
奇偶校验法在二进制编码器刀架换刀控制中的应用
2010-09-13 03:25:34陈贤国
上海电气技术 2010年2期
陈贤国
(上海光华印刷机械有限公司,上海200436)
奇偶校验法在二进制编码器刀架换刀控制中的应用
陈贤国
(上海光华印刷机械有限公司,上海200436)
通过奇偶校验程序系统能及时有效地检测到当前刀架位置编码信号发生异常信息的情况,保证数控机床的安全、可靠运行。
奇偶校验;二进制编码器;数据传送
Abstract:The system can check mistake messages about current turret with binary encode via program of parity check at once,and assure running of CNC machine tool safely and reliably.
Key words:parity check;binary encode;data transfer
奇偶校验是奇校验和偶校验的统称,是校验数据传送正确与否的一种比较有效的方法。一般情况下,奇偶校验码是一种最简便、最直观、应用最广泛的检错码。校验码是由一组给定检测的有效二进制数据位和一个二进制位(校验位)组成。在传输数据过程中奇偶校验对单个(或奇数个)错误而言检错效果是非常有效的。但它只能检出位错而无法纠正位错。因此,它通常用于对传输数据的正确与否的有效检测[1]。
1 奇偶校验的原理
奇偶校验的原理是利用计算机内一种特殊计算奇偶性运算规则:1+1=0,1+0=1,0+1=1,0+0=0,在传出数据中对一个有效的二进制数据位外再添加一位便于检测差错的校验位,而数据接收方则通过检测该校验位用来验证发送方在数据传输过程中所传数据是否有差错发生。
当一组给定检测的有效二进制数据位和一个校验位中“1”的个数加起来之和为奇数的称为奇校验(Odd Parity)。检测的有效数据位中“1”的个数为奇数,则校验位必定为“0”;而检测的有效数据位中“1”的个数为偶数,则校验位必定为“1”,以此保证传送的数据满足奇校验的要求。反之,当一组给定检测的有效二进制数据位和一个校验位中“1”的个数相加之和为偶数的称为偶校验(Even Parity)。检测的有效数据位中“1”的个数为偶数,则校验位必定为“0”;而检测的有效数据位中“1”的个数为奇数,则校验位必定为“1”。
在低速传输数据过程中奇偶校验是接收方用来验证发送方在传输过程中所传数据正确与否的一种令人满意的检错方法。但是,若有偶数个数据位在传输中同时出错,接收端就无法检测出差错,所以奇偶校验还不是一种十分安全可靠的检错方法。而校验位的取值将使整个校验码中的个数为奇数或偶数,它是按奇或偶校验的规律产生的。
2 奇偶校验在数控机床中的实际应用
在数控机床的旋转刀架中广泛采用一种二进制刀架编码器。该编码器采用金属码盘,坚固耐用,性能稳定,具有较高的可靠性。刀架工位一般分4工位、6工位、8工位和12工位。
旋转刀架是数控车床的主要功能部件,它能降低零件装夹的辅助时间,提高机床的加工效率,同时能保证零件的加工精度,提高了零件的一致性。一旦系统执行换刀指令(T码),在寻刀的过程中PLC程序直接读取二进制刀架编码器的编码来确定目标工位(通常情况下目标工位=目标刀具)。为了确保目标刀具能转到准确的加工工位,在寻刀的过程中利用奇偶校验的方法对二进制编码器输出的状态信号进行校验,使得系统可以及时发现编码器输出端信号发送到PLC输入端的异常信号,可以有效地避免在寻刀过程中发生寻刀错误。
刀架编码器校验位的正负逻辑可以根据用户需要选定,而用户需要的校验位正负逻辑则是由编码器的信号源通过其内部硬件电路处理直接产生校验码来确定的。
编码器输出信号位(a1~a4)和校验信号位(a0)的信号通过连线发送给数控系统PLC输入端进行处理,如图1所示。

图1 编码器信号与数控系统PLC连接
4位有效二进制数据位编码可以有16个十进制数据(0~15),其偶校验码如表1所示。表1中阴影部分为8工位刀架编码器输出信号位(a1~a4)的位置编码(1~8)和校验信号位(a0)的逻辑状态。
用奇偶校验的方法对数控机床二进制编码器刀架旋转过程中每一个编码刀位到位后的信号状态进行奇偶校验是保障机床安全运行的一种非常有效的措施。因为一旦数控机床PLC系统检测到当前刀架位置编码信号(假设信号地址为X0.0~X0.3)发生异常(如某连线断)时通过奇偶校验程序就能及时有效地发出异常提示报警信息,从而保证了数控机床的安全、可靠运行。
(1)编程实例1
对配以FANUC数控系统的机床而言,在实际对二进制刀架编码器输出状态信号进行奇偶校验时可以直接选用PMC奇偶校验功能指令(SUB11)[2]进行PMC程序编制,如图2所示。
使用SUB11时必须注意:在FANUC PMC编程资料中OE=0为偶校验,OE=1为奇校验,而在实际使用中正好意思相反[3]。
(2)编程实例2
对于配以其他数控系统的机床而言,并非都具有类似FANUC PMC奇偶校验功能指令。因此,完全可以考虑选用可编程控制器的最基本指令编制奇偶校验程序,达到奇偶校验的目的。校验的程序不仅可以适合于不同PLC系统的奇偶检测,而且得到的检错效果与SUB11完全一样。
根据表1偶校验码,仅选用FANUC PMC基本指令编制对8工位刀架的偶校验程序如图3所示。
一旦a4(23)位的连线断了,刀架转到第8工位时,则PLC系统接收到的编码信号X0.0~X0.3均为“0”。根据表1中第8工位校验位的信号状态(X0.5=1),此时在图2“错位0”程序段检错条件满足而使R0.0地址输出为“1”,即使出现乱码时也完全可以进行检错。

表1 4位二进制数据位偶校验码

图2 功能指令(SUB11)校验程序
3 结 语
奇偶校验方法不仅被广泛应用于对数字数据传输的差错检测,而且利用其检错的原理应用于对数控机床实际刀架位置异常编码信息的检测,而且检错及时,检错方法简便而有效。对于不同的PLC系统用其本身的基本指令可以非常简单的编制奇偶校验程序,且程序易读、易理解、适用性强,是一种简单而有效的检错手段,应该完全可以被广泛采用。
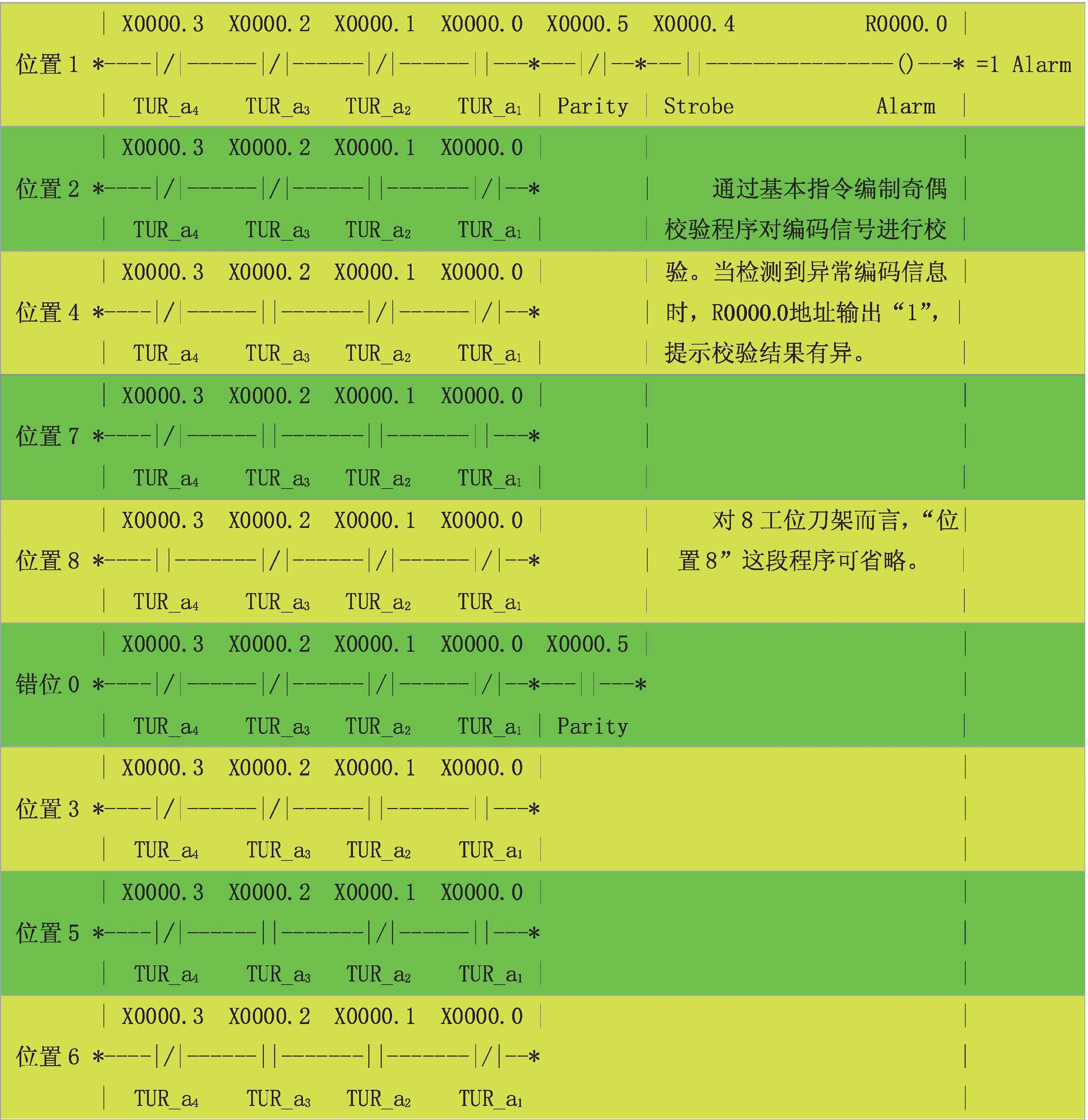
图3 8工位刀架FANUCPMC基本指令偶校验程序
[1]蒋本珊.计算机组成原理[M].北京:清华大学出版社,2005.
[2]北京发那科机电有限公司.FANUC PMC梯形图语言编程说明书[M].北京:北京发那科机电有限公司,2001.
[3]陈贤国.数控机床PLC编程[M].北京:国防工业出版社,2010.
Application of the Method with Parity Check in Tool Changing of Turret with Binary Encode
CH EN Xianguo
(Shanghai Guang Hua Printing Machinery Co.,Ltd.,Shanghai 200436,China)
T G 710.2
A
2010-01-12
陈贤国(1955-),男,高级工程师,主要从事数控技术的应用,E-mail:chenxianguo@hotmail.com
1674-540X(2010)02-031-04
猜你喜欢
航空维修与工程(2022年3期)2022-04-28 16:46:37
中等数学(2021年8期)2021-11-22 07:53:38
设备管理与维修(2020年23期)2021-01-04 00:15:10
数学大王·低年级(2019年10期)2019-11-25 08:23:26
中小企业管理与科技(2019年22期)2019-09-09 00:40:04
中等数学(2019年4期)2019-08-30 03:51:44
制造技术与机床(2017年3期)2017-06-23 08:11:51
电子与封装(2016年10期)2016-11-15 09:08:51
电子测试(2016年3期)2016-03-12 04:46:52
河南科技(2014年1期)2014-02-27 14:04:25
