
一起立式锅炉下脚圈失效引起的爆炸事故分析
2010-09-08 06:44陈庆勋
中国新技术新产品 2010年8期
陈庆勋
(深圳市特种设备安全检验研究院,广东 深圳 518029)
1 事故概况
2009年8月4日广东某河粉制造厂一台立式火管锅炉(型号为LHC0.5-0.8-AⅢ)爆炸。锅炉冲天而起,冲破屋顶,落在8米开外的空地上。时值中午吃饭时间,幸未造成人员伤亡。经现场检查,该锅炉从下脚圈处撕裂,下脚圈失效情况如下:水侧扳边处腐蚀起槽,深4~5mm,长约为周长的1/2;灰侧大面积腐蚀,长约为周长的2/3,下脚圈厚度为12mm,现测残余厚度为3~4mm,最薄处为1~2mm,局部已满水。这台立式锅炉下脚圈的失效,代表了立式锅炉下脚圈失效的共性:内外侧腐蚀、裂纹、起槽等。立式锅炉其下脚圈处是薄弱部位:工作条件最差。
2 下脚圈损坏的几个原因
2.1 疲劳损坏
锅炉下脚圈较为常见的型式为U型下脚圈和S型下脚圈。下脚圈在内压力作用下是以弯曲为主的受压元件,当锅壳与炉胆之间没有冲天管连接而仅靠下脚圈相连时,封头与炉胆顶因受内压力作用而向相反方向的张弛只能靠下脚圈来约束,故下脚圈受弯曲应力较大。下脚圈所受外力有以下三种:①工质压力作用于锅炉封头而传至下脚圈的力G;②工质压力P;③地基反作用力,等于锅炉重量;在强度分析中可忽略不计。
根据弯曲强度条件推导的下脚圈强度计算公式计算U型下脚圈和S型下脚圈的结果见下表1
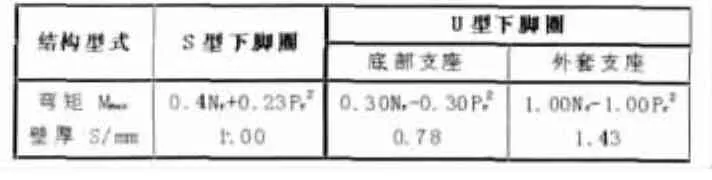
表1 不同结构下脚圈的强度对比
由计算可知,在相同情况下,底部支座的U型下脚圈(支座为刚性的封闭环形筒壳,且与下脚圈底部牢固焊死)的受力情况最好,而外套支座的U型下脚圈的受力情况最差,S型下脚圈受弯曲应力小于外套支座的U型下脚圈。但S型下脚圈热补偿能力差,焊缝在应力集中区,且在制造中容易在扳边弯曲处产生较大的应力集中。锅炉运行时,炉胆受热壁温高,膨胀多;外壳温度低膨胀少。由于经常启停锅炉,压力、温度频繁变化,炉胆上下伸胀,使下脚圈扳边处产生较大的压力波动,引起交变的弯曲应力。在此应力作用下,金属晶格间产生了滑移台阶,破坏了金属表面保护膜,出现疲劳现象,时间久了,则会出现裂纹起槽。所以,一般情况下,S型下脚圈的腐蚀起槽比U型下脚圈严重得多。
2.2 下脚圈内沉积水垢泥渣造成垢下腐蚀
下脚圈内沉积水垢泥渣,造成沉积物下腐蚀,这是下脚圈内部腐蚀的重要因素。立式锅炉容量一般较小,用户对水质一般采用炉内水处理。水被加热后不断蒸发、浓缩,含盐量浓度增大,达到饱和后便析出沉淀。锅筒、炉胆上水垢也会脱落,这样.处在锅炉最底处的下脚圈内垢渣堆积。在正常情况下,锅炉金属表面有一层Fe3O4膜,具有良好的保护性能,使锅炉免遭腐蚀。但是锅炉水的pH值对Fe3O4膜有很大影响。在pH<8时,H+浓度大,不易在金属表面形成Fe304保护膜;在pH>13时,Fe304保护膜与碱反应而遭到破坏,一旦Fe3O4保护膜遭到破坏,那么金属表面就非常容易受到腐蚀。在pH>13时,Fe304保护膜与碱的反应方程式如下:
Fe3O4+4NaOH→2NaFeO2+Na2FeO2+2H2O
在一般运行条件下,锅炉水的pH值保持在9~11之间,腐蚀速度很慢。但在有沉积物的下脚圈内,沉积物下面的水会不断蒸发浓缩,各种腐蚀性介质浓度增高,促使腐蚀速度加快。
垢下腐蚀有两种情况:
①酸性腐蚀。当锅炉水中pH值较低,且含有MgCl2、CaCl2类物质时,就会在沉积物下发生如下发应:
MgCl2+2H2O→Mg(OH)2↓+2HCl
CaCl2+2H2O→Ca(OH)2↓+2HCl
盐酸是一种强酸,H+浓度大,H+是一种去极化剂,其电化反应为:
阳极:Fe-2e→Fe2+
阴极:2H++2e→2H→H2
这就是垢下酸性腐蚀的过程。
②碱性腐蚀。如果锅炉中有游离的NaOH,那么在垢下会因炉水浓缩而形成很高浓度的OH-,发生碱性腐蚀。NaOH在电化学腐蚀中的作用可用下式表达:

同时,铁离子与氢氧根发生如下反应:
Fe2++20H-→Fe(OH)2
由于上述原因,加之下脚圈处的应力集中,金属更易遭到腐蚀,使疲劳破坏加剧。
(3)排污管结构设计不好或排污操作不当
有些锅炉排污管不在最低位置或管端伸入过长,排污时不能将下脚圈内垢渣排净;有的司炉工排污盲目操作,排污效果很差,甚至有的锅炉长期不排污,致使下脚圈内堆积大量垢渣,并生成二次水垢下腐蚀。有的蒸汽炉改成热水炉后,将排污管改为回水管,使锅炉无法排污。
(4)下脚圈外侧腐蚀
将锅炉安装在潮湿的锅炉房内,锅炉下脚下圈直接放在锅炉基础上,在锅炉灰坑内加水,都易使下脚圈外侧发生腐蚀。下脚圈一般都处在炉排下部,表面温度较低。当温度等于或低于空气中水蒸气的分压PH2O相对应的饱和温度时,空气中的水蒸气就会部分地凝结在金属表面上(即结露现象)当燃料燃烧时,生成的三氧化硫与水蒸气相遇后,便生成硫酸,严重地地腐蚀锅炉金属。
另外,煤中黄铁矿(FeS2)受热分解成硫化亚铁和硫原子:硫化亚铁又缓慢氧化,生成黑色磁性氧化铁.。可见,下脚圈外侧腐蚀也是比较严重的,必须引起足够的重视。
3 预防下脚圈失效的措施
3.1 根据下脚圈的结构判断其是否合理
立式下脚圈的结构型式较多,有些是不合理的。对不合理的下脚圈的处理方法有三:更换新的锅炉,切换下脚圈;修理加固。前两种方法最好。但更换新锅炉往往需要一定时间;切换下脚圈需要较强的施工力量。如果结构允许用修理加固的方法,则应修理加固。 有些U型下脚圈的锅炉,下脚圈与锅壳连接处采用单面焊接,即不加垫板,也不用氩弧焊封底,有的也不进行无损探伤,焊接质量难以保证。对这样的锅炉,要根据使用情况处理。焊缝外观质量必须合格,对使用压力较高的,要按上述要求加装一圈短拉撑,必要时应进行无损探伤,对不合格的焊缝进行返修或切掉下脚圈重新施焊。
3.2 合理进行下脚圈的强度计算
下脚圈的强度计算是按最不利的结构考虑的。对于冲天管锅炉的U型下脚圈,其最小需要壁厚按上述公式算出的值加厚20%,或最高工作压力降低30%。对有冲天管锅炉的下脚圈,当壁厚大于或等于相连炉胆的壁厚时,可不必进行强度计算(但要看腐蚀情况)。
3.3 加强水处理工作
加强水处理工作,这是防止下脚圈内部腐蚀的重要因素。立式锅炉容量一般小于lt/h,可采用炉内加药的办法进行水处理,但方法要行之有效。水质应达到标准要求。有条件的,尽可能采用炉外水处理。炉内加药时,最好将其加入贮水池(箱)内搅拌均匀,待药渣沉淀后向锅炉上水,这样可以减少下脚圈内沉积物堆积。
3.4 进行合理的排污操作
排污要在低负荷时进行,不必降压。有的司炉工将工作压力降为 0.1~O.2MPa后才排污,使垢渣不易被排除。从实际情况来看,下脚圈内的垢渣只有排污阀附近能排净,其他部位仍有垢渣堆积现象,除操作原因外,还应从设计上考虑。因此,建议设计、改造、修理时将排污口增加到两个或三个,并且排污管应设置在最低位置,管端不得伸入下脚圈内,这样排污阻力小,效果好。排污阀不应采用一般截止阀。
3.5 避免锅炉底部受潮
这是减少下脚圈外侧腐蚀的主要措施。锅炉房应保持干燥。安装时,下脚圈不应直接放在基础上,而应在锅炉底部焊上支座,这样即防潮,又便于检查、检修。
[1]王铣庆.立式锅炉下脚圈的强度分析[J].
猜你喜欢
世界最新医学信息文摘(2021年12期)2021-06-09
环球时报(2021-02-09)2021-02-09
传媒评论(2019年12期)2019-08-24
风能(2019年4期)2019-06-14
公民与法治(2016年20期)2016-05-17
粘接(2015年11期)2015-03-24
机电信息(2014年5期)2014-02-27
天然气与石油(2014年4期)2014-01-03
陶瓷(2012年7期)2012-11-20
山东医药(2011年18期)2011-04-13
