面向现代制造的先进测试技术及其发展趋势
2010-08-09 08:02殷国富杨杰斌赵雪峰
中国测试 2010年1期
殷国富,杨杰斌,赵雪峰,殷 鹰,阳 红
(1.四川大学制造科学与工程学院,四川 成都 610065;2.中国测试技术研究院,四川 成都 610021)
1 引 言
制造业进入21世纪以来,面临着如何增强企业间的合作能力,缩短产品上市时间,提高产品质量和生产效率,提高企业对市场需求的应变能力和综合竞争能力的问题。用信息技术来提升、改造我国的传统制造业,实施制造业信息化工程,推动制造企业实施数字化设计与制造集成,是机械制造业面临的一项紧迫任务。制造业信息化工程实施对先进测试技术的需要更为迫切。因此,采用先进信息化数字测试技术和产品来迅速提升机械制造业水平,是当前一个重要的发展方向。作为现代制造系统运行质量保证体系中数据信息的获取、分析和评定环节,先进测试技术和精密量具量仪是现代加工技术与装备的眼睛,成为现代制造系统不可或缺的重要组成部分[1-3]。
目前,先进检测技术有机集成到机械学科和先进制造中,为现代制造系统提供高效率、高精度和高质量的保证[4-5]。该文通过分析现代制造系统和现代测试技术特点,针对当前制造业信息化工程技术、高档数控加工等现代制造系统应用的实际情况,分析论述现代制造技术与先进测试技术的协同发展的问题。通过讨论先进测试技术现状、需求与特征,分析论述了现代制造系统中的精密测试、在线检测、数字化测试、计算机视觉测试、三坐标测试机等技术和应用发展概况,目的是围绕现代制造业的发展需要,提出了先进测试技术领域的一些值得关注和重点研究的问题,供国内学术界和工业界同行参考。
2 现代制造与先进测试技术
现代制造系统是在吸收和发展机械、电子、信息、材料、能源及现代管理技术成果的基础上,综合应用于产品设计、制造、检验、管理、服务等产品生命周期的全过程,以实现优质、高效、低耗、清洁、灵活的生产模式,取得理想的技术和经济效果的综合化系统,也可以说现代制造系统就是一种信息系统[4-5]。如何提高制造系统的信息处理能力已经成为现代制造技术发展的一个重点。
先进测试技术是对被测对象的参量进行测量,将测量信息进行采集、变换、存储、传输、显示和控制的技术,是能大量储存和快速处理信息的计算机技术和传输信息的通信技术的综合[6-7]。
从表1可以看出,现代制造技术在向精密化、极端化、集成化、智能化、网络化、数字化、虚拟化方向的发展过程中,促进了相应的先进测试技术的发展。同时,现代制造技术快速进步引发了许多新型测试问题,并将推进传感器、测试技术、测试仪器系统与现代制造系统的协同发展,相互支持,构建集成一体化的现代制造集成系统(CIMS)。
3 先进测试技术现状、需求与特征
现代制造企业需要强化具有自主创新技术的产品开发能力和制造能力,为了适应这种发展的需要,促进了先进制造技术发展和应用,同时也引发了许多面向现代制造的新型测试技术问题,推动着传感器、测试计量仪器的研究与发展,促使测试技术中的新原理、新技术、新装置系统不断出现。国内外许多著名量仪量具制造厂商在近年来的CIMT(China International Machine Tool Show)展览会上展示了他们所取得的部分科研成果,所展现的现代测试技术发展趋势和面向市场与用户、服务于加工制造现场、测试与加工制造过程融合集成的新动向,值得高度重视和密切关注[2]。
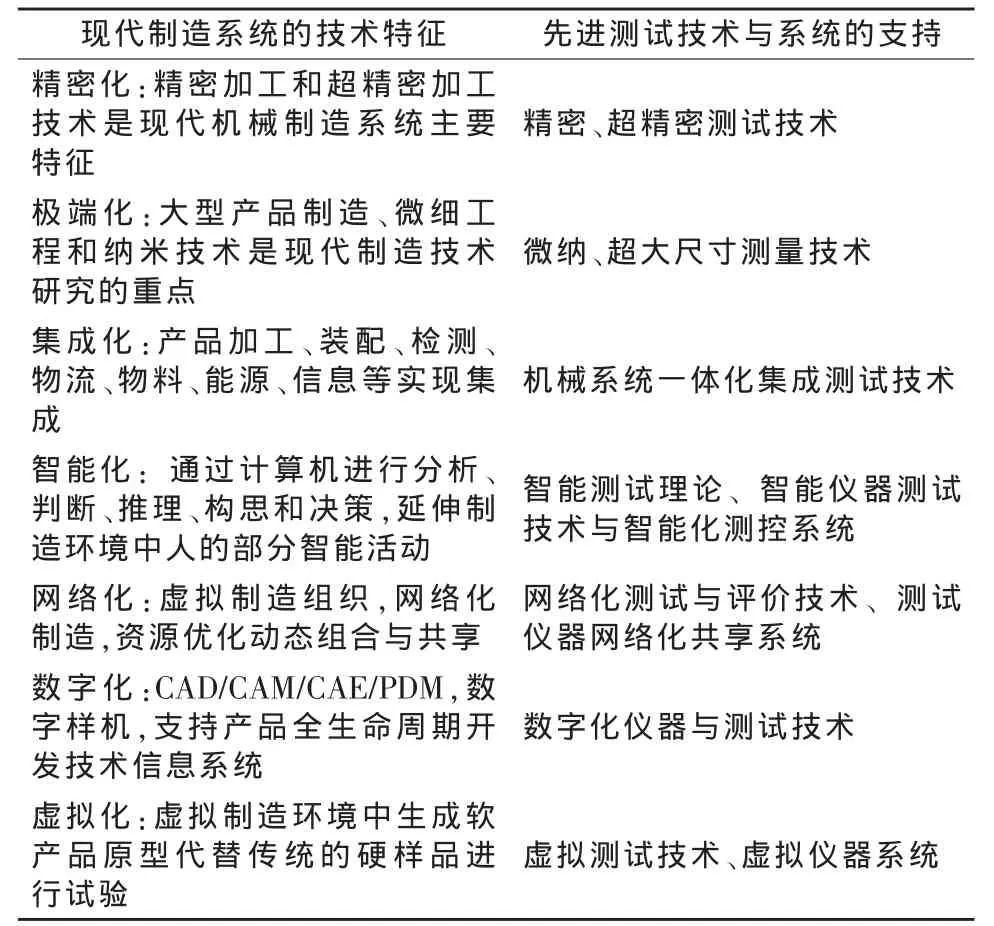
表1 现代制造系统中需要的相应测试技术
在制造企业中,用于制造过程中测试计量的费用往往占生产设备和产品成本的很大比例。根据美国、日本等工业发达国家的统计资料,在汽车制造行业,用于测试仪器及测试计量的费用约占产品成本的10%,在微电子制造行业高达25%[8]。随着制造业数控加工机床等先进装备快速发展和应用,测试计量仪器设备在生产设备中所占的比重越来越大,重要性更为突出。我国正在实施的科技重大专项“高档数控机床与基础制造装备”是根据《国家中长期科学和技术发展规划纲要(2006~2020年)》的要求设立,目标是围绕航空航天、船舶、发电设备、汽车、电子及通信设备等制造业的迫切需要,提升装备制造业的自主创新能力和核心竞争力[9]。面向精密、高速、大型数控机床的检测技术与仪器系统,高性能激光测试系统,面向汽车精密零件、大型铸锻件等产品的自动检测与无损检测技术都是该重大专项第1批课题研究的重要内容。
机械产品的加工精度和制造质量直接受测试计量水平的制约,甚至所要求的精度要靠其来保证。对加工精度和质量要求的不断提高都转换为对高精度测试技术的要求。在超精密切削中,超精密机床和超精密测试技术都对加工精度和表面质量有重要影响。网络制造过程中,互换性要求很高。因此,现代制造对测试技术不断提出在尺度、精度、环境、方式等方面的新要求。
总之,现代制造技术的快速进步引发了许多新型计测问题,推动着传感器、测试计量仪器的研究与发展,促使测试技术中的新原理、新技术、新装置系统不断出现。随着现代制造技术的应用发展,测试计量技术面临着新的挑战,呈现出一些新的特点[7,10-11]:
(1)精密测试与极端测试需求不断增加。20世纪50~90年代,一般机械加工精确度由0.1mm量级提高到0.001 mm量级,相应的几何量测量精确度从1 μm提高到0.01~0.001μm。大型发电设备、航空航天机械系统等产品的发展,导致从微观到宏观的尺寸测量范围不断扩大,目前从微观到宏观的尺寸测量范围已达10-15~1025的范围,相差达到40个数量级。极端测试还表现在测量对象复杂化、测试条件极端化。在现代制造系统中,部分测量问题出现测量对象复杂化、测试条件极端化的趋势。如需要测量整个机械系统或装置,参数多且定义复杂;或需要在高温、高压、高速、高危场合进行测量,使得测试条件极端化。
(2)在线测试与机电系统的集成化。要求测试技术从传统的非现场、事后测试,进入制造现场,参与到制造过程,实现现场在线测试,促进现代制造系统的集成化与智能化,为制造业信息化工程的推进、实施现代集成制造系统奠定技术基础。
(3)测试系统的网络化与智能化。当测试仪器系统进一步实现了网络化以后,仪器资源将得到很大的延伸,其性能价格比将获更大的提高,机械工程测试领域将出现一个更加蓬勃发展的新局面。
(4)测试信息的集成与多信息融合。传统机械系统和制造中的测试问题,主要面对几何量的测试,涉及的测量信息种类比较单一。当前复杂机电系统功能扩大,精确度提高,系统性能涉及多种参数,测试问题已不局限于几何量,往往包含多种类型被测量、如力学性能参数、功能参数等。测量信息种类多、信息量大是现代制造系统的重要特征,信息的可靠、快速传输和高效管理以及如何消除各种被测量之间的相互干扰,从中挖掘多个信息融合后的目标信息将形成一个新的研究领域,即多信息的集成与融合。
(5)虚拟测试与虚拟仪器。虚拟测试技术是面向虚拟制造的测试技术,虚拟测试系统使产品从虚拟设计开始就处于系统中,以便有针对性的选择材料和设计结构;当进行零件的虚拟加工时,可以在相应的虚拟测试系统中,进行切削加工过程仿真、特种加工过程仿真、制造过程仿真和装配仿真,并虚拟测试有关的应力、变形、温度、形状、尺寸等,为零件虚拟加工提供足够充分的信息。
4 面向现代制造的先进测试技术及其进展
在机械产品制造过程中,几何尺寸与形位测量已从简单的一维、二维坐标或形体发展到复杂的三维物体测量,从物体的整体性宏观发展到局部性微观。当前传感、测试计量和计测仪器在现代机械制造过程中的作用和重要性较之过去有明显提高,现代加工的设计理念、制造技术、测试方法已从传统的非现场、事后测试进入制造现场,涉及到整个制造过程,实现现场的在线测试与控制,同时还需要参与到企业的信息化系统中。为此,本节重点对部分有代表性的先进测试技术、仪器系统以及应用发展情况进行分析综述。
4.1 精密测试技术及其应用发展
目前,普通机械加工的加工误差从过去的mm级向μm级发展,精密加工则从10μm级向μm级发展,超精密加工正在向nm级发展。精密测试技术是一门集光学、电子、传感器、图像、制造及计算机技术为一体的综合性交叉学科,它与精密加工技术相辅相成,要求测量误差比加工误差高一个数量级,精密测试技术需要与精密加工技术的发展保持同步。目前研究与开发工作主要体现在如下方面:
(1)在实施“高档数控机床与基础制造装备”科技重大专项中,需要针对高速数控机床、精密数控机床或重型数控机床的需要,开展综合误差补偿技术研究,形成机床运行误差的在线检测、预测及软硬件补偿的技术,在高速、重型、精密类数控机床中应用并显著提高其工作精度。
(2)高性能激光测试系统,重点是双频激光干涉仪,此种仪器测量准确度高,测量范围大,常用于超精密机床作位置测量和位置控制测量反馈元件设备。目前,需要开发测量线值、直线度、平面度、角值等性能指标参数的高性能激光测量系统,达到线性测量分辨率 0.005μm,线性测量精度≤±0.7×10-6,最高测量速度≥60 m/min,长期稳频精度±0.05×10-6。重点研究双纵模稳频、光强漂移及测量光束损耗的补偿等技术,研制以激光干涉为基础的数控转台测量仪、以激光差动干涉原理的数控机床插补误差测量仪。
(3)近年来在超精密测试中比较常用的测试技术与仪器有扫描显微测量、nm测量的扫描X射线干涉等技术。扫描显微测量方法主要用于测量表面的微观形貌和尺寸,用极小的探针对被测表面进行扫描测出表面的三维微观立体形貌。X射线干涉显微测量技术是近年来新发展的nm测量技术,是一种测量范围大,较易实现的nm级测量方法[11-12]。
(4)精密测试仪器进入生产现场已成为先进制造系统的一个重要标志,精密与超精密测试技术及误差补偿技术、加工测试一体化成为研究重点和热点问题,精密与超精密测试仪正向高分辨力、高准确度和高可靠性的方向发展[13]。
4.2 制造现场在线检测与数字化测试技术
数字化测试技术是数字化制造技术的一个重要的、不可或缺的组成部分。将测试技术和仪器集成于高档数控机床或先进的制造生产线中,可使复杂精密数控切削加工机床的在线测试实现对复杂、高精度型面轮廓工件加工质量的实时检测与监控。目前技术研究和集成应用体现在以下方面:
(1)数控机床在线检测技术。数控加工是现代制造技术的基础。每当一批零件开始加工时,有大量的检测需要完成,包括夹具和零件的装卡、找正、零件编程原点的测定、首件零件的检测、工序间检测及加工完毕检测。在线检测技术的发展为数控加工过程的质量检测提供了一套行之有效的方法,逐渐取代了传统的手工测试和离线测试,促进加工测试一体化的发展。
(2)测试仪器与制造系统的集成。将现代测试技术及仪器融合、集成于现代制造系统,从而构建成完备的闭环制造系统,为“零废品”制造奠定了基础。例如,格里森公司及克林格贝尔公司开发圆柱齿轮/锥齿轮闭环制造系统中,采用先进的齿轮测量中心及相应的齿轮测量软件,与CNC齿轮加工机床相连,实现了圆柱齿轮、弧锥齿轮的CAD/CAM/CAI的闭环制造[14]。
(3)三维形貌测试技术。这是一类重要的几何量测试技术方法,在模具、逆向工程、质量控制等方面有着广泛应用。形貌测量已经过多年发展,形成了很多应用技术和系统。当前,形貌测量的研究方向是:现场测试并且要使用简便;精度高、速度快;量程扩大,向微纳和超大尺寸两端延伸。具体研究内容包括微形貌测量、大形貌测量及整体误差控制、精度分析及评价[15-16]。
(4)机器人测试技术。机器人是一类具备全部自由度、运动形式灵活、高度柔性的自动化设备。近些年来,机器人技术发展迅速,控制性能、重复定位精度和可靠性都有很大程度提高。目前,工业机器人能够实现0.04mm的重复定位精度,为机器人用于测量提供了精度保证。以机器人为运动平台,结合精密测量原理的在线精密测量设备,具有高度柔性和灵活的应用形式,展现出良好的应用前景。
4.3 计算机视觉测试技术
基于计算机视觉的测试技术是一种将计算机视觉、图像处理和测试技术相结合的光学测试方法,原理上具有非接触、可实时在线、精度高、信息量丰富等优点。与计算机视觉研究的视觉模式识别、视觉理解等内容不同,视觉测试技术重点研究物体的几何尺寸及物体的位置测量,如轿车白车身三维尺寸的测量、模具等三维面形的快速测量、大型工件同轴度测量、共面性测量等。视觉检测技术在目前被认为是实现在线精密测试的一种最有效手段,可以理想地解决多尺寸在线测试问题,通过对生产线中每个加工环节的加工状态、加工产品的每个零部件进行实时检测,提供制造过程生产线状态和产品质量的完整信息。
视觉测试技术在国外发展很快,早在20世纪80年代,美国国家标准局就预计检测任务的90%将由视觉测试系统来完成。目前,国内外利用视觉检测技术研制的仪器与系统已较为普遍,如高速高精度数字化扫描系统、非接触式光学三坐标测量机等先进仪器。
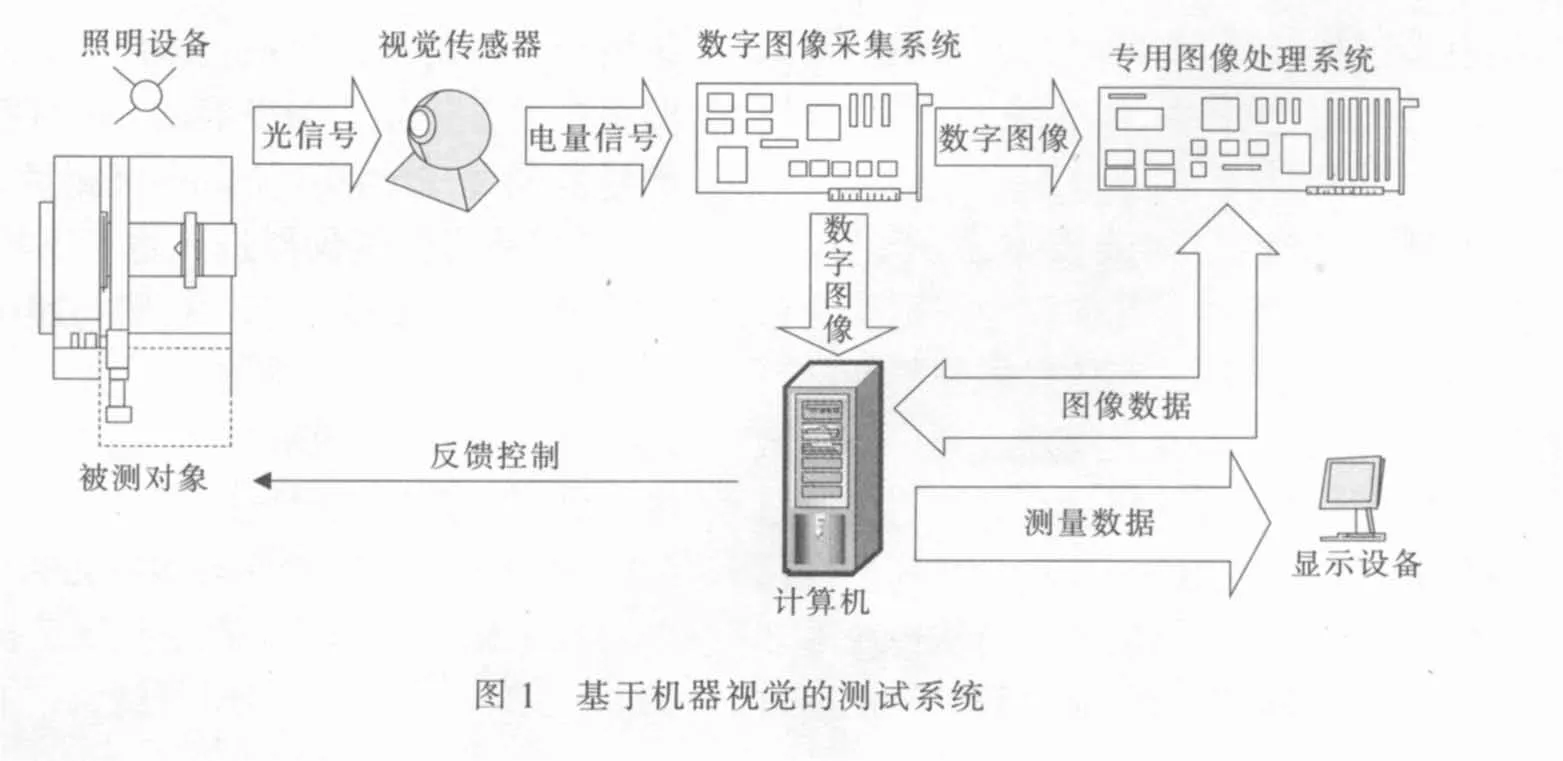
典型的基于计算机视觉测试系统结构如图1所示。在需要的环境光照条件下,成像设备(CCD、摄像机、图像采集卡等)把被测对象三维场景的图像采集到计算机内部,应用图像处理技术对采集到的原始图像进行预处理,通过边缘提取和亚像素技术得到所测对象的亚像素级边缘,从图像中提取感兴趣的特征,进行模式识别与分类整理,运用人工智能等方法完成所要求的测试任务。
在视觉测试系统中,图像识别处理技术已经成为测试技术中的重要课题之一。图像识别测量过程包括:图像信息的获取;图像信息的加工处理,特征提取;判断分类与结果输出。
将视觉测试系统与工业机器人相结合并运用于现代制造系统,进行自动控制、零件测试、模式识别等工作是本学科领域研究的热点问题之一,具有视觉功能的智能机器人将得到越来越广泛的应用。针对柔性生产线机械加工工件的种类多、传送不规范、运动速度较快以及现场环境光线多变的特点,以NJRA3-1小型多关节装配机器人的5自由度运动机构作为摄像机的运动平台,采用视觉检测技术获取机械零部件的几何结构信息,开发研制了用于工业机器人的、在运动过程中检测、识别和定位机械零部件的视觉检测系统,软件功能模块见图2所示。该系统可实现对机械零部件的检测、图像信息处理、定位与选取。
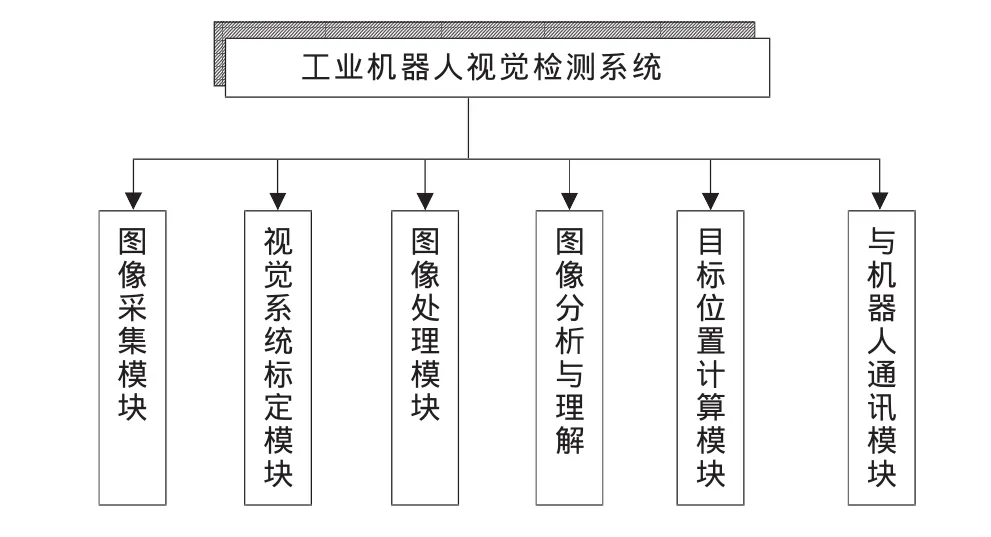
图2 工业机器人视觉检测功能模块
4.4 三坐标测量机技术及其应用发展
三坐标测量机(CMM)是适应现代制造系统发展趋势的典型代表,是一种在机械制造领域得到广泛使用的几何尺寸数字化检测设备,几乎可以对生产中的所有三维复杂零件尺寸、形状和相互位置进行高准确度测量。目前三坐标测量机在技术上新的发展是:
(1)系统集成应用技术。坐标测量机测试软件与CAD/CAM、三维反求系统软件集成,可以把CAD/CAM系统以在线工作方式集成在一起,形成数字制造系统。
(2)误差自补偿技术。先进测试软件系统中包含有系统误差补偿、系统参数识别和优化技术,同时在硬件设计上采用了新的技术,例如,德国Carl Zeiss公司最近开发的CNC小型坐标测量机采用热不灵敏陶瓷技术(Thermally insensitive ceramic technology)和误差自补偿技术,使坐标测量机的测量精度在17.8℃~25.6℃范围不受温度变化的影响。
(3)数据处理技术与软件。坐标测量机软件系统具有测量数据获取、处理、传送以及建立数据库等多项功能,可对测量系统给出的检验数据进行实时分析评估,自动生成各种统计报表。例如,日本Mitutoyo公司研制开发了一种图形显示及绘图程序,用于辅助操作者进行实际值与要求测量值之间的比较,具有多种输出方式。
(4)非接触式测试探头。基于三角测量原理的非接触激光光学探头应用于CMM上代替接触式探头,通过探头的扫描可以准确获得表面粗糙度信息,进行表面轮廓的三维立体测量与识别,在对复杂曲面轮廓进行测试时精度可高于1μm。
(5)数码柔性坐标测量。传统坐标测量机受运动形式影响,不能应用于现场,数码柔性坐标测量技术充分利用当前高精度数码光学成像技术、图像处理技术与模式识别技术、摄影成像原理,可以在工业现场组建全光学的柔性坐标测量设备,实现空间点坐标的高精度、大范围、快速、非接触测量。
4.5 无损检测技术及其在线检测系统
无损检测是利用材料的某些物理量由于有缺陷而发生的变化,测量其变化量,从而判断材料内部是否存在缺陷。目前,常用的无损检测方法主要包括磁粉检测、渗透检测、涡流检测、超声检测、X射线检测等方法。无损检测是工业生产中实现质量控制、节约材料、改进工艺和提高劳动生产率的重要手段,也是设备安全运行的重要检测手段。
在2009年3月发布的“高档数控机床与基础制造装备”科技重大专项第一批课题申报指南中,也涉及到面向汽车精密零件、大型铸锻件等产品的自动检测与无损检测技术的研究问题,目标是开发批量生产配套使用的高效率、高精度、智能化的自动检测技术、系统平台、设备和生产线,提供重大装备配套的大型铸锻焊件超声波与高能射线无损检测、热态在线测试等技术与设备[9],配套相应的缺陷检测与数据处理软件或彩色图像分析软件。
针对大型发电设备、重型压力容器等大型设备在制造过程中进行无损检测的需要,在研究大型回转件超声波在线探伤方法、关键实施技术的基础上,开发了一套在加工现场检测大型回转件内部缺陷的数字化超声波检测系统,总体结构方案见图3所示。该系统由超声波发射与接收板卡、在线检测自适应探头夹持装置、缺陷定位子系统、供回油系统、便携式工控计算机及运动小车等组成,具有超声波数据的在线采集、显示、分析处理、数据消噪、数据压缩、数据存储以及回放、缺陷特征提取、缺陷分析、探伤报告打印等功能[17]。
目前,超声检测技术也由以前的模拟检测仪器发展到数字化检测仪器,由以前的依靠经验判断缺陷发展到全自动探伤,并可对缺陷进行定性和定量的分析。国内外超声检测正在向着自动化、数字化和智能化方向发展。
4.6 网络化测试技术及其远程无损评判系统实例
网络制造的实质是通过计算机网络进行生产经营业务活动各个环节的合作,以实现企业间的资源共享、优化组合和异地制造,其基础是信息的处理、交换、传送和通讯。这一先进制造模式使得网络化测试技术与具备网络功能的新型仪器应运而生,为测试与仪器技术带来了前所未有的发展空间和机遇。网络制造和网络测试协同发展是这一高新科技相互结合的关键技术问题,基于Internet的测控系统的一种体系结构方案见图4所示。
当前,无线传感器网络是学术界和产业界关注的一个重要技术领域。该网络是由部署在工作区域内、具有数据处理和无线通信能力的微小传感器节点,以自组织方式构成的分布式智能化网络系统,通过各类微型传感器协同工作,监测、感知、采集和处理各种监测对象的信息,通过无线通信网络传送到用户终端。将无线传感器网络运用到现代制造系统中,必将促进网络制造模式的进一步发展。
在网络化制造环境下,以先进的智能化检测技术、传输技术、处理评判技术及网络技术支持的计算机集成质量管理系统,能够突破传统质量管理在空间、时间、信息获取能力、处理水平和处理能力等方面上的限制,为实现产品生命周期内质量环节的全过程集成和全面质量管理提供了手段。基于网络的远程智能检测技术为异地领域专家进行远程评判、管理提供了有力条件。图5是一种基于Web的智能远程无损评估系统。该系统构建在智能检测技术、智能决策技术以及动态网页技术的基础上,可为远程客户提供无损检测知识、检测数据处理与评估、缺陷识别与决策服务[18]。测试技术网络化有利于降低测试系统的成本,实现远距离测控和资源共享。
5 研究与应用展望

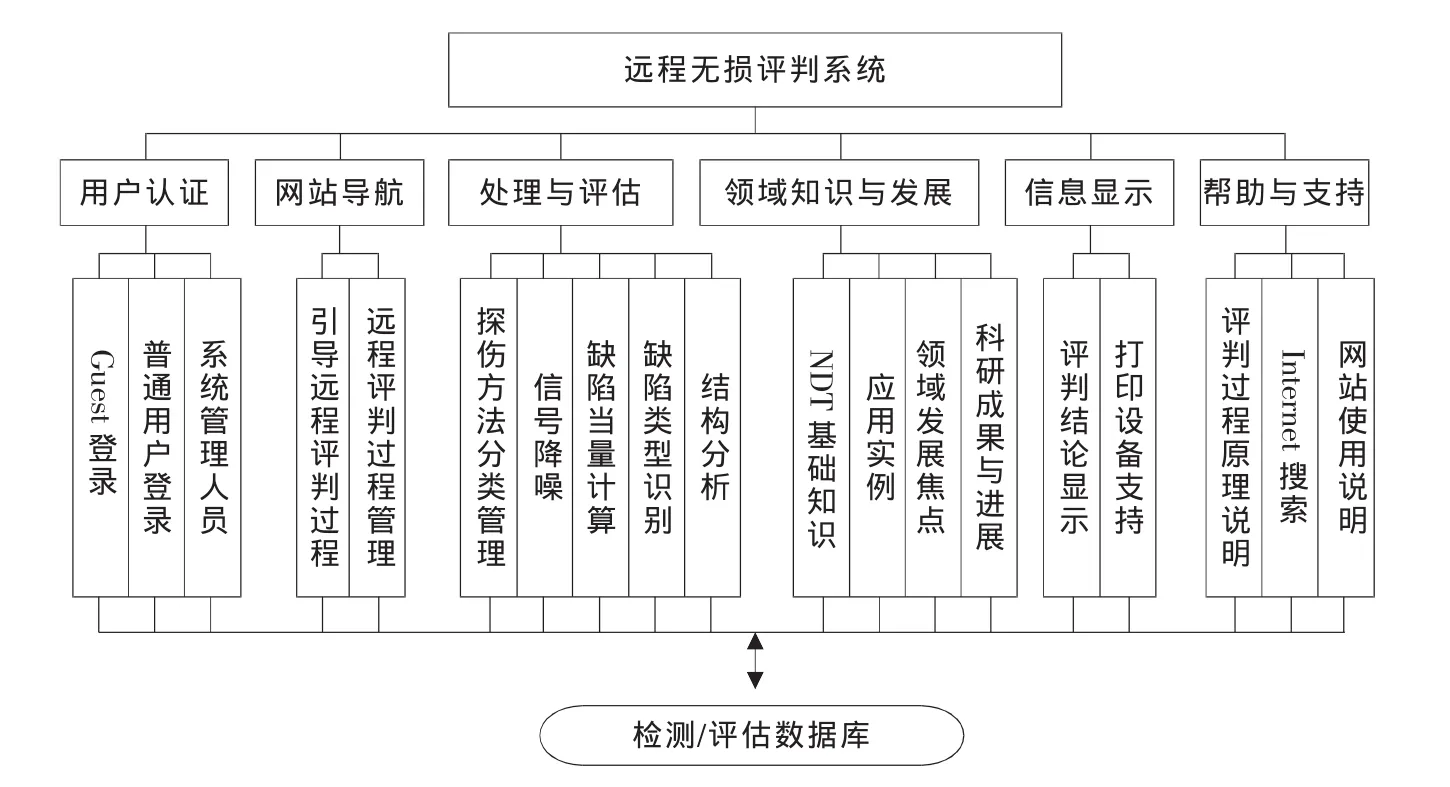
图5 远程无损评判系统结构框图
制造业的规模和水平是衡量一个国家综合实力和现代化程度的主要标志。为使我国由制造大国转变为制造强国,必须实现从传统制造向现代制造的转变。现代制造中的先进测试控制技术是实现制造过程高附加值和产品高质量的重要保障。总体而言,我国精密测试技术和仪器的现状仍然远远不能满足国内机械装备制造业迅速发展的需求,尤其是在先进测试技术和仪器的基础理论研究、共性关键技术的开发方面与国外工业发达国家相比还有较大的差距。测试技术的研究要紧紧围绕现代制造业的发展需要,不断拓展新的测试原理和测试技术方法,开发先进仪器仪表和系统。就现代机械制造领域而言,以下将是一些值得关注、重点研究和应用的技术发展方向:
(1)新型传感原理的创新和测试传感器的开发,例如,基于MEMS工艺的集成多参数传感器、耐高温压力传感器、微惯性传感器、光纤传感器等。
(2)面向现代制造系统,尤其是高档数控机床加工系统的在线精密测试技术及精度补偿技术、加工测试一体化技术、非接触及数字化测试技术与设备。在微米级和纳米级的测试技术与设备方面,扫描隧道显微镜、扫描探针显微镜和原子力显微镜的应用于原子级的操作、装配和改形等加工处理将是前沿技术问题。发展高分辨率激光干涉测试系统在超精测试和超精加工机床上的应用技术、复杂几何型面轮廓测试技术及仪器。
(3)大尺寸、超大尺寸测试技术和仪器系统。代表性研究方向和重要测试问题如:大尺寸、高速跟踪坐标测试系统、激光跟踪干涉三维尺寸测试系统、面向大型尖端装备制造的超精密测试,飞机制造中形状尺寸测试、超大型电站装备和重机装备制造中的超精密测试。
(4)网络化多传感器测试及测试信息融合技术,这是提升测试系统性能的关键技术之一,在计算机网络环境下的系统集成技术直接影响仪器仪表和测试控制科学技术的应用广度和水平。
(5)零废品生产中的测试控制技术。需要重点研究的问题是:工件加工前快速准确地对机床加工设备进行校检的技术方法;生产过程中对工件进行在线测试;从精度理论方面需要研究动态精度理论,包括动态精度的评价技术。通过在线测试数据分析加工和测试过程中误差分布的动态特性,进行加工质量预测,做到质量超前控制。
(6)与国家重大工程相配套的测控仪器及其系统集成技术。需要解决智能化和高精度、高可靠性、大量程等有特殊要求的自动化仪表与系统集成技术。
总之,现代制造系统的发展需要先进测试技术的同步支持和协同发展。在面向未来制造系统的测试技术及仪器系统研发中,需要加大科研投入,重视基础研究,产学研合作,紧密联系制造过程的应用需要,促进先进测试测试技术的快速发展,为现代制造的发展发挥更大的作用。
[1]Wei Gao,Yasuhiro Takaya,et al.Advances in measurement technology and intelligentinstruments forproduction engineering[J].Measurement Science and Technology,2008,19(8):1-3.
[2] 谢华锟.CIMT2009展览会量具量仪展品述评[J].世界制造技术与装备市场,2009(5):40-44.
[3] 叶声华,秦树人.现代测试计量技术与仪器的发展[J].中国测试,2009,35(2):1-6.
[4]顾新建,祁国宁,谭建荣.现代制造系统工程导论[M].杭州:浙江大学出版社,2007.
[5] 王先逵.现代制造技术及其发展趋向[J].现代制造工程,2008(1):1-8.
[6] 吴国庆,王格芳,郭阳宽.现代测控技术及应用[M].北京:电子工业出版社,2007.
[7]国家自然科学基金委员会工程与材料科学部.学科发展战略研究报告:机械与制造科学[R].北京:科学出版社,2006.
[8] 吴耀金,张治民,于建民,等.先进制造过程的测试技术及其发展趋势[J],锻压装备与制造技术,2006(6):27-30.
[9]“高档数控机床与基础制造装备”科技重大专项2009年第1批课题申报指南[EB/OL].[2009].http://www.most.gov.cn/tztg/200903/t20090306_67813.htm.
[10]Angrisani,Leopoldo,Measurements for networking:An overview [C]∥IEEE Instrumentation and Measurement Technology Conference Proceedings,2008:1328-1333.
[11]董红磊.精密加工与精密测量技术的发展[J].宇航计测技术,2008,28(6):20-22.
[12]Pryputniewicz,Ryszard J.Advances in optoelectronic methodology for micro-and nano-scale measurements[C].Proceedings of SPIE-the Iinternational Society for Optical Engineering,2007,16(2):66-76.
[13]Weckenmannl A,Peggs G,Hoffmannl J.Probing systems for dimensional micro-and nano-metrology[J].Measurement Science and Technology,2006(17):504-509.
[14]谢华锟.数控刀具制造及切削加工领域中数字化测量技术及量具量仪的发展[J].工具技术,2008,12(42):3-9.
[15]Tsukahara,Hiroyuki.Three-dimensional measurement technologies for advanced manufacturing [J].Fujitsu Scientific and Technical Journal,2007,43(1):76-86.
[16]Azernikov S.Emerging non-contact 3D measurement technologies for shape retrieval and processing[J].Virtual and Physical Prototyping,2008,3(2):85-91.
[17]赵秀粉.超声波自动检测关键技术及大型回转件在线检测系统研究[D].成都:四川大学博士学位论文,2008.
[18]严寒冰.面向网络化产品质量管理系统的智能测控与评估技术研究[D].成都:四川大学博士学位论文,2008.
猜你喜欢
中老年保健(2022年5期)2022-08-24
娃娃乐园·综合智能(2022年8期)2022-07-28
幽默大师(2020年11期)2020-11-26
中学生数理化·八年级物理人教版(2019年9期)2019-11-25
模具制造(2019年4期)2019-06-24
中学生数理化·八年级物理人教版(2019年3期)2019-04-25
摄影之友(影像视觉)(2019年3期)2019-03-30
摄影之友(影像视觉)(2019年2期)2019-03-05
摄影之友(影像视觉)(2018年12期)2019-01-28
中学生数理化·八年级物理人教版(2018年3期)2018-05-31