数控机床售服人员综合素养浅析
2010-09-11 09:12李文超邓志平戴海港
制造技术与机床 2010年7期
李文超 邓志平 戴海港
(西华大学机械工程与自动化学院,四川成都 610039)
数控机床售服人员综合素养浅析
李文超 邓志平 戴海港
(西华大学机械工程与自动化学院,四川成都 610039)
介绍了数控机床售后服务行业对从业人员综合素养的要求,结合实例分析了数控机床售服维修的特点,提出了计划毕业后从事机床售后服务工作机械专业学生应有针对性的学习相关知识,提高自身素质的观点。
数控 售服 综合素养
数控技术是制造业实现自动化、柔性化、集成化生产的基础;其应用是提高制造业的产品质量和劳动生产率必不可少的重要手段;数控机床是国家工业现代化的重要战略装备,是关系到国家战略地位和体现国家综合国力水平的重要标志。近十年来,随着我国数控机床保有量急剧增长,机床厂商对于高水平的数控机床售后服务人员(以下简称售服人员)的需求日益增加,却长期得不到满足。售服人员主要工作有:机床安装调试规划与实施、客户员工教育训练、维修维护技术支持、机床故障分析与现场维修、机床运行状况访问跟踪、机床设计改进建议等等。要出色地完成上述任务,售服人员必须具备较高的综合素养。
1 机械专业知识
作为机械行业人员,机械制图、机械原理、机械设计、机械加工工艺基础等等机械专业知识必须精通,而且,由于机床维修现场经常需要进行钻孔,攻丝,制作简易工具,使用专用工具,手工磨制刀具或钻头,刮削或研磨精密配合面,售服人员必须掌握多种钳工技术;对于本公司机床的机械结构,要做到熟练拆装。以大型数控车床为例,机械结构包括床身,主轴箱,床鞍,刀塔、尾座、液压系统等。每一组件的结构都比较复杂,每一组件的安装精度,都对机床的使用性能造成影响。只有平时多下功夫,进行大量实践,仔细研究装配图纸和装配工艺,才能在客户现场快速地进行故障检测、诊断、定位,快速地更换故障零件,恢复机床的功能与精度,完成维修任务。售服人员还应熟知机床精度的国家标准,国际标准,本公司内部的精度检验项目(如数控车床导轨平面几何精度检测)与检测标准,检测方法;熟知精密传动部件如轴承,丝杠的型号,安装工艺,检测标准与方法,这些知识和技能的储备,必将给售服工作带来极大的方便。
某次交机实例:某大型数控车床,在到达客户处后进行床身几何精度检验,有一检测项目超过标准。售服人员在现场对导轨进行手工打磨、研磨,经过半天努力,该项精度达到了检测要求,客户方面对售服人员的技能非常赞赏。
2 电气相关知识
大部分售服人员在学校的时候读的是机械专业,电类知识较薄弱。但是,数控机床是复杂的机电系统,在售服过程中安装电器部件和检查电路不可避免,因此,机床售服人员要通过自学补充相关电学知识。在新机床的安装调试过程中,一般要进行机床内部接电、外部强电接入、机床通电检查、机床行程开关检查等工作。在机床的维修过程中,可能进行的项目有:机床接地电阻检测、电路检测、接入电源电压检测、弱电电路分析、简单电路焊接、电路板初步检测等等。相关工具有:摇表、万用表、逻辑信号笔、示波器、电烙铁、吸焊器等等。对于机械专业毕业的技术人员,要求其完全精通电类知识,技能达到应用电子专业、电气自动化专业工程师的水平,短时间难以实现。但是,必须掌握本公司机床相关电学知识,将其电气结构,工作原理吃透消化,熟知电路图上元件的功用和特性,能够做到独立接线,独立检测,独立更换。
某次维修实例:一台大型加工中心,加工过程中突然显示超程报警。售服人员分析认为线路或者行程开关故障可能性较大,于是携带相关备件到客户处进行检测,果然是行程开关密封失效进水,造成短路故障,发生超程报警。因事先有所准备,故很快排除故障。
3 数控系统相关知识
每一个售服人员,都应该能够熟练的操作本公司的数控机床。在新机床的安装调试、精度检查、样件切削等过程中,要进行机床操作;在对客户员工进行教育训练过程中,要进行机床操作;在维修过程中,经常需要开机故障判断,对操作技能要求更高。对于普通数控机床操作员来说,只需精通数控机床操作界面即可。但对于维修人员来说,还要精通数控系统相关知识与技能:常用报警号意义、常用参数意义及其修改方法、PLC状态检查与修改方法、数控系统中伺服放大模块、伺服电动机特性、电源模块、中间继电器、低压直流电源、各继电器的检测等等。维修电气类的故障,有时现场条件有限,但应尽量将故障确定在板卡级,方便调用备件更换。
一台FANUC-0TD车床,在更换伺服模块后,发生X轴电动机静态振动较大的故障。经分析认为是新伺服模块的电气特性与原模块略有不同,在售服人员调整相应的伺服增益参数后,故障排除。值得一提的是,大部分数控机床公司都为一型号数控机床提供了多种数控系统的备选方案,方便客户选用。这也要求机床售服人员掌握多种数控系统的上述技能。
4 交流沟通能力
在数控机床的售后服务过程中,首先,售服人员要和客户的操作人员电话交流,了解故障的基本状况,如发生的时间,状态,开机还是加工过程中发生的;故障前是否有预兆;以前是否进行过维修等等。然后在本公司维修人员内部进行讨论,确定检测、维修方案,在得到上级主管发出维修的命令后携带相应备件、工具,到客户处开展工作。在维修期间,一方面要和本公司的技术人员保持联系,报告维修进度,如有需要,则寻求远程技术支持;另一方面,尽量争取到客户方面维修人员的配合,最大程度的获取相关信息和帮助,加快维修进度,减少停机时间。售服人员在客户处,代表着公司形象,如果是在机床保修期内发生的故障,客户方面通常会不满意,售服人员经常会遇到客户的冷遇;而在机床保修期外发生的故障,则客户又会催促维修进度。作为公司的售服人员,要做到不受客户态度的影响,尽快完成任务,又要在一定程度下维护本公司的形象。这些方面做的得当,方能够赢得客户的尊重和协助,为以后的相应工作打下基础,益处颇多;做得不当,则很容易陷入被动状态。当售服人员完成任务,回到本公司写好总结报告后,也要将经验、教训、技术心得和同事分享。售服团队中形成良好的技术交流传统,对于整个团队的技术水平的提高相当重要。在整个过程中,交流沟通无处不在。
5 其他应用技能
售服人员要能够熟练运用的软件有AutoCAD、Mastercam、SolidWorks、Pro/e、Officer系列。只有掌握相应的软件操作,才能高效率地进行技术资料准备与整理工作。售服人员也要求一定的英语能力,能够独立阅读英文相关技术文献,能够用英语和外国工程师进行基本的交流。
6 维修实例
下面以笔者曾处理的一维修实例体现出机床售服团队的综合素质。
故障简述:某公司一台早期大型数控车床,由于操作员操作失误撞机,导致卡盘损坏,液压刀塔损坏,升降、旋转失灵。客户自行更换卡盘,但没有能力维修刀塔。外请其他专业维修公司进行处理,却由于早期的资料不全,没有取得进展。最后该公司联系笔者当时所在公司,希望我公司能提供维修服务。由于机床是我公司早期产品,早已过了保修期,而且本公司也没有此型机床所配用的日本刀塔的维修资料,售服部讨论认为困难很大,但由于此机床是我公司产品,如果本公司产品都不能维修,有损公司形象,最终决定接下此工程。售服部一方面联系总部,请求技术支持,一方面派人到客户处维修。
维修过程:我方售服人员到达客户处后,经过和客户方面参与过先期维修的技术人员交流,绘制结构草图如图1,确认目前有如下问题:
(1)控制刀塔升降的液压缸有大约10 mm裂纹,无法保持密封;
(2)先期自行维修的过程中,对于刀塔内的无触点开关 LS1、LS2、LS3(紫、白、灰三根信号线)的接线未做详细记录,导致后期无法恢复原始接线。而机床原有PLC检查修改密码在多年前就随机床维修手册丢失;
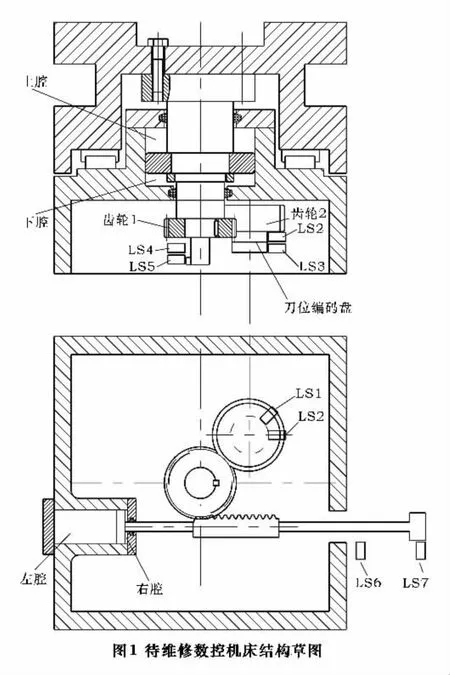
(3)部分机械结构需要调整。
对于问题(1),我方售服人员提出由于备件一时难以找到,考虑到液压系统压力不是很高,根据以往维修经验,建议先对裂缝进行补焊,然后打磨,先恢复液压缸的使用,待后期客户寻购到新部件或者自制后更换。客户认可,并表示补焊和打磨可由客户本公司专业技师完成。此问题顺利解决。
对于问题(2),我方售服人员分析如下:刀塔内共有LS1-LS7七个无触点开关,LS1、LS2、LS3为刀号检测开关,LS4、LS5为刀塔升降液压缸检测开关,LS6、LS7为刀塔转位液压缸检测开关。当开关导通时无触点开关上的LED灯亮,同时系统收到对应信号为1。刀位检测信号真值表如表1。
其他状态系统视为换刀的中间状态。
LS4=1,LS5=0:刀塔处于上极限位置。
LS4=0,LS5=1:刀塔处于下极限位置(常位)。
LS6=1,LS7=0:换刀液压缸活塞处于左极限位置。
LS6=0,LS7=1:换刀液压缸活塞处于右极限位置(常位)。
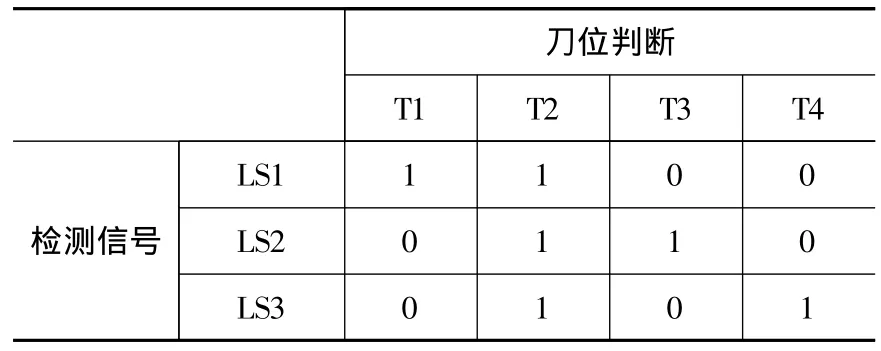
表1
刀塔换刀的控制过程:在操作界面输入换刀命令后,数控系统调取换刀子程序,先比对当前刀位与待换刀位是否相符,如相符,且刀塔处于下极限位置,回转液压缸活塞处于右极限位置,则发出换刀结束的回馈信号;如当前刀位与待换刀位不相符,数控系统则通过自带PLC输出电信号给中间继电器,经功率放大后驱动电磁阀,给升降液压缸下腔供油,驱动刀塔上升,上下两个端齿盘解脱,刀塔回转心轴下端的齿轮1和驱动齿条啮合,上升到上极限位置后,LS4=1,LS5=0。系统检测到此状态后,驱动电磁阀给回转液压缸右腔供油,驱动回转液压缸活塞向左极限位置移动,带动驱动齿条、齿轮1、心轴,刀塔即顺时针回转90°。回转液压缸活塞到达左极限位置时LS6=1,LS7=0,系统检测到此状态后驱动电磁阀,升降油缸上腔供油,刀塔下降,齿轮1与齿条解脱,上下两个端齿盘啮合,到达下极限位置后LS4=0,LS5=1,系统检测到此状态后驱动电磁阀给回转液压缸左腔供油,使换刀液压缸活塞回到右极限位(常位),此时LS6=0,LS7=1。如完成上述动作后,LS1、LS2、LS3所测得的检测刀位仍不是待换刀位,则重复上述过程,直到检测刀位与待换刀位一致,才退出换刀的子程序。(就近换刀的情况略。)
当前的任务是确定紫、白、灰三根信号线 与LS1、LS2、LS3的一一对应关系。由于有六种可能,一一尝试效率太低,售服人员结合真值表,确定了如下检测方案:
(1)解脱刀塔的液压输入。
(2)将紫色信号线接LS1手动置于1状态(令其距离铁质物体2 mm以内即可),LS2、LS3手动置于0状态(令其距离铁质物体20 mm以上即可)。然后在机床MDI状态下,输入换T1的命令。如果系统显示换刀完毕,说明紫色线的确对应LS1,如果系统仍然驱动电磁阀,说明紫色线不对应LS1。复位后将白色线接LS1,手动输入换T1命令,观测系统反应。
(3)重复上述过程确认所有接线。
用上述方法,很快确定了白色信号线对应LS1,紫色信号线对应LS2,灰色信号线对应LS3。
对于问题(3),我方售服人员对因撞击产生的凸凹痕迹进行了打磨,消除其摩擦,保证机构动作顺畅与精确定位;对部件的安装位置进行了反复的调整,直至取得良好的效果。调整过程中,售服部转发来从总部获取的强制刀塔动作的方法,极大地提高了工作效率。最后,考虑到升降液压缸有补焊,将机床的液压系统的压力下调了一些。
整个维修过程,现有条件比较差,现场分析测绘装配图纸,电路图纸不全,难度比较大。但全体售服团队紧密配合,终于在较短的时间内顺利完成任务,保证了客户公司生产进度,维护了公司的形象,赢得了客户的信任和好评。维修过程中,细致地分析机构工作原理,灵活地制定高效的检测方法,争取到了客户技术人员的协助,发扬团队精神,得到本公司工程人员的技术支持,是任务得以快速完成的重要原因。
7 结语
数控机床售服人员,既要有过硬的技术,又要有不同于专职维修人员的交流沟通等综合能力,更要在工作中发扬团队精神。实际上,数控机床售服人员在企业的培养,是要较长时间的,而且这类人才市场需求较大,数控机床制造企业经常受到售服人才频繁流动的困扰。对于想毕业后从事此类工作的在校生应注意各类课程都要学好,要注意培养自己的动手能力,把握各类实践的机会,提高综合实力,为进入数控机床制造企业准备条件。
作者:李文超,男,1979年生,硕士生,主要研究方向为数控及伺服控制技术。
如果您想发表对本文的看法,请将文章编号填入读者意见调查表中的相应位置。
Comprehensive Abilities Analysis of CNC Machine After-sales Service Engineers
LI Wenchao,DENG Zhiping,DAI Haigang
(School of Mechanical Engineering,Xihua University,Chengdu 610039,CHN)
This paper describes the requirements of comprehensive abilities of CNC machine after- asles service engineers.Besides,it analyses the features about CNC machine after - asles service with examples of faults repairing,and points out that the mechanical major students want to work on CNC machine afterasles service after graduation should try to learn more knowledge about it,specifically in order to improve their comprehensive abilities.
CNC Machine;After-asles Service;Comprehensive Abilities
(编辑 谭弘颖) (
2010-02-21)
10714
猜你喜欢
中国设备工程(2022年12期)2022-07-11
重型机械(2020年2期)2020-07-24
制造技术与机床(2019年12期)2020-01-06
制造技术与机床(2019年2期)2019-03-06
制造技术与机床(2018年12期)2018-12-23
电子制作(2018年10期)2018-08-04
制造技术与机床(2017年5期)2018-01-19
制造技术与机床(2017年11期)2017-12-18
制造技术与机床(2017年9期)2017-11-27
电子制作(2017年20期)2017-04-26