
无芯卷曲技术在热连轧带钢生产线的研究与应用
2010-09-12 03:22:02任莹汪定态宁伟
电子测试 2010年9期
任莹 , 汪定态, 宁伟
(山东莱芜钢铁集团板带厂,山东,莱芜,271104)
0 引言
莱钢1500mm热轧带钢热卷箱位于粗轧机后,切头剪前,对来自粗轧机的中间坯进行无芯轴卷取,然后对卷取后的中间坯带卷开卷,使其尾部变成头部,经头部剪切后送入精轧机。在热连轧生产线中采用热卷箱可使中间坯头尾温差降到10°C~30°C,并且尾部温度高于头部;而且缩短粗轧机和精轧机间辊道的长度;降低精轧机组能耗。
1 热卷箱工作原理
热卷箱是一个中间过程,把钢材以高速从粗轧机移送出来,然后,把钢材以低速开卷到精轧机里。由于两个关键的原理的应用---保存温度以及中间坯有足够的长度,热卷箱技术对带钢热轧生产带来了革命。卷取过程减少中间坯热辐射的表面区域,开卷了的中间坯具有与被卷取时相同的温度,因而,就可以在精轧机里进行匀速轧制。这样减少了在精轧机里轧制材料所需要的功率,缩短了输出辊道,并在整个最终产品的长度上,提供更均质的冶金特性。此外,中间坯可以还在粗轧机里时,就开始卷取,这样,与不采用热卷箱轧制工艺相比,减少了在轧机中的空间要求和资金费用。
1.1 卷心成形过程
如图1所示,当中间坯头部进入入口导槽时,入口导向辊和护板将使中间坯产生上弯曲(位置1),下弯曲辊前的护板将中间坯引向弯曲辊;然后中间坯首先与下弯曲辊接触(位置2)使其与上弯曲辊接触后,再与上弯曲辊中间的护板相接触(位置3);进而中间坯沿护板继续向前与出口处上弯曲辊相接触。随着中间坯头部通过出口侧弯曲辊,则中间坯将以下弯曲辊为枢轴同时与入口侧上弯曲辊接触继续前进。此时中间坯完成了头部弯曲过程。当然,图 1中所述的中间坯头部与弯曲辊和弯曲辊护板的接触点将与弯曲辊辊缝设定值大小有关。

图1 中间坯头部通过热卷箱入口导槽和弯曲辊的过程
1.2 带卷下落前的卷取过程
卷心形成之后,带卷靠在成形辊和1号托卷辊A辊上继续转动。由于托卷辊速度超前于弯曲辊,所以在1号托卷辊上的带卷将靠在成形辊上。随着带卷的形成,此超前速度在带卷和弯曲辊间的中间坯上所产生的后张力将会使带卷卷的较紧。
随着带卷体积的增大,其重心将后移并超过1号托卷辊A辊中心。此时带坯上的后张力可使带卷卷紧以及与成形辊相接触。
随着带卷直径的增加,离开弯曲辊的带坯势必形成反向弯曲。反向弯曲会给带卷附加新的后张力使卷取难度增加。为此,随着带卷直径的增加,逐渐加大弯曲辊辊缝以避免反向弯曲。
1.3 带卷下落过程
热卷箱设计容许卷取中的带卷移到较低卷取位置,以便能够卷取大尺寸的带卷。卷取中的带卷移动称作为带卷下落。带卷下落可采用速度控制或三辊接触来实现。热卷箱是采用三辊接触来实现带卷下落的。
三辊接触卷取是一种新方式,通过使卷取中的带卷与成型辊相接触来建立最稳定的卷取条件,保证完成整个卷取过程。当卷取中的带卷的尺寸增大到其外表面与1号托卷辊B辊相接触时,根据带卷直径的计算值,1号托卷辊逐渐下降以配合带卷尺寸的增加。在此过程中,带卷移动是缓慢的,所以弯曲辊和托卷辊之间的速度关系并没有变化,仍保持恒后张力。
上述1号托卷辊下降过程一直持续到中间坯尾部接近热卷箱为止。当然中间坯尾部接近热卷箱的时刻取决于中间坯长度。在中间坯尾部定位顺序控制中,将取消1号托卷辊的超前速度,以便平稳地将1号托卷辊和带卷移到开卷位置。1号托卷辊从任意位置下降到最低位置所需的时间必须满足实际要求,同时不得影响后序动作。
三辊接触卷取也应保证在卷取过程中成型辊向前移动。因此,1号托卷辊应以额定速度下降,成型辊随动迫使带卷逐渐下落。随着带卷直径的增加,成型辊逐渐向前移动,最后到达初始位置。
1.4 开卷和放卷过程
当带卷卷取过程快结束时,应向热卷箱站电气传动设备发出停车命令。停车命令的发出时刻是由卷取速度、减速率、带卷直径、带坯尾部与图2中所示的尾部定位间的距离所决定的。较好的尾部定位能保证开卷顺利。
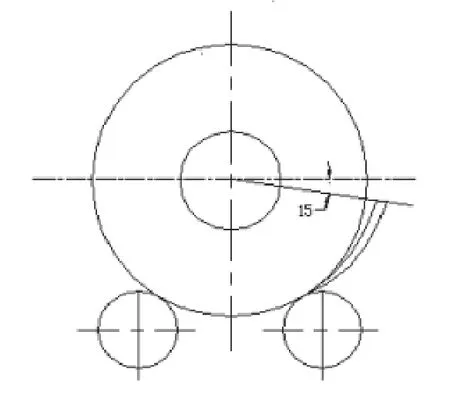
图2 中间坯尾部定位
带卷尾部定位命令也可用于上抬弯曲辊,以确定中间坯尾部不弯曲直接通过。
开卷后,开卷臂应一直保持开卷位置上,直至中间坯头部进入F1精轧机后开卷臂才上抬。以此保证开卷后仍在1号托卷辊上的带卷其位置不变。
开卷臂抬起之后,带卷传动臂可将带卷从1号托卷辊传送到2号托卷辊,使热卷箱卷取站准备卷取下块中间坯。
带卷传送之前,传送臂心轴应插入带卷。但何时插入传送臂心轴可根据带卷尺寸大小和定时要求来确定。
传送臂应有定位控制功能,随动于带卷中心的变化,除带卷传送过程和放卷结束时其尾部与心轴相碰外,均应保证传送臂心轴与带卷内壁有一定的空隙。放卷结束时,中间坯尾部与传送臂心轴相碰功能将除去其尾部的圆弧,待通过夹送辊时可进一步平整,使飞剪尾部剪切效果更佳。
2 热卷箱控制功能
热卷箱可在自动、手动及模拟轧钢3种运行模式工作。此外,生产过程中应防止干扰,仪表失灵和单个动作的操作控制都可以导致机械故障。在全部的位置控制回路里,都必须有事故保险装置,必须能够在所有的运行方模式下发生作用。任何时候都要求在控制机构内有机械联锁,以在出现机械故障时,防止损坏。这些机械联锁装置必须在任何运行模式下发生作用。
2.1 自动运行
自动运行是处理中间坯移送的普通模式。热卷箱控制程序协调全部的自动卷取及开卷顺序。热卷箱控制器用速度、位置、方向和时间测量来跟踪中间坯的移送,用HMD信号来检测中间坯的头部及尾部。为热卷箱的定序,持续计算带卷直径。控制器设定值可通过人机界面(HMI)上设定或接收L2级的设定。
2.2 人工干预
人工干预是自动模式的扩展,它可以允许操作者调节或中断程序,并在该模式激活时,用操作台按钮、转换开关等调整热卷箱各设备的位置。当粗轧机和精轧机空的时候,速度控制器允许操作者传送带卷和板材,然后,在特定的点上,恢复自动速度控制。热卷箱的每个部分的位置控制运算法则必须接受操作台直接手动的调节,而不影响自动顺序。调节的范围是有限度的,只适用于当前的带卷或者只在下一次自动位置调节要求之前才适用。如有必要,在人机界面屏上,对正在运行的带卷的位置调节器偏移量作永久修正。
2.3 手动运行
手动运行模式用在停机时、维修检查时和紧急情况下。操作者能够通过操作台控制各设备动作。
2.4 模拟运行
热卷箱模拟运行是用于软件开发的一种辅助运行模式:培训操作者和检查准备就绪情况。模拟卷取及开卷运行时热卷箱要求的外部信号,这样,热卷箱可以不带运送的板材进行运行。所有热卷箱操作控制装置在模拟期间具有完全的功能,操作者完全能够进行干预。
热卷箱模拟功能作为设备的单机模拟,从热卷箱的输入辊道到第一个精轧机架,或者作为整个轧机模拟的一部分。要模拟的中间坯参数在整个轧机模拟过程中,由L2提供,或者由操作者通过人机界面为单机模拟输入这些参数。可能将由热卷箱处理的任何中间坯可以与一个生产计划相似,被单独模拟,或者被成组模拟。
2.5 计算带卷直径和带卷单位重量
下列公式用于计算带卷直径(mm)
带卷直径(mm)=SQRT((1+%空气)*l*h)/(π/4)+D孔2)
l:长度(mm)计算自1号托辊测速仪,
h:厚度(mm)是中间坯的厚度,
%空气:带卷圈之间的缝隙(默认3%,在人机界面设置屏里可调节)。
D孔(mm):假设的带卷圆孔直径,默认值是650mm(在控制器中可调节)。
单位带卷重量(kg/mm)与带卷直径(mm)有关,
带卷单位重量(kg/mm)=(π/4)(钢材比重)(D外2 - D孔2)/(1+%空气)
钢材比重(kg/mm3):默认值是7.85X10-6 kg/mm3。
D孔(mm):假设的带卷圆孔直径,默认值650mm(在CPU可调节)。
D外(mm):当前带卷孔外径。
2.6 卷取速度主控参考值(CMSR)
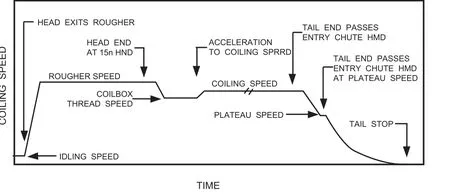
图3 热卷箱卷取速度模式
CMSR提供的是粗轧机、辊道和贯穿在卷取运行里的热卷箱卷取传动装置的速度参考值。图3所示的是各个跟踪点定义的速度模式。各个传动装置的速度参考值得自CMSR,并可以按要求,用可调节的先行和滞后速度+钢坯曲率补偿进行修改。CMSR速度被定义为中间坯在弯曲辊内的厚度中间值,为了与之相适应,研究出下面的速度参考公式。
2.6.1 粗轧机和延时辊道速度参考
长的中间坯的头部开始在热卷箱里卷取,此时,中间坯的尾部还在粗轧机里。这就生成了“粗轧机—热卷箱”的“连轧—连卷”串联运行,在钢坯的尾部离开粗轧机之前,粗轧机与热卷箱的速度级联一直发生作用。当中间坯的头部到达HMD1时,CMSR就提供粗轧机速度参考值(RSR)。在串联时,CSMR根据粗轧机速度反馈,来保证可靠的运行,并在串联结束时,消除速度的不稳定现象。在串联运行期间,
RSR=CMSR*(1.00-(RFS+TLS+CLS)/100)
RFS:粗轧机前滑,用粗轧机控制计算(%)、
TLS:辊道相对于粗轧机的先行速度(%)
CLS:热卷箱相对于辊道的先行速度。
当中间坯太短而形成不了串联运行时,粗轧机则不受CMSR的影响。
2.6.2 辊道和热卷箱入口速度参考值
辊道和热卷箱入口辊用得自CMSR的辊道速度参考值(TSR)一起工作。当尾部接近热卷箱时,辊道段根据跟踪信息,不再按CMSR执行。
TSR=CMSR*(1.00-CLS/100)
2.6.3 底部弯曲辊速度参考值
底部弯曲辊速度参考值(BBRSR)按照下面的公式,补偿在弯曲辊里的钢坯曲率和钢坯厚度:
BBRSR=CMSR*(1.00–中间坯厚度/(2*R))
这里,R是弯曲辊里的钢坯曲率半径。
2*R的值是一个在设置卷取时可调的常数。在输出弯曲辊开始提升时,带卷直径用作2*R。
2.6.4 顶部弯曲辊速度参考值
顶部弯曲辊速度参考值(TBRSR)按照下面的公式,补偿在弯曲辊里的钢坯曲率和钢坯厚度:
TBRSR=CMSR*(1.00+ 中间坯厚度 /(2*R))。
2.6.5 号托辊速度参考值
1号托辊速度参考值(CR1SR)按照下面的公式,补偿离开弯曲辊的钢坯的曲率和钢坯厚度:
CR1SR=CMSR*(1.00+中间坯厚度 /(2*R))*(1.00+CR1LS/100)
CR1LS:1号托辊的先行速度(%)。
3 结论
该热卷箱控制系统采用先进无芯卷曲先进技术,稳定可靠,实时性强.系统投运半年以来,取得良好的控制效果,自动化高,创造了很大的经济效益和社会效益,具有极高的推广价值。
[1]钟肇新,彭侃.可编程序控制器原理及应用[M].广州:华南理工大学出版社,1992:32.
[2]王常力,廖道文.集散型控制系统的设计与应用[M].北京:清华大学出版社,1993:45.
[3]蒋慰孙,俞金寿.过程控制工程[M].北京:中国石化出版社,1988:88.
[4]白永昕.热连轧热卷箱速度控制及匹配的设计应用[J].冶金设备,2006(3):35.
[5]黄飞泉,姜弢,马成顺.基于模板匹配的运动目标快速检测与跟踪[J].应用科技,2006(6):115.
[6]杨耿.运动目标图像识别与跟踪系统的研究[J].计算机测量与控制,2005(3):264.
[7]Jonas Berge.过程控制现场总线-工程、运行与维护[M].北京,清华大学出版社,2003:29.
[8]Dietmar Dirtrich,冯晓升.开发的控制网络与应用中的分布系统[M].北京,全国工业过程测量和控制标准化技术委员会,2003:59.
猜你喜欢
新疆大学学报(自然科学版)(中英文)(2020年2期)2020-07-25 01:40:42
重型机械(2020年2期)2020-07-24 08:16:14
医学新知(2019年4期)2020-01-02 11:03:54
冶金设备(2019年6期)2019-12-25 03:08:54
山东冶金(2019年3期)2019-07-10 00:54:06
陶瓷学报(2015年4期)2015-12-17 12:45:04
现代检验医学杂志(2015年1期)2015-02-06 01:59:23
西部中医药(2014年6期)2014-03-11 16:07:41
天津冶金(2014年4期)2014-02-28 16:52:48
机械与电子(2014年3期)2014-02-28 02:07:53
