
基于 UG/Post Builder 6.0的 Heidenhain iTNC五轴机床专用后置的开发
2010-08-07 02:29辜艳丹燕杰春
制造技术与机床 2010年2期
辜艳丹 燕杰春
(四川信息职业技术学院,四川广元628017)
1 机床简介
机床:MIKRON UPC800 DUR0,双转台结构;数控系统:Heidenhain iTNC 530;工作行程:X轴800 mm、Y轴650 mm、Z 轴500 mm、A轴 -100°~ +120°、C 轴 N×360°连续回转;主轴转速:100~42000 r/min;快速进给:30000 mm/min。
2 基于UG/Post Builder 6.0的专用后置处理的开发过程
UG/Post Builder 6.0是NX最新版本NX6内置后置处理工具,可以图形方式创建从二轴到五轴的后处理程序。运用UG/Post Builder 6.0,用户可指定NC编码所需参数及用于阐释内部NX机床刀路所需的机床运动参数。运用UG/Post Builder 6.0开发过程如下:
(1)基本参数设置
启动UG/Post Builder 6.0后,选择“新建”命令,在弹出的“Create New Post Processor”对话框中输“Post Name”(后置处理名字)“UPC800”,选择“Millimeters”、“Mill”和“Library”单选框,并选择机械结构为“5-Axiswith Dual Rotary Tables”,选择控制器“heidenhain_conversational”,然后进入用户编辑界面。在“Mechine Tool”标签中通过“General Parameters”页面设置机床的线性轴的移动极限以及快速进给极限;为防止A轴超程,在“Fourth Axis”页面设置A轴的极限转角最小值为-95、最大值为115,点击“Configure”按钮,设置“5th Axis”的旋转平面为“XY”,修改“Word Leader”为“C”,选择“Retract/Re-Engage”单选框,以防止A轴连续插补过大造成反旋转向过切。
(2)“Program & Tool Path”参数修改
在“Program&Tool Path”标签中选中下级标签“Program”,在“Program Start Sequence”页面在修改程序头,添加工M127、M129自定命令,完成如图1所示。在“Operation Start Sequence”页面中启动 M126、M128自定命令以及设置公差等,完成如图2所示。

在“Motion”页面中进入“Linear Move”中编辑 X并设定Expression为 $mom_alt_pos(0),编辑Y并设定Expression为 $mom_alt_pos(1),编辑 Z并设定Expression为 $mom_alt_pos(2);并在M8命令后面新增加排屑器控制辅助指令M36,完面后如图3所示。进入“Circular Move”编辑图4所示X并设定Expression为 $mom_alt_pos_arc_center(0)、编辑Y并设定Expression为 $mom_alt_pos_arc_center(1)、编辑Z并设定Expression为 $mom_alt_pos_arc_center(2)。编辑图5所示X并设定 Expression为 $mom_alt_pos(0)、编辑Y并设定Expression为 $mom_alt_pos(1)、编辑Z并设定Expression为 $mom_alt_pos(2)。

(3)程序结束设定
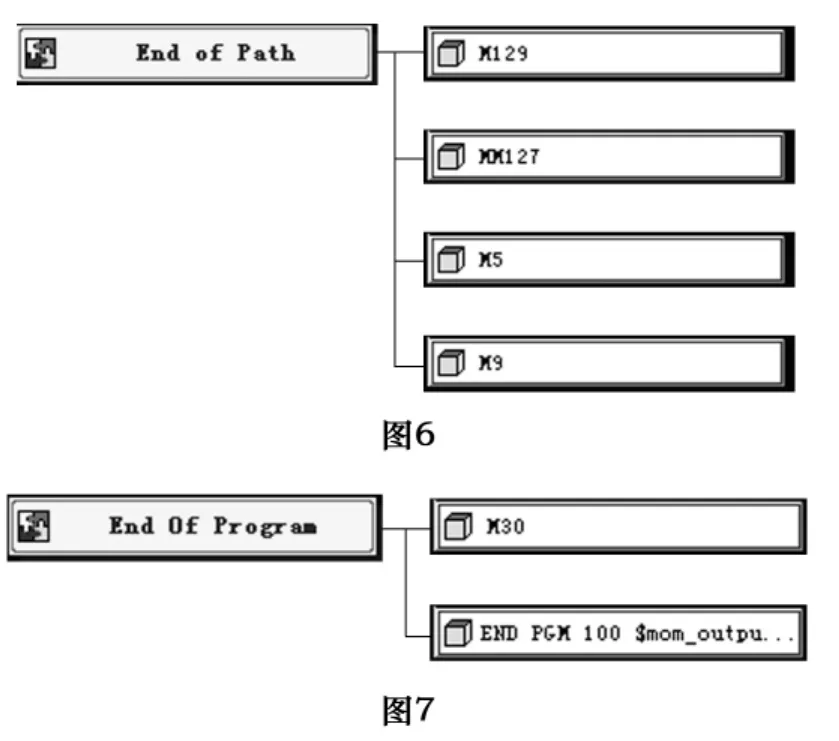
在“Operation End Sequence”页面,设置 M129、M127、M5和 M9辅助指令,完成后如图6所示。在“Program Start Sequence”页面中设置M30指令,如图7所示。
(4)以文件名“UCP800”保存修改后的后置处理程序,并退出UG/Post Builder 6.0系统。
3 后置处理与NX的集成
运用NX软件编程后可直接调用后置处理文件中的“UCP800.pui”进行程序的NC代码生成。若为了更方便,可把后置处理与NX集成。具体操作如下:拷贝“UCP800.tcl”和“UCP800.def”两文件到 NX 后处理文件夹“postprocessor”内,用文体编辑器修改文件夹内的“template_post.dat”文件,添加图 8所示字段,并保存文件,完成后置处理与NX的集成。

4 试验验证
新开发的后置处理通过实际MIKRON UPC800 DUR0机床加工,验证了其正确性与实用性。下面为某零件的部分程序:
BEGIN PGM 100 MM
BLK FOEM 0.1 Z Z0.0 Y0.0 Z-20.
BLK FOEM 0.2 X100.Y100.Z0.0
M127
M129
TOOL CALL T1 Z S2000
M126
M128 G5000.
CYCL DEF 32.0 TOLERANCE
CYCL DEF 32.0 T0.005
CYCL DEF 32.0 TA0.5
L X-1.01 Y-7.681 A7.434 M3 FMAX
L Z4.131 FMAX
L X-1.087 Y-7.786 Z4.11 F800.M8 M36
L X-5.84 Y-4.51 Z4.35 A19.322
……
……
L Z8.816 FMAX
M129
M127
M5
M9
M30
END PGM 100 MM
1 安杰,邹昱章.UG后处理技术.北京:清华大学出版社.
2 张磊.UG/NX4后处理技术培训教程.北京:清华大学出版社.
猜你喜欢
保健医苑(2022年1期)2022-08-30
动漫界·幼教365(中班)(2021年4期)2021-05-23
今日农业(2020年20期)2020-12-15
电脑爱好者(2020年17期)2020-09-14
制造技术与机床(2019年12期)2020-01-06
制造技术与机床(2019年4期)2019-04-04
能源(2018年10期)2018-12-08
能源(2016年10期)2016-02-28
中国交通信息化(2014年6期)2014-06-05
客车技术与研究(2014年1期)2014-03-20
