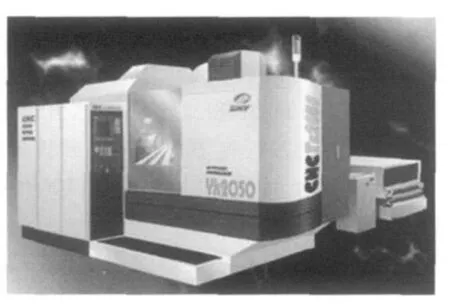
图3 YK2050全数控螺旋锥齿轮磨齿机
湖南中大创远数控装备有限公司首次亮相的YK20160全数控螺旋锥齿轮磨齿机(图4),加工工件直径最大可达1600mm。该产品的研制成功解决了世界上不能加工工件直径超过1200mm以上的齿轮问题,成为世界上加工工件直径最大的螺旋锥齿轮磨齿机,产品技术含量高,在核心关键技术方面取得了重大突破,创造性地实现数控技术加工大规格、高精度螺旋锥齿轮,满足了国民经济对大规格、高精度锥齿轮的需求。
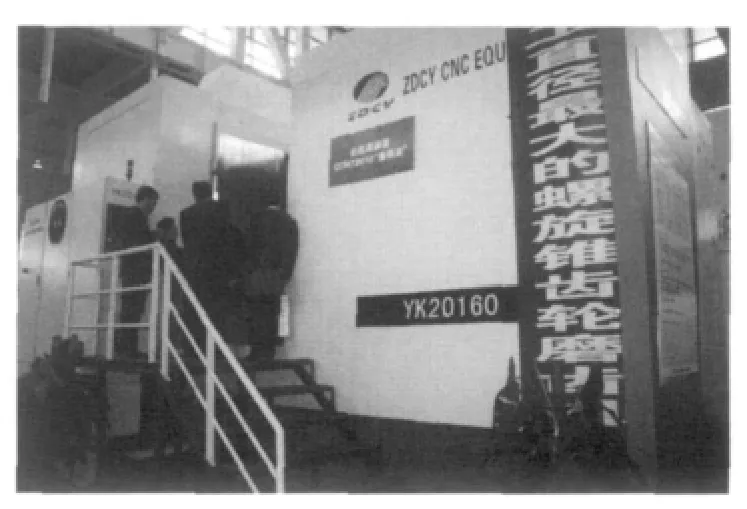
图4 YK20160全数控螺旋锥齿轮磨齿机
2 铣齿机
本届展览会展出的铣齿机柔性强、适用性广、效率高、噪声低、绿色环保,运行安全可靠,既能满足多种小批量产品的试制生产,又可适应大批量生产需要。国内铣齿机制造商以铣齿机软件开发及加工技术创新为突破口,开发出适用于风力发电、汽车、工程机械、军工、煤炭、冶金、石油、船舶、矿山、摩托车、拖拉机、造船等的高效铣齿机,在生产效率、精度等方面有了显著的提高,同时还体现了环保和安全意识。
湖南中大创远数控装备有限公司、齐重数控装备股份有限公司、南京二机齿轮机床有限公司、重庆机床(集团)有限责任公司、南京工大数控科技有限公司、天津第一机床总厂、天津市精诚机床制造有限公司、宜昌长机科技有限责任公司等都展出了铣齿机。南京工大数控科技有限公司展出的铣齿机最大加工直径达到4000 mm。
湖南中大创远数控装备有限公司展出YK2250A全数控螺旋锥齿轮铣齿机(图5),它是一款全功能铣齿机,能进行端面铣削(Facemilling)和端面滚切(Facehobbing)两种方式切削。最大可加工工件直径500mm,最大加工齿轮模数12mm/9mm。
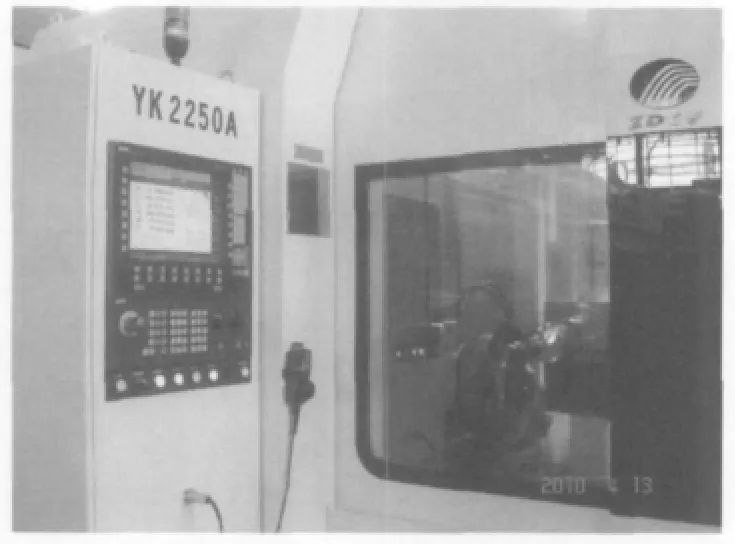
图5 YK2250A全数控螺旋锥齿轮铣齿机
齐重数控装备股份有限公司展出的BVGM350×6/40Q-NC数控立式铣齿机,可以加工直齿和斜齿。该机床采用单分齿程序,通过C轴与Z轴联动进给,成形齿轮铣刀强力铣削加工,实现齿轮的粗、精加工。配置了德国西门子802DSL数控系统,检测元件为德国海德汉光栅尺及圆光栅。单齿铣削加工,效率是普通滚齿机的8到10倍,最大可加工齿轮直径3500 mm,最大加工模数25 mm,内铣齿最小加工孔径1000 mm, 最大齿宽600 mm(螺旋角 β=0°), 加工齿轮精度,达到国标8级。
南京二机齿轮机床有限公司展出的YN39250CNC型数控铣齿机(图6),最大加工直径(内齿)2500 mm,最大加工模数30 mm,最大加工工件螺旋角+30°~45°。该机床属于单分度法工作的五轴数控铣齿机,五轴四联动控制。工作台采用变厚蜗杆蜗轮副传动,工作台主轴采用径向、轴向双静压轴承,保证了机床具有高的传动精度和理想的动态特性。机床配有全封闭罩壳及油雾分离设备,可确保强力切削大流量冷却液产生的油雾能得到有效处理。机床结构刚性好,加工效率高,操作调整快速方便,适用于冶金、矿山、船舶、工程机械及风力发电行业圆柱内齿齿廓高效率加工。
图6 YN39250CNC型数控铣齿机
重庆机床 (集团)有限责任公司展出的YKX39320五轴高效数控铣齿机(图7),采用单分齿成形加工原理,通过Z、C轴联动实现对斜齿轮的加工,最大可加工齿轮直径3200mm,模数30mm,加工精度可达到7级。机床可用于加工大直径圆柱直齿轮、斜齿轮(轴齿轮、盘齿轮、内齿轮)以及小锥度齿、鼓形齿等。该机床采用模块化设计,更换模块就可实现内铣齿机和外铣齿机之间的变换。该机床的突出特点是高效、高刚性、高精度,特别适用于风电工业、工程机械、大型减速箱等行业对大型齿轮的高效加工要求。

图7 YKX39320五轴高效数控铣齿机
南京工大数控科技有限公司展出的SKXC-4000/35数控高速铣齿机,采用立柱移动和工作台旋转布局,铣削主轴箱采用双边传动及力矩均衡,内外齿采用可更换主轴箱结构,保证机床铣齿过程的高刚性。立柱为双层腹板式结构,主轴箱为蜂窝结构,床身导轨为中心卸荷的三导轨结构,具有高刚性和抗振性。配置铣齿加工软件,可进行任意等分或不等分的顺铣或逆铣齿。采用精铣成形刀具可达到成形铣齿效果。机床主要应用于风电、大型工程机械、矿山机械及冶金机械等的齿轮数字化加工及复杂曲面的数字化加工,特别是硬齿面高效加工,最大可加工齿轮直径4000mm,模数36mm。
天津第一机床总厂展出的YK2232A数控弧齿锥齿轮铣齿机(图8),可采用多种加工方法,加工最大直径320 mm,最大模数6 mm的弧齿锥齿轮、零度齿锥齿轮及准双曲面齿轮。和YKW2932数控弧齿锥齿轮拉齿机配套使用,特别适用于成批或大量生产中粗及精加工、轻型、微型汽车后桥主传动的半滚切小轮、摩托车齿轮、山地车、沙滩车的传动齿轮。该机床系三轴数控弧齿锥齿轮铣齿机,数控系统采用德国西门子802DSL系统。机床采用数控设定的进给运动,简化了用户操作并有利于提高切齿效率。

图8 YK2232A数控弧齿锥齿轮铣齿机
天津市精诚机床制造有限公司展出的YH603H数控弧齿锥齿轮铣齿机(图9),属于四轴数控机床,采用德国西门子802DSL系统,采用滚切法铣削弧齿锥齿轮、零度齿锥齿轮及准双曲面齿轮,适用于汽车、拖拉机、机床、航空、工程机械、石油机械等行业批量、大量生产中等模数弧齿锥齿轮的加工,最大可加工齿轮直径320mm,最大加工模数6mm。

图9 YH603H数控弧齿锥齿轮铣齿机
宜昌长机科技有限责任公司展出的YK83350数控圆柱齿轮铣齿机(图10),机床主要用于加工直齿、斜齿内齿圈圆柱齿轮,经换外铣头可以加工外齿直齿轮(需特殊订货)。该机床特别适用于发电设备、工程机械、水泥行星减速机、风电设备增速箱、偏航轴承内外齿圈及变浆轴承内齿齿廓的加工。主电机采用大功率交流变频电机,主要部件均通过有限元分析、动态模拟计算。机床性能稳定可靠。
图10 YK83350数控圆柱齿轮铣齿机
3 滚齿机
自19世纪开始用展成法加工齿轮以来,滚齿机就成为最重要的齿轮加工设备。根据传动方式的不同,滚齿机大致上可分为机械传动式滚齿机、直线轴数控滚齿机、非直驱全数控滚齿机和直驱式全数控滚齿机。
本届展览会展出的滚齿机反映了滚齿加工技术正朝着全数控、高速、高精度、环保化、集成化、直接驱动方向发展。干切削工艺的应用,不仅缩短了加工时间,提高了机床的加工能力,而且可降低单件的加工费用,避免了油液和冷却液污染空气和环境。对于模数不大的中小规格齿轮,由于高性能滚齿机的开发,加上刀具材料的改善,滚齿效率有了显著提高,滚刀轴与工件轴所具有的高速度,使滚齿机具备了可采用最先进刀具的条件,并可进行强力高效滚削加工。适用于汽车、军工、风电、摩托车、工程机械、船用减速箱、重型汽车、电梯、石油、矿山、冶金机械、轻工、纺织机械等行业。
南京二机齿轮机床有限公司、四川普什宁江机床有限公司、重庆机床(集团)有限责任公司、廊坊恩希机床有限公司、浙江佳雪数控机床有限公司、南京日上自动化设备有限责任公司、营口冠华机床有限公司、清和铁工等展出了滚齿机。
南京二机齿轮机床有限公司展出的YN31320CNC型数控滚齿机,六轴四联动,采用连续分度法,工作台采用大规格环形静压轴承支承,主传动采用双蜗轮蜗杆副结构,消除了啮合间隙,提高了工作台传动平稳性和传动精度。机床配有丰富的用户软件,宜人的操作界面,可最大程度的满足各种直齿轮、斜齿轮、锥度齿轮及鼓形齿轮的高效加工。机床可配置专用铣内齿刀架,扩大加工功能。机床适用于军工、风电、船舶制造、矿山机械、冶金机械、起重机械、工程机械等行业内、外齿轮的加工,最大可加工齿轮直径3200mm,最大加工模数32 mm,最大加工螺旋角±45°。
四川普什宁江机床有限公司展出了YK3610Ⅱ数控卧式滚齿机 (图11),主要用于加工直径小于100mm、模数小于3 mm的直齿圆柱齿轮、斜齿轮。机床配置FANUC 31i-MA数控系统,采用七轴控制,自动化程度高,可实现轴向鼓形齿轮及锥度齿的加工。使用高精度滚刀、采用合理的切削规范时,可加工GB/T2363-1990五级精度的直齿圆柱齿轮。滚刀架拖板切向移位采用伺服电机控制,大大提高刀具的使用寿命。机床刚性高,可进行各类零件的高效加工,可进行硬齿面齿轮加工,可采用合适的刀具进行干式切削。

图11 YK3610Ⅱ数控卧式滚齿机
重庆机床 (集团)有限责任公司展出的YE3120CNC7数控高速干切滚齿机(图12),七轴四联动,通过电子齿轮箱,用展成法加工各种直齿轮、斜齿轮、双联或多联齿轮、小锥度齿、鼓形齿、花键、蜗轮、链轮等,适用于汽车、摩托车等行业的大批量齿轮的干式加工,加工精度可达6级(GB/T10095-2008)。

廊坊恩希机床有限公司展出的YK3180CNC6Z高效直驱数控滚齿机(图13),工件轴和滚刀轴的直接驱动实现了真正意义的全闭环控制,消除了机械传动链的误差;滚刀轴和工作台的运动使用电子齿轮箱耦合,配合高精度滚刀,可以得到很高的加工精度。直驱式全数控滚齿机取消了滚刀轴和工作台的传动齿轮和蜗轮副,大大地提高了滚刀轴和工作台的速度,使高效滚刀的性能得到充分的发挥。由于直驱式全数控滚齿机消除了机械传动链的传动误差和间隙,从而消除了由此造成滚切加工过程中的振动引起刀刃的非正常磨损,从而大大提高了刀具寿命,同时也可实现干切加工。直驱式全数控滚齿机可以进行硬齿面加工,工件的硬度视刀具的性能而定。
图13 YK3180CNC6Z高效直驱数控滚齿机
图14 Y3112ACNC型高效精密数控滚齿机
浙江佳雪数控机床有限公司展出的Y3112ACNC型高效精密数控滚齿机(图14),四轴数控,采用德国西门子840D数控系统,也可以采用德国PA系统。机床不需要更换那些复杂的分度、差动等挂轮。该机床具备工件自动夹紧、放松、自动润滑、自动排屑、机动去毛刺、故障自诊断等功能,主要用于加工模数2.5 mm以下的圆柱直齿轮、斜齿轮和蜗轮。加工精度为 6 级(GB/T10095.1-2008), 齿面粗糙度为Ra1.6μm。若采用硬质合金刀具,机床切削速度可达200m/min,生产效率高。由于机床自动化程度高,一人可操作多台机床,适用于仪器、仪表制造业、电动工具行业、微型减速机行业、摩托车行业及国防军工部门的齿类零件加工。
浙江佳雪数控机床有限公司还展出的另外1台YGS3610ACNC型高速干湿切数控卧式滚齿机(图15),用于加工模数2mm以下(包括2mm)的圆柱直齿轮、斜齿轮、双鼓齿轮、小锥度齿轮等。加工精度为 6 级(GB/T10095.1-2008), 齿面粗糙度为Ra1.6μm。由于机床自动化程度高,切削线速度可达200m/min,非常适合仪器仪表制造业、电动工具行业、微型减速机行业、摩托车行业及航天航空、国防军工企业的小模数齿轮高精度、高效率大批量加工。佳雪公司还开发了零件加工程序,用户只要输入加工件的齿数、模数、螺旋角3个参数,机床就能自动完成零件的加工,操作极为简便。
图15 YGS3610ACNC型高速干湿切数控卧式滚齿机
南京日上自动化设备有限责任公司展出的YK3122数控六轴滚齿机(图16),主运动由安装在刀架上的交流主轴电机经过三对高精度圆柱齿轮传至滚刀主轴,可使用多头滚刀进行大进给量滚削加工。主要导轨副采用了矩形大平面导轨且移动面注塑的工艺方法,滚珠丝杆传动,传动刚性好,支承能力大,运动直线度高。机床除可加工圆柱直齿轮、斜齿轮、短花键轴、链轮、蜗轮等外,还可以加工多种锥度齿、鼓形齿等特殊齿形的齿轮,特别适用于重型汽车、工程机械等大批大量生产齿轮的企业,也适用于小批量、多品种生产齿轮的企业。
图16 YK3122数控六轴滚齿机
营口冠华机床有限公司展出的Y31125K滚齿机(图17),适用于批量及单件生产加工圆柱直齿轮、斜齿轮、蜗轮和链轮,具有刚性好、强度大、精度高、操作方便、调整及维护简单等特点。可采用逆铣和顺铣方法加工齿轮,可以轴向或径向进行加工。根据用户的特殊要求可配置德国西门子数控系统,完成鼓形齿和小锥度锥齿轮的加工,还可以将机床加高、加长,扩展机床的加工范围。
图17 Y31125K滚齿机
营口冠华机床有限公司还展出了YKG3136CNC数控高速滚齿机(图18),采用德国西门子840D系统控制的数控高速滚齿机,六轴四联动。采用数控系统电子齿轮箱取代传统滚齿机分齿、差动传动链,使得繁重的更换交换挂轮的操作变得轻松简单。采用超强钢度机械结构,使得机床具有良好的动静刚性,可承受最大切削力达1000kg。机床适用于批量及单件生产加工圆柱直齿轮、斜齿轮、鼓形齿、小锥度齿轮、花键、蜗轮和链轮。效率高,精度好,适用于大批量汽车、拖拉机行业齿轮的加工,也适用于机床、工程机械等多品种小批量齿轮加工。
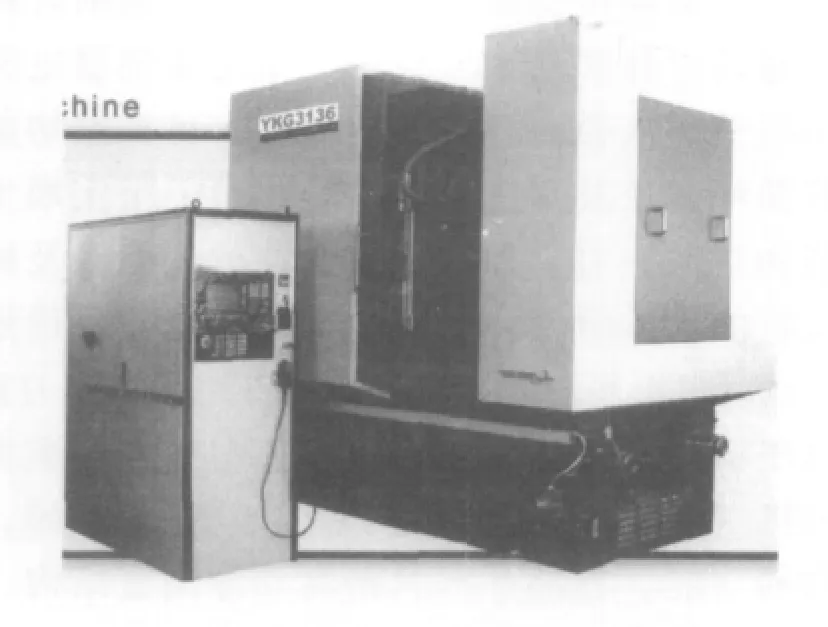
图18 YKG3136CNC数控高速滚齿机
清和铁工的新概念环保型数控滚齿机是日本首创的水溶液滚削式数控滚齿机,水溶液滚削冷却性好,具有润滑性能,切屑排出容易,可以达到200m/min的高速切削速度。该产品具有OBD尺寸稳定,可防止切屑嵌入工件齿面和滚刀前刃面的工件品质。不需要配置冷却和排屑用气源,滚刀寿命更长,更经济实用。而其环保安全体现在该产品不发生油雾,不产生粉尘。可彻底消除气源产生的噪音,排除发生火灾隐患的可能。
4 插齿机
插齿工艺的变化主要在于新型结构使得插齿冲程速度更高,机床数控化从而使机床功能得到扩展,加工效率更高,例如增加刀架提拉机构,使得插齿机特别适合加工深孔内齿,同时大幅提升了加工双联齿轮及加工不同齿厚的内、外齿轮的生产效率。此外,数控化使插齿方法更灵活,可任选圆周进给速度和径向进给速度并使之任意组合。适用于汽车、航空、机床、仪表、拖拉机、纺织机械、工程机械等行业。
本届展览会上,南京二机齿轮机床有限公司、天津第一机床总厂、宜昌长机科技有限责任公司、营口冠华机床有限公司等展出了插齿机。
南京二机齿轮机床有限公司展出的YS51250CNC数控插齿机(图19),五轴三联动,以刀架摆动实现让刀运动,立柱移动做径向进给,立柱部件左右偏移实现斜向让刀,采用高精度、高刚性的注塑导轨,高刚性、高稳定性的整体结构和精密级的分度蜗轮副,具有卓越的精度保持性,机床功能全面、适应性广、安全可靠、传动链短、运转平稳、刚性好、生产率高、噪音低,易于操作和维护。机床采用圆盘插齿刀,通过连续分齿的方法插削直径在2500 mm以内的各种大型内、外圆柱齿轮。
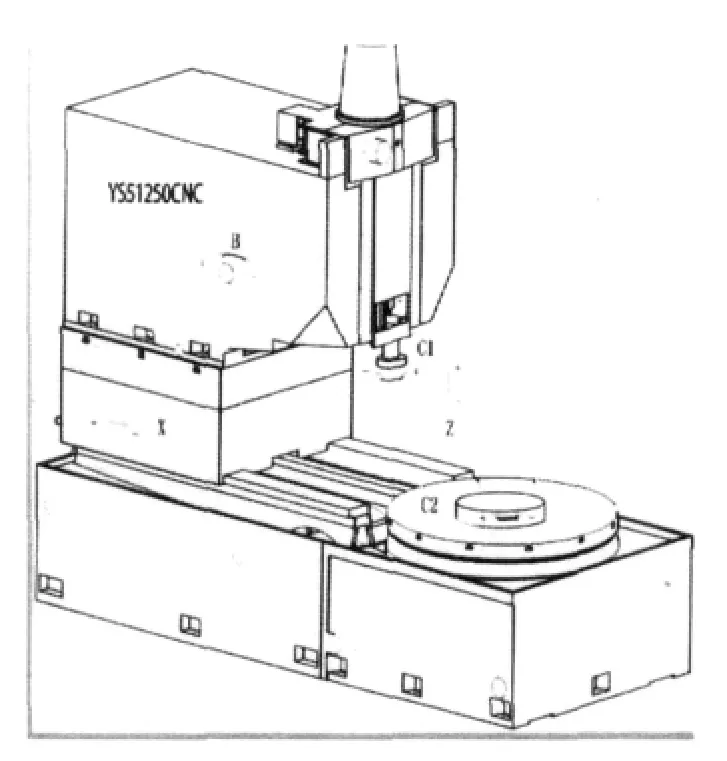
图19 YS51250CNC数控插齿机
天津第一机床总厂展出的YKE5132数控插齿机(图20),带翻转工作台,立柱移动实现径向进给,主要用于±15°以内的锥度齿轮及带锥度的离合器加工,也可以加工圆柱内外齿轮和非圆齿轮。立柱采用高精度直线滚动导轨支承,实现高稳定性的径向进给和快速移动。工作台采用圆弧导轨结构,可实现±15°翻转,调整方便,动态刚性好。圆柱齿轮加工精度可以达到6级精度。
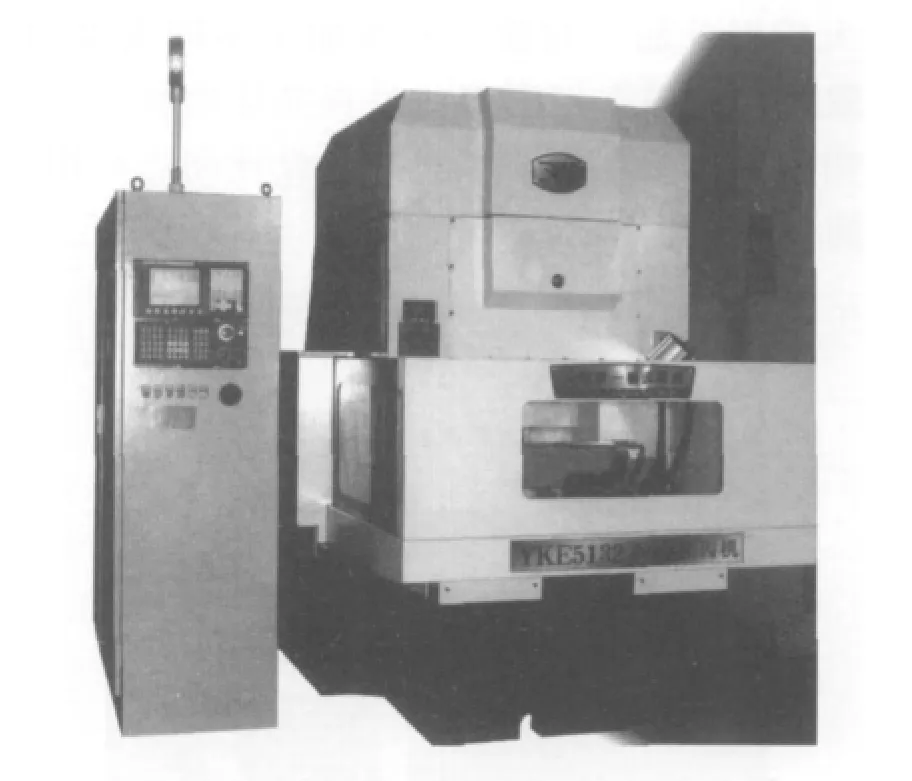
图20 YKE5132数控插齿机
天津第一机床总厂还展出了YK51160数控插齿机(图21),主要适用于大、中型减速机,风力发电部件、拖拉机、工程机械、矿山及冶金机械、机床、航空、纺织机械等行业单件和小批量齿轮的加工,也适用于大批量生产。机床主要用于加工内、外齿直齿圆柱齿轮及各种形状的直齿非圆齿轮和平板凸轮,采用螺旋导轨和带有螺旋齿的插齿刀,可加工斜齿圆柱齿轮,采用特殊刀具可加工多种齿形的结合子和渐开线花键。机床纵向布局,刀架摆动让刀,工作台在四条矩形导轨上实现径向进给。床身、立柱、刀架、工作台均有优良的结构和传动刚性。

图21 YK51160数控插齿机
宜昌长机科技有限责任公司展出的YKT5150数控插齿机(图22),主要用于中型内、外圆柱齿轮的切削加工,主运动由主轴伺服电机驱动,切削时通过交流伺服电机驱动立柱移动实现径向进给。由于机床增加了刀架提拉机构,特别适合加工深孔内齿,同时大幅提升加工双联齿轮及加工不同齿厚的内、外齿效率,可根据切削需要设置循环次数及每次循环的切削量。还可根据用户要求设计制造专用夹具以及加工螺旋齿轮的特殊附件等。
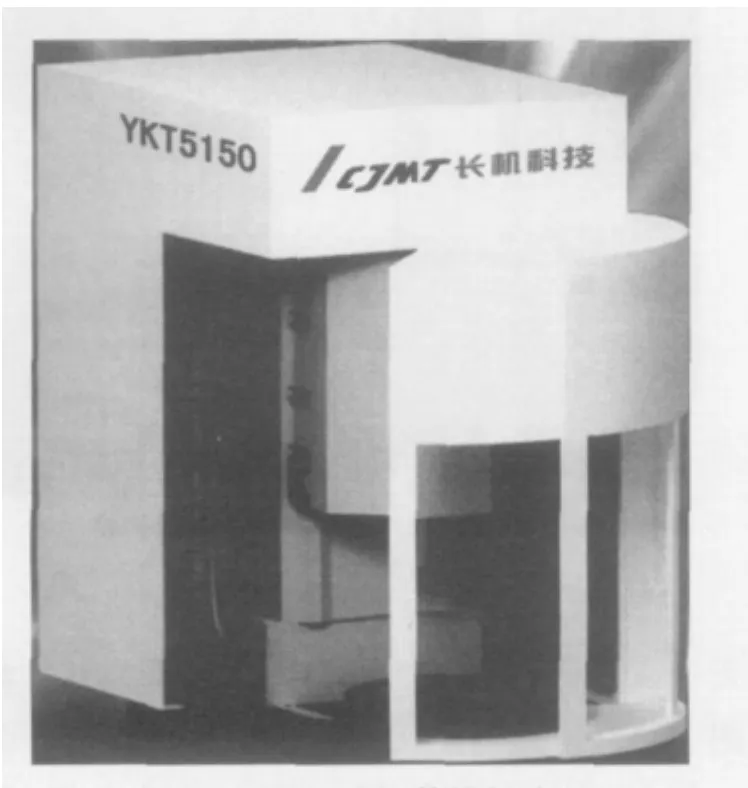
图22 YKT5150数控插齿机
宜昌长机科技有限责任公司还展出了YKS5120B数控插齿机,用于内、外圆柱齿轮、螺旋齿轮的切削加工,主运动由交流变频电机驱动,切削时径向进给是通过立柱移动来实现的,由交流伺服电机驱动,切削循环次数设计为一至五次,可根据切削需要设置循环次数及每次循环的切削量,可实现少齿数切削和斜向让刀。加工轴齿轮用的尾座以及加工螺旋齿轮的特殊附件、自动上下料装置等可供用户选择。也可根据用户要求设计制造专用夹具、刀具。营口冠华机床有限公司展出的YKG5140CNC数控高速插齿机(图23),采用德国西门子802D系统,三轴三联动功能。各部件都具备高动静刚度结构,加工效率高,精度好,功能全,操作调整简便,安全可靠。刀具主轴采用静压轴承,可实现较高冲程,立柱径向移动采用滚动导轨,精度高,动态特性好,可实现参数化编程,高精度变厚分度蜗轮副传动。该机床可加工圆柱直齿盘,轴齿轮,多联齿轮,内齿轮。机床效率高,精度好,适用于大批量汽车、拖拉机行业齿轮插齿加工,也适用于机床、工程机械等多品种小批量齿轮加工。在刀具、夹具、齿坯达到应有精度需求时加工精度可达GB10095-88标准7级,使用AA级刀具,满足条件加工精度可达GB10095-88标准 6级。

图23 YKG5140CNC数控高速插齿机
营口冠华机床有限公司还展出了Y5150K插齿机(图24),用于加工圆柱形直齿盘状齿轮,多联齿轮,内外齿轮和扇形齿轮等。可以根据用户需要,配置特殊附件,也可加工齿条、连轴齿轮、斜齿轮、小锥度齿轮等。机床运转平稳、噪音低、功能全、适应性广、操作调整方便。不但适用于汽车、拖拉机等专业齿轮厂的成批和大批量生产,同时也适用于机床和工程机械行业的小批和单件生产。

图24 Y5150K插齿机
5 剃齿机
剃齿机是用齿轮式剃齿刀精加工齿轮的一种高效机床,机床的刚性好、调整简单、生产效率高,特别适用于需要批量加工齿轮的汽车、摩托车、拖拉机、载重汽车、工程机械等行业,其几何精度、位置精度、工作精度有了很大提高,并具有足够的精度储备。
重庆机床 (集团)有限责任公司展出的YD4232CNC5五轴数控剃齿机(图25),适用于外啮合直齿、斜齿圆柱齿轮及连轴、台阶齿轮的剃削加工。通过仿形机构自动完成鼓形齿与小锥度齿轮的剃削加工。机床刚性好,调整简单,生产效率高,特别适合切削较大模数及较大规格齿轮的汽车、拖拉机、载重汽车、工程机械等行业。机床仿形轴采用伺服电机驱动,X、Z、W、B轴联动剃出鼓形,并根据加工结果实现自动补偿,刀架精密转角,并根据加工结果实现自动补偿,自动上下料机构的工件与刀具配有自动且高效的啮合功能。
图25 YD4232CNC5五轴数控剃齿机
6 全自动联线独立加工岛(滚剃)
南京二机齿轮机床有限公司展出的YD3612CNC/YWN4232CNC/AUTO 数控干式滚齿机及数控径向剃齿机全自动联线独立加工岛(图26),由进料输送线、滚剃连接线、出料输送线及贯穿滚齿、剃齿机床的机械手装置和数控干式滚齿机及数控径向剃齿机组成。体现出滚剃加工过程的全自动化(过程无需人工干预)。人工只需对滚齿进料输送系统和剃齿出料系统进行喂料和取料。该自动线也可以依据用户的不同需求将滚剃机床拆分:形成滚齿独立加工单元和剃齿独立加工单元。

图26 YD3612CNC/YWN4232CNC /AUTO全自动联线独立加工岛
YD3612CNC数控干式滚齿机是为了满足越来越高的环保要求而开发的无冷却液干式滚齿机,机床按连续分度法工作,六轴数控,刀架采用大容量电机,并增加齿轮消隙机构,工作台也带有齿轮消隙机构,径向进给轴(X轴)、轴向进给轴(Z轴)及后立柱移动导轨均采用滚动导轨结构形式。为了适应齿轮干切的加工要求,机床采用高刚性的卧式结构布局形式。
YWN4232CNC数控径向剃齿机用于直齿圆柱齿轮、斜齿圆柱齿轮和连轴齿轮的精加工,剃后精度可达GB10095-2001六级以上。刀架和尾架均采用高刚度轴承结构,径向进给轴(Z轴)、切向进给轴(Y轴)均采用直线滚动导轨结构形式,各进给轴及刀架回转轴(A轴)均为伺服电机驱动。机床整体刚性好,操作调整方便。该机床还可进行径向剃齿。
7 拉齿机
本届展览会上,天津第一机床总厂、天津市精诚机床制造有限公司展出了数控弧齿锥齿轮拉齿机,适用于后桥从动齿轮,如轻型、微型汽车、拖拉机后桥齿轮、摩托车齿轮、山地车、沙滩车的传动齿轮的粗开槽及精拉加工。
天津第一机床总厂展出的YKW2932万能数控弧齿锥齿轮拉齿机(图27),是一种新型、高效精加工中型和小型非范成准双曲面锥齿轮和弧齿锥齿轮机床,加工齿轮最大节径为320mm,最大加工模数为6mm。机床采用圆拉法进行精加工,粗切则采用切入法。采用新材料制做的盘形刀具,机床还具有硬齿面刮削功能,有效的解决齿轮热后变形,为提高齿轮副的传动精度,降低噪音提供保障。机床适用于品种固定、大批量生产的后桥从动齿轮,如轻型、微型汽车后桥齿轮、摩托车齿轮、山地车、沙滩车的传动齿轮的粗开槽及精拉加工。
图27 YKW2932万能数控弧齿锥齿轮拉齿机
天津市精诚机床制造有限公司展出的YH6250拉齿机,机床四轴数控,新型高效,最大节圆直径500mm,最大模数12mm,可以拉削加工准双曲面和弧齿锥齿轮,工件箱立柱旋转运动实现安装角调整。特别适用于汽车、拖拉机后桥被动轮的精密加工。
8 结束语
CCMT2010展览会以宏大的规模、异彩纷呈的展品、最新的技术成果充分展现了我国机床行业应对国际金融危机冲击所取得的不凡成就以及在产业和产品结构调整中所取得的丰硕成果。其成功召开,将为中国机床行业起到强劲的 “升温作用”,也将为全行业迎接后危机时代带来光明。
从本届展览会上可以看到,国产数控齿轮加工机床总的技术趋势是向高精、高效、高速、干切削、绿色环保方向发展,这与国际机床发展趋势是一致的。本届展会上展出的国产数控齿轮加工机床在加工精度、加工效率、减少加工辅助时间、强调柔性化来满足生产和组织及管理的需要等方面有了很大的提高。在细节方面更加人性化,操作简易,省时省力,减小误操作率等。
国产数控齿轮加工机床的国内市场满足率很高,但一些高档数控齿轮加工机床还有赖于进口。数控齿轮加工机床的制造商应该力求掌握当代数控机床关键的核心技术,提高自主开发能力,以满足重点关键领域用户需求、解决国防建设和经济建设的急需为导向,以创新求发展,结合跟踪世界先进水平,研制开发具有自主知识产权的高性能数控齿轮加工机床产品。
从本届展览会上可以看到,数控机床的整体水平全面提升,高档数控机床及其关键功能部件已经成为企业争夺的核心领域。控制系统是数控机床最重要的一环,数控系统生产商也以提高生产效率、控制精度、节省空间的模块化设计等为目的,为用户提供全面解决方案。
无论是传统的汽车、船舶、航空航天、军工等行业,还是近几年新兴的风电、铁路、电子等行业,都对机床工具行业的快速发展提出了紧迫的需求。机床制造商应时而动,积极调整产业结构,不断拓展产品应用的新领域,如向风力发电等热门行业进军,提供高速、高稳定性、高精度的机床新产品,满足行业所需。陕西秦川机床工具集团有限公司积极攻关国家重点行业、大项目、大客户,进军轿车、风电、高速铁路、船舶、太阳能等行业,开发了一批行业大客户和潜在客户,在新领域、新兴行业取得了发展先机。
中国数控机床行业在近些年来,产业结构的调整已经出现了实质性的突破,技术创新成果显著,涌现了不少具有自主知识产权的中高端数控机床的研发企业,为国产数控机床的快速发展起到了中坚作用,这与企业落实相关政策、加强自主创新、转变发展方式,积极研发和制造市场急需的产品、精心培育品牌、提高产品质量、不断增强企业的核心竞争力密不可分。企业以振兴民族装备制造业为已任,为把装备制造大国变成装备制造强国而不断努力!
猜你喜欢
中国设备工程(2024年10期)2024-06-02 16:40:20
中国设备工程(2022年12期)2022-07-11 04:33:00
制造技术与机床(2019年11期)2019-12-04 05:50:28
设备管理与维修(2019年12期)2019-10-26 09:20:46
制造技术与机床(2019年2期)2019-03-06 07:11:42
山东冶金(2018年5期)2018-11-22 05:12:22
智富时代(2018年8期)2018-09-28 00:12:34
重庆工商大学学报(自然科学版)(2018年4期)2018-07-10 01:03:20
制造技术与机床(2017年11期)2017-12-18 06:47:01
制造技术与机床(2017年3期)2017-06-23 08:11:38