PLC控制在自控轧钢机控制系统的应用
2010-09-13 02:20张晓庆
科技传播 2010年15期
胡 勇,文 均,张晓庆
1.云南省昆钢集团红河钢铁有限公司,云南蒙自 661100
2.云南省昆钢集团重装公司,云南蒙自 661100
PLC控制在自控轧钢机控制系统的应用
胡 勇1,文 均2,张晓庆1
1.云南省昆钢集团红河钢铁有限公司,云南蒙自 661100
2.云南省昆钢集团重装公司,云南蒙自 661100
可编程序控制器综合了计算机技术、自动控制技术和通讯技术,用面向控制过程,面向用户的“自然语言”编程,适应工业环境,简单易懂,操作方便,是一种可靠性高的新一代通用工业控制装置。本文结合PLC的基本构成和特点,就继电—接触器控制线路进行分析。
PLC;自控轧钢机;控制系统;应用;实例分析
可编程逻辑控制器(Programmable logic Controller,简称PLC),是一种数字运算操作的电子系统,专为在工业环境应用而设计的。它采用一类可编程的存储器,用于其内部存储程序,执行逻辑运算,顺序控制,定时,计数与算术操作等面向用户的指令,并通过数字或模拟式输入/输出控制各种类型的机械或生产过程,目前已在钢铁企业广泛应用。
1 PLC的基本构成
PLC实质是一种专用于工业控制的计算机,其硬件结构基本上与微型计算机相同,基本构成为:电源、中央处理单元(CPU)、存储器、输入输出接口电路、功能模块、通信模块等。
2 可编程序控制器的特点
为适应工业环境使用,与一般控制装置相比较,PC机有以下特点:
1)可靠性高,抗干扰能力强。工业生产对控制设备的可靠性要求即要求设备的平均故障间隔时间长、故障修复时间(平均修复时间)短。
2)通用性强,控制程序可变,使用方便。PLC品种齐全的各种硬件装置,可以组成能满足各种要求的控制系统。硬件确定后,不必改变PC的硬设备,只需改编程序就可以满足要求。
3)功能强,适应面广。现代PLC不仅有逻辑运算、计时、计数、顺序控制等功能,还具有数字和模拟量的输入输出、功率驱动、通信、人机对话、自检、记录显示等功能。
4)编程简单,容易掌握。与直接执行汇编语言编写的用户程序相比,执行梯形图程序的时间要长一些,但对于大多数机电控制设备来说,是微不足道的,完全可以满足控制要求。
5)减少了控制系统的设计及施工的工作量。由于PLC采用了软件来取代继电器控制系统中大量的中间继电器、时间继电器、计数器等器件,控制柜的设计安装接线工作量大为减少。
6)体积小、重量轻、功耗低、维护方便PLC是将微电子技术应用于工业设备的产品,强抗干扰能力,易于装入设备内部,是实现机电一体化的理想控制设备。
3 可编程序控制器的应用
目前,PLC在国内外应用范围大致可归纳为以下几种:
1)开关量的逻辑控制。这是PLC最基本、最广泛的应用领域。它取代传统的继电器控制系统,实现逻辑控制、顺序控制。
2)运动控制。PLC可用于直线运动或圆周运动的控制。目前,制造商已提供了拖动步进电机或伺服电机的单轴或多轴位置控制模块。动的程序可用PLC的语言完成,通过编程器输入。
3)闭环过程控制。PLC通过模拟量的I/O模块实现模拟量与数字量的A/D、D/A转换,可实现对温度、压力、流量等连续变化的模拟量的PID控制。
4)数据处理。数据处理一般用在大中型控制系统中;具有CNC功能:把支持顺序控制的PLC与数字控制设备紧密结合。
5)通讯连网。PLC的通讯包括PLC与PLC之间、PLC与上位计算机之间和它的智能设备之间的通讯。PLC和计算机之间具有RS-232接口,用双绞线、同轴电缆将它们连成网络,以实现信息的交换。
4 实例分析
轧机是实现金属轧制过程的设备。泛指完成轧材生产全过程的装备,包括有主要设备、辅助设备、起重运输设备和附属设备等。轧机的主要设备有工作机座和传动装置。并不是所有的PLC都具有上述的全部功能,有的小型PLC只具上述部分功能,但价格比较便宜。
在PLC在轧钢机的运行过程中,主要分四大类操作:公共操作、I/O操作、执行用户程序、服务外设。本文就继电—接触器控制线路进行分析。
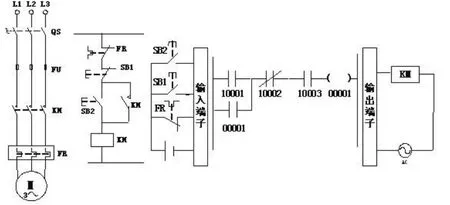
简单实例——从继电—接触器控制线路的PLC梯形图:
1)主电路。控制对象:通断主电路的KM——接触器线圈,输出点编址00001。
2)控制线。SB2:起动按钮,输入点编址10001;SB1:停车按钮,输入点编址10002;FR:过载保护,输入点编址10003。
3)梯形图及I/O硬件接线(如图)。在PLC的开关量输入端,按钮:一般以常开状态接入;FR:以常闭状态接入,此时在梯形图中FR应取常开触点。
一般步骤:观察主电路——控制对象——确定输出点,编址;观察控制线路——输入信号的给出(对象)——确定输入点,编址;逻辑关系(过程):中间继电器、互锁、自锁、延时等——确定内部继电器,触点。
1)面向对象,面向过程,从上到下、从左到右写出梯形图;2)按梯形图一般编写规则整理、编址;3)I/O接线图(输出端无中间继电器、时间继电器线圈,并注意电源的连接);4)较熟练后,可利用上一级的输出作为下一级的输入控制。
5 结论
随大规模和超大规模集成电路等微电子技术的发展,微机化PC得到了惊人的发展。使PC在概念、设计、性能、价格以及应用等方面都有了新的突破,而且随着远程I/O和通信网络、数据处理以及图象显示的发展,使PC向用于连续生产过程控制的方向发展,已成为实现工业生产自动化的一大支柱。可以预见,PLC将不断地大规模渗入钢铁企业的自动可控生产。
[1]王树义,刘小静.PLC自控系统在选煤系统中电机短路故障原因分析及改造[J].煤质技术,2008(4):62-64.
[2]史代红,李锦龙,张丽丽,邸红霞.宣钢2500m-3高炉自控系统中新技术的应用[J].电气时代,2008(5):158-160.
[3]陈永辉.MCU软件抗干扰分析方法[J].工业仪表与自动化装置,2008(1):10-12.
TP393
A
1674-6708(2010)24-0140-02
猜你喜欢
昆钢科技(2022年2期)2022-07-08
昆钢科技(2022年1期)2022-04-19
昆钢科技(2021年4期)2021-11-06
昆钢科技(2021年2期)2021-07-22
机电信息(2018年30期)2018-10-24
中国设备工程(2017年20期)2017-11-04
成都工业学院学报(2017年2期)2017-06-28
电子制作(2016年15期)2017-01-15
通信电源技术(2016年5期)2016-03-22
山东电力技术(2016年12期)2016-02-05