
苎麻混纺纱针织复合材料的制备与研究
2010-09-06 04:02陶丽军刘伟殷肖海刘晓洪
武汉纺织大学学报 2010年1期
陶丽军,刘伟,殷肖海,刘晓洪
苎麻混纺纱针织复合材料的制备与研究
陶丽军,刘伟,殷肖海,刘晓洪*
(武汉科技学院 纺织与材料学院,湖北 武汉 430073)
选用苎麻/聚丙烯纱作为针织纱线混纺,初步制成针织结构预制件小样,然后采用层压成型工艺制备苎麻/PP增强复合材料,分析影响其拉伸性能的因素。结果表明:当苎麻/PP体积比为20:80时,复合材料的拉伸性能较优。
复合材料;苎麻纤维;丙纶;混纺法;拉伸性能
近年来,随着高性能天然纤维及其复合材料的研究与开发应用,麻类纤维逐步被用来作为复合材料的增强材料使用[1~4]。苎麻纤维复合材料因所具有优良的冲击性能,抗拉强度,较高的比模量和很小的比重,可循环利用等优点,适合用作复合材料的增强材料[5],聚丙烯是一种综合性能良好,价格便宜,量大面广的通用塑料且原料来源丰富,价格低廉,与其他塑料比较,有较好的综合性能,因而备受人们关注,发展迅速[6]。因此作者采用苎麻/PP复合纱混纺[7-13]编织两种纬编组织,通过改变苎麻纤维体积分数研究影响复合材料的力学性能[14-16],从而制备更优的苎麻混纺纱针织复合材料。
1 实验部分
1.1 材料和仪器
苎麻,湖北阳新远东麻业有限公司,密度:21英支。丙纶,射阳县丝缘化纤有限公司产,牌号:300D。PP膜材,武汉金牛PP管业有限公司提供,膜厚0.02cm。手摇横编织机,红旗马牌,福建红旗马纺织机械厂。电子织物强力仪,G(B)26D型,州大荣纺织机械厂。顶破强力实验机,YG065H型,山东电子仪器有限公司。真空干燥箱,K-82A型,上海市实验仪器总厂。平板硫化机,XLB-D350X350型,湖州东方机械有限公司。材料拉伸试验机,5566型,美国INSTRON公司。
1.2 实验流程
实验流程见图1。
1.3 针织结构预制体的制备与研究
1.3.1 原料设计
采用苎麻/聚丙烯纱为原料编织针织结构复合
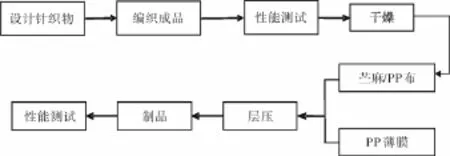
图1 实验流程
材料预制件,本实验主要研究不同的苎麻与聚丙烯的比例对针织小样力学性能的影响。参加编织预制件的2类纱线体积含量比为:
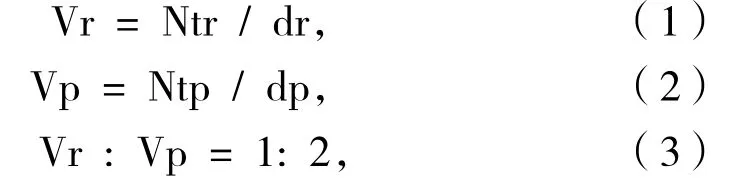
式中:Ntr, Ntp分别代表苎麻纱与聚丙烯长丝的线密度;dr,dp为苎麻纤维与聚丙烯纤维的密度,苎麻纤维的密度为 1.58g/cm3,聚丙烯纤维的密度0.91g/cm3;Vr,Vp为苎麻纱线所占体积与聚丙烯长丝所占体积含量之比。在编织过程中时,选5种不同的混织比例,来比较不同的苎麻/PP体积比对实验结果的影响。
1.3.2 织物组织设计
纬编织物的基础组织基本上能在手动横机上实现,这里选用了两种织物:罗纹空气层织物与满针罗纹植物。
(1)罗纹空气层组织。
罗纹空气层组织,又称米拉诺组织,是由一横列满针罗纹组织和正、反两横列平针组织复合编织而成,其线圈结构图见图2。该组织由三个成圈系统编织而成,第1个成圈系统上针退出工作,下针全部参加工作编织一行正面平针;第2个成圈系统下针退出工作,上针全部参加工作编织一行反面平针,这两行单面平针组成一个完整的线圈横列;第3个成圈系统编织一个满针罗纹横列。
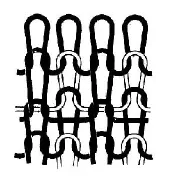
图2 罗纹空气层
(2)满针罗纹组织。
满针罗纹组织,又称为四平组织,其线圈结构图见图3。满针罗纹组织是由正面线圈纵行和反面线圈纵行以一定组合相间配置而成。编织满针罗纹组织时,一横列的针全部排上,形成针对齿的结构进行编织。
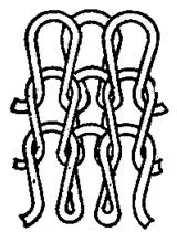
图3 四平组织
1.4 针织结构预制件力学性能测试
1.4.1 拉伸力学性能的测试
小样的拉伸性能测试参照GB/T3923·1—1997《纺织品织物拉伸性能第 1部分:断裂强力和断裂伸长率的测定条样法》。使用大荣纺仪YG(B)26D型电子织物强力仪,测试织物的拉伸断裂强力拉伸速度100 mm/min,试样夹距100 mm,每个试样测3次。试样的裁剪采用平行法,在距布边3 cm处裁剪,试样尺寸为10cm×5 cm。所有针织小样分别测量横向拉伸强力与纵向拉伸强力各5次,实验数据记录时,分别对这5组实验数据求平均值,然后进行织物的拉伸力学性能的影响因素进行分析。
1.4.2 织物顶破强力的测试
顶破强力的测试参照GB/T 8878—2003《棉针织内衣》和 GB7742—1987《纺织品胀破强度和胀破扩张度的测定-弹性膜片法》,采用萧山电子仪器有限公司生产的YG065H型摆锤式弹子顶破强力实验机进行测试。裁取直径为6 cm的圆形试样进行测试。同样的,每块小样均测试5次,然后对所测的是数据求平均值进行分析织物顶破强力影响因素的分析。
1.5 复合材料薄板的制备及研究
1.5.1 复合材料压板工艺步骤
本实验采用编织的不同苎麻/PP体积比的满针罗纹结构的针织布与聚丙烯薄膜层叠后在平板硫化机上进行层压成型。
其复合材料压板工艺过程如下。
(1)将原苎麻布裁剪成10×10cm的小块纤维布,然后在烘箱温度为80℃下干燥2h;
(2)将经处理后的苎麻织物与一定尺寸的聚丙烯薄膜交替层叠,并将将脱模剂均匀涂抹在平板模的上、下表面;
(3)将平板硫化机升温至130℃,将叠好的苎麻纤维布、PP膜装入到预热好了的金属模具中,加5MPa的压力,保温10min;
(4)逐渐将平板硫化机温度升至195℃后,加压到指定压力即12.5MPa,保温保压10min;
(5)自然冷却到室温后取出制品,脱模、板材修整。
1.5.2 复合材料拉伸性能的测试
在模压压力为12.5MPa,层数为3层的板材情况下,考虑不同纤维体积分数对拉伸强度的影响。
(1)厚度的测量。
制备的复合材料板材经过修整后,用游标卡尺进行厚度的测量。由于模具的不平整以及人为误差造成复合材料的厚度不均匀,所以选取板材的不同部位进行测量,取平均值。
(2)拉伸性能测试。
对天然纤维复合材料根据GB1447-83进行拉伸实验。在 INSTRON万能材料试验机上测试,拉伸试验加载速度为10mm/ min ,试样为哑铃型,夹持距离为120mm ,对每一种材料分别做5~6 个拉伸试样,试样规格为150mm×10mm。
2 结果与讨论
2.1 针织预制件的研究
2.1.1 苎麻/聚丙烯预制件小样
预制件小样的参数见表1针织结构预制件参数,其中Nr∶Np表示苎麻/聚丙烯编织含量比,Vr:Vp表示苎麻/PP的体积比,织物线圈长度与面密度因为原料,组织结构的不同而直接测得,不参与对针织结构预制件力学性能的讨论。
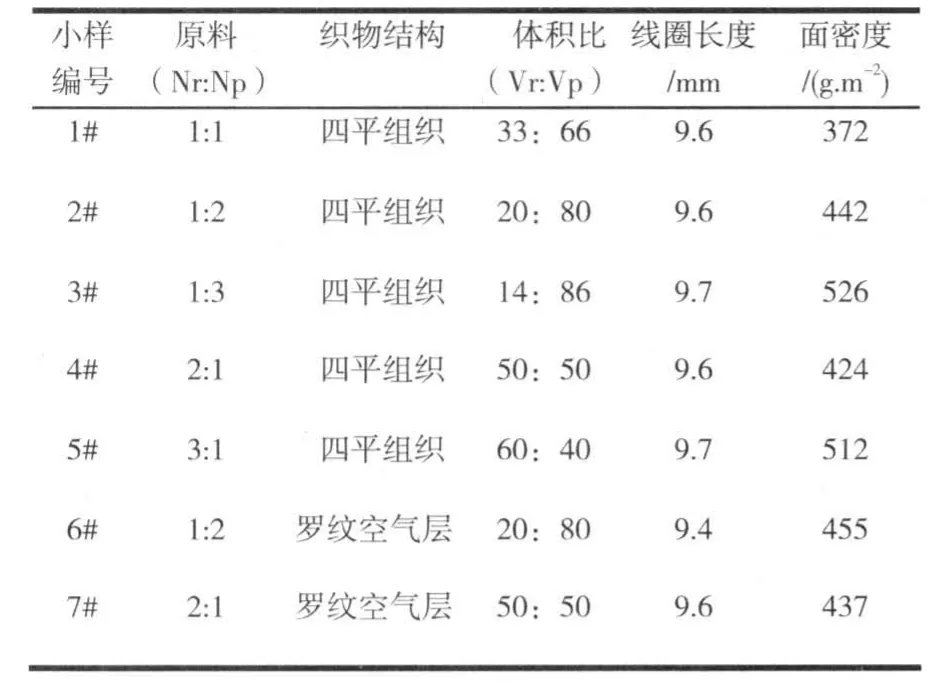
表1 针织结构预制件参数
所有针织结构小样在红旗马牌横机上编织,7块针织结构预制件成品如图4,图5 所示。
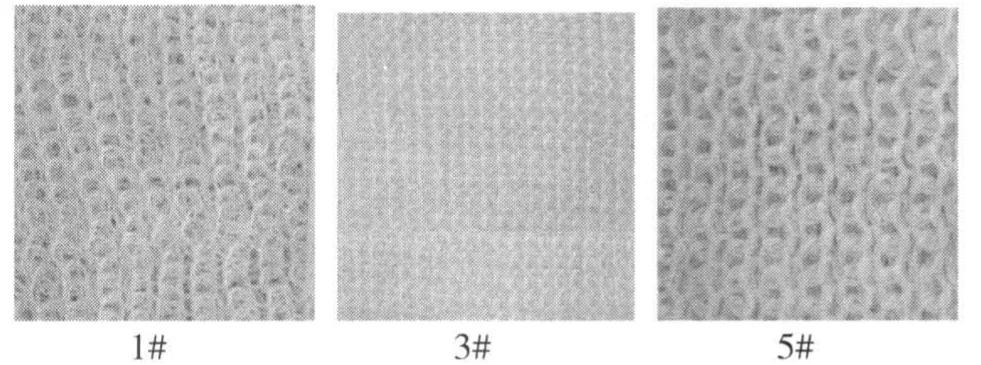
图4 满针罗纹织物
图4 不同比例的满针罗纹织物,为编号为1#,3#,5#小样的表面状态,其苎麻/PP 体积比分别为33:66,14:86,60:40。图3 比较直观的显示了满针罗纹组织随着苎麻纱与丙纶混织比例的不同,织物表面的变化。小样随着混织丙纶含量的提高,表面呈现出越来越光亮的特性,这主要是由化学长丝纤维丙纶含量提高的原因。同时,随着编织纱线的根数的增多,四平织物越来越厚实,表面线圈之间越来越紧密。同样地,四平组织小样随着混织苎麻含量的提高,表面越来越暗淡,呈现出淡黄色。这主要是由苎麻含量提高的原因。同时,随着编织纱线的根数的增多,四平织物越来越厚实,表面线圈之间越来越紧密。
图5 为不同比例不同组织的针织物为编号为2#,4#,6#,7#的小样表面图片。

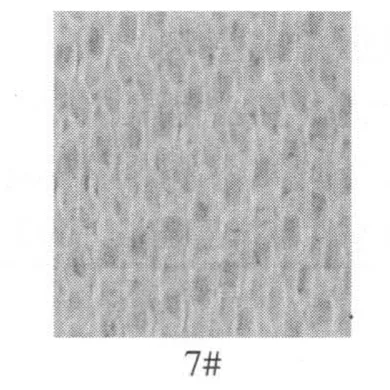
图5 不同比例不同组织的针织物
通过对比小样罗纹空气层组织和满针罗纹组织可以发现,罗纹空气层组织线圈延伸性小于满针罗纹组织。罗纹空气层的手感比较挺括,不如满针罗纹组织手感好。
2.1.2 织物拉伸力学性能的影响
满针罗纹结构小样和罗纹空气层结构小样的拉伸断裂性能测试数据见表2 预制件小样拉伸断裂性能的测试数据与图6 不同小样的拉伸强力。
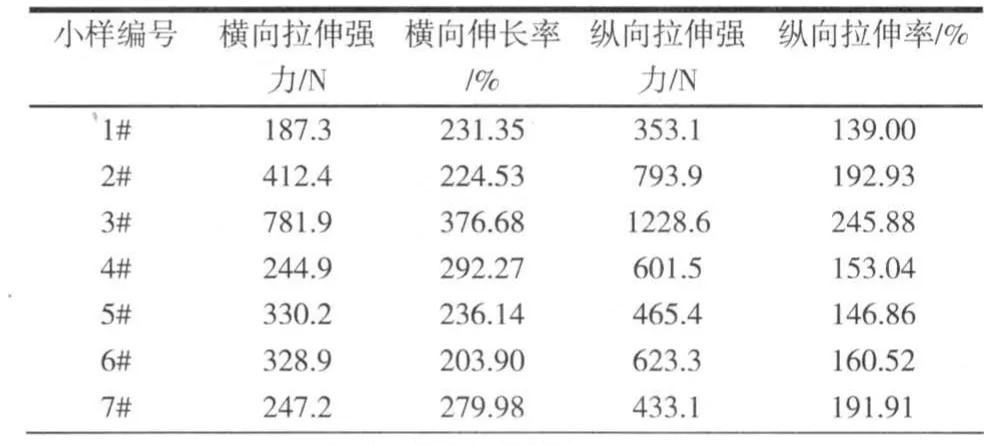
表2 预制件小样拉伸断裂性能的测试数据
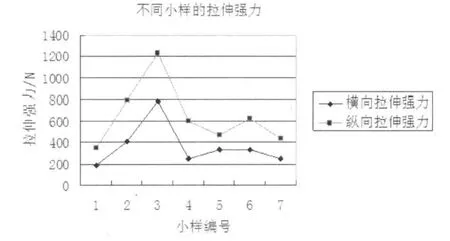
图6 不同小样的拉伸强力
对表2 测试数据以及图6 不同小样的拉伸强力分析可得出:(1)原料相同时,满针罗纹结构小样横、纵向断裂强力、断裂伸长率都大于罗纹空气层结构小样,表明满针罗纹结构小样的拉伸断裂强力较大、韧性较好、延伸性较好,织物的拉伸性能较好。(2)横向与纵向纱线取向度和受力根数的不同,使得针织结构预制件纵向拉伸性能要优于横向拉伸性能。同时由于纱线纵向取向度要高于横向取向度,所以织物纵向纱线承载能力要高于横向纱线承载能力。(3)组织结构相同时,原料对织物横、纵向断裂强力、断裂伸长率都有较大影响,苎麻/聚丙烯的混织根数之比为1:3 即苎麻/PP 体积比为14:86 的预制件各项拉伸性能较好。
2.1.3 织物顶破强力的影响
满针罗纹结构、罗纹空气层结构小样顶破强力测试数据见表3与图7不同小样顶破强力的比较。
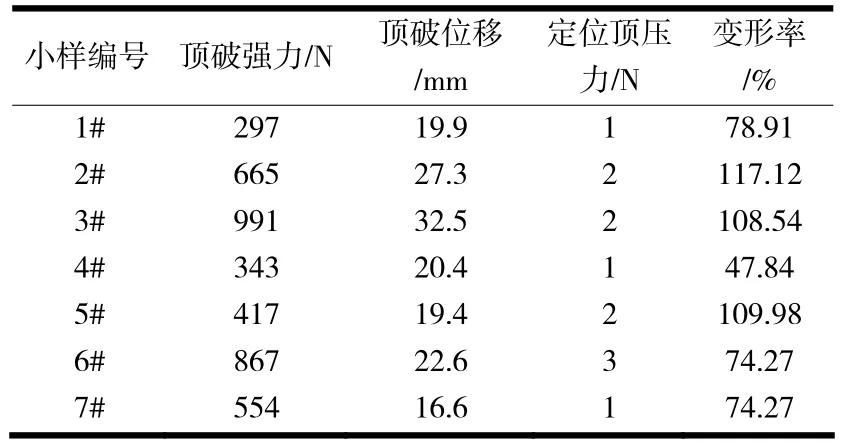
表3 预制件小样顶破强力的测试数据
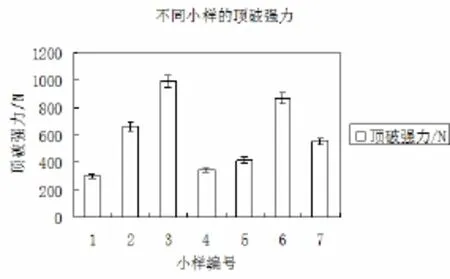
图7 不同小样顶破强力的比较
对表3测试数据分析与图7不同小样顶破强力的比较可得出:(1)相同的苎麻/PP体积比,满针罗纹结构小样的顶破强力比罗纹空气层结构小样的顶破强力大。(2)组织结构相同时,在苎麻/聚丙烯针织结构预制件中,丙纶参与编织的股数越多越大,织物的顶破性能越好。
2.2 复合材料的研究
采用层压工艺试压的复合材料薄板如图8所示,该薄板原织物为满针罗纹织物,其苎麻/PP体积比为60:40。

图8 苎麻/丙纶复合材料薄板
采用如上复合材料压板工艺对满针罗纹织物进行压板,压板层数为5层,研究混织不同苎麻含量对复合材料的拉伸性能影响。其不同比例的复合材料薄板纵向拉伸数据记录见表4不同比例的复合材料的拉伸强度与图9不同比例的复合材料的拉伸强度。
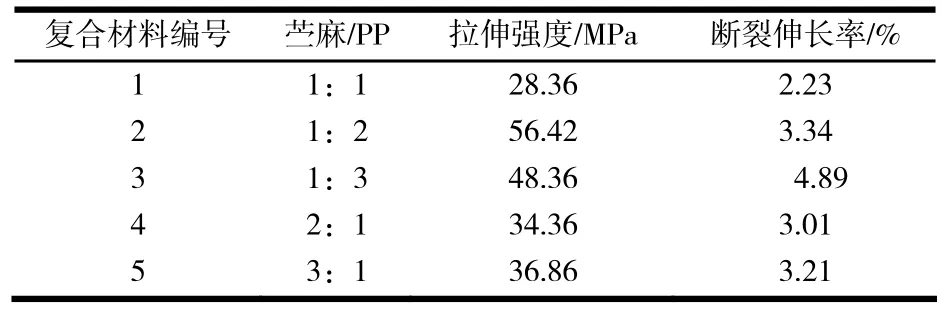
表4 不同比例的复合材料的拉伸强度
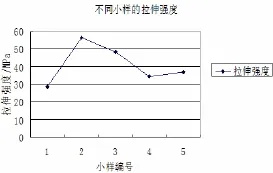
图9 不同比例的复合材料的拉伸强度
通过对以上数据分析可得出:对于不同纤维体积分数的相同组织的复合材料,当苎麻/PP体积比为20:80时,复合材料的拉伸性能最优。苎麻体积分数小于20%时,苎麻纤维对树脂基体的增强不够充分,使复合材料板材性能降低。当苎麻体积分数大于20%时,树脂浸润纤维不够充分,板材中会出现贫树脂区及干点等瑕疵,同时PP对苎麻纤维的束缚较少,同样影响板材的力学性能。
3 结论
(1)相同结构、相同编织工艺条件下,苎麻/聚丙烯为1:3时结构预制件拉伸断裂性能、顶破强力都较优,织物的力学性能较好;相同PP含量、相同编织工艺条件下,满针罗纹结构预制件拉伸断裂性能、顶破强力都优于罗纹空气层结构。
(2)不同纤维体积分数的相同组织的复合材料,当苎麻/PP体积比为20:80时,复合材料的拉伸性能较优。
(3)本文选择了两种纬编组织结构进行研究,其不足之处是首先选取组织结构偏少。其次是对复合材料的力学性能做了定性的分析,定量分析做的不够,这些都是需要改进的地方。
[1] 肖加余, 张小静, 曾竟成, 等. 苎麻落麻纤维增强聚合物复合材料研究[J]. 工程塑料应用,2001,29(2):12-15.
[2] Bledzki A K,Reihmane S. Properties and modification methods of vegetable fibers for natural fiber composites[J]. J Appl polym Sci, 1996, 59(8): 1329-1336.
[3] 姚穆. 纺织材料学[M]. 北京:纺织工业出版社,1990.
[4] 刘丽妍,黄故. 亚麻/ 聚丙烯机织复合材料薄板的制备与研究[J]. 玻璃钢/ 复合材料学报,2005(5):17 - 19.
[5] Herrera Franco P . Development and characterization of a HDPE -sand natural fiber composite[J]. Composites Part B ,1997 ,28: 330-335.
[6] 王宏刚,郑安呐,戴干策. 玻璃纤维增强聚丙烯复合材料界面结合的研究[J]. 复合材料学报,1993(3): 46-50.
[7] Hamada H, Maekawa H, Ikegawa N. Influence of the impregnating property on mechanical properties of commingled yarn composites[J]. Polymer Composites, 1993, 14(4): 308-313.
[8] 吴学东,丁辛. 热塑性树脂及复合材料用摩擦纺混纤纱[J]. 玻璃钢/复合材料, 1997,(4):5-7.
[9] 丁辛, 吴学东. 热塑性树脂与连续纤维预混料(包缠纱)的制备技术[J].玻璃钢/复合材料, 1997(5):25-27.
[10] Bernhardsson J, Shishoo R. Effect of processing parameters on consolidation quality of GF/PP commingled yarn based composites[J]. Journal of Thermoplastic Composite Materials, 2000, 13(7): 292-313.
[14] 李龙, 王善元. 连续纤维增强热塑性复合材料预浸料的加工方法[J].纤维复合材料,1996,(1):21-22.
[12] Wakeman M D,Cain T A, Rudd C D, et al. Compression moulding of glass and polypropylene composites for optimized macro-and micro-mechanical properties-1 commingled glass and polypropylene[J]. Composite Science and Technology, 1998(58): 1879-1896.
[13] 李龙,王善元,俞建勇. 热压参数对玻璃纤维/聚丙烯喷气混纤纱复合材料性能影响[J]. 玻璃钢/复合材料,1998(1):20-21.
[14] 肖加余,张小静,曾竟成,等. 高性能天然纤维复合材料及其制品研究与开发现状[J]. 玻璃钢/复合材料,2000,(2):38-43.
[15] Bisanda E T N,AnsellM P.Properties of Sisal—CN SL Composites[J].J Mater Sci,1992,27(6):1690—1700.
[16] Nechwatal A.Developments in the characterization of natural fiber properties and in the use of natural fibers for composites[J].Composites Science and Technology,2003,63:1273-1279.
Preparation and Study on Ramie Blended Yarn Knitted Composites
TAO Li-jun, LIU Wei, YIN Xiao-hai, LIU Xiao-hong
(College of Textile and Materials, Wuhan University of Science and Engineering, Wuhan 430073, China)
In this article, ramie and polypropylene are chosen as the knitting yarn blended spinning to weave knitting structure precast sample initially, the laminate molding process is then adopted to make ramie/PP reinforced composites to analyse the factors that may affect its tensile properties.The results domostrate that when the ramie/PP volume ratio of ramie and PP is 20:80, the tensile properties of composite materials are superior to that of others.
composite; ramie fiber; polypropylene; blended spinning technology; tensile property
TS194
A
1009-5160(2010)01-0009-05
*通讯作者:刘晓洪(1968-),男,教授,研究方向:纺织复合材料.
武汉科技学院基金项目(20063115).
猜你喜欢
中国水运(2022年4期)2022-04-27
智族GQ(2022年1期)2022-02-18
中国麻业科学(2021年5期)2021-12-02
物联网技术(2021年4期)2021-04-27
水泥工程(2020年4期)2020-12-18
南方周末(2020-03-05)2020-03-05
经济技术协作信息(2020年34期)2020-02-28
中国麻业科学(2015年5期)2015-12-28
中国麻业科学(2015年5期)2015-12-28
文理导航·科普童话(2015年6期)2015-07-29
