金属切削液的合理使用
2010-07-26 05:17:22南车集团戚墅堰工艺研究所
世界制造技术与装备市场 2010年3期
南车集团戚墅堰工艺研究所 叶 毅
在机械行业中,金属切削液(以下简称切削液)被广泛应用于各种切削加工中,如车削、铣削、钻削、磨削、切齿和切螺纹等。合理使用切削液能有效地减小切削力、降低切削温度、减小加工系统热变形、延长刀具使用寿命和改善加工表面质量。此外,使用高性能切削液也是改善某些难加工材料切削加工性的一项重要措施。
国际标准化组织(ISO)将金属加工液归于润滑剂产品,并于1986年制定了用于金属加工润滑剂(系列M)ISO6743/7。该标准将金属加工润滑剂分为两大类,即以强调润滑性为主的加工类型和以强调冷却性为主的加工类型。我国于1989年等效采用ISO标准 ISO6743/7,制定了国家标准 GB/T7631.5-1989。
近几年来,切削液生产发展很快,新产品不断推出,种类越来越齐全,功能也越来越细化,针对不同的加工方式,都有相应的切削液与之对应。据不完全统计,我国目前金属润滑剂的市场年总需求量约为25万t,按照加工和用途的不同类型来划分,各自所占的比例如表1所示[1]。而其中切削加工液要占到加工润滑剂总消耗量的38%。从切削加工液的品牌来看,国产品牌往往靠较低价格来争取市场,成本的压缩导致产品质量下降而得不到市场认可。目前占据市场份额前列的大都来自国外公司的一些知名品牌。所以,开发具有自主知识产权的国产切削液品牌是摆在我们面前的一项重要任务。

表1 金属加工液按加工类型和用途分类的比例
1 切削液的作用
金属切削液在机械去除加工中的主要作用是冷却、润滑、清洗和防锈。由于液体的对流和汽化可以降低刀具和工件的表面温度,从而防止了工件表面的烧伤和形变。此外,切削液应具有抗泡沫性、抗霉菌变质性,做到排放不污染环境,不伤害人体和使用经济性等要求。为此,在切削液中常需加入一些特殊添加剂,如油性剂(可吸附在工件表面上形成油膜)、极压剂(在高温高压下能形成牢固的化学膜,起减摩、防粘结作用)、防锈剂(防止金属锈蚀)、消泡剂(防止切削液在喷淋时产生泡沫)、抗氧化剂(防止切削油在高温高压下氧化)、表面活性剂等。添加剂是金属切削液工艺技术中的核心要素,优良的添加剂配方已成为切削液生产企业提高自身品牌市场竞争力的必要条件。
2 切削液的种类
按形态来分,有:液体切削液和固体润滑剂两种。
生产中常用的液体切削液有:以润滑为主的油基切削液和以冷却为主的水基切削液两大类。
2.1 油基切削液
油基切削液又称切削油,其基本成分是基础油(矿物油或合成油)。使用时不需要稀释,直接使用原液。根据加工方式、刀具材料、工件材料和加工要求的不同,可在基础油中适量加入各种添加剂,如油性剂、极压剂(如氯、硫、磷等)、防腐蚀剂、抗氧化剂等,配制成性能各异的油基切削液。
油基切削液按照基础油和添加剂的不同,大致可分为纯矿物油(如L-AN5~L-AN32牌号的全损耗系统用油,即机械油、或煤油和轻柴油等)、纯合成油(其基础油由合成脂、聚α烯烃、聚醚、聚二醇等组成)、活性极压切削油(如硫化油)、非活性极压切削油(如含氯、磷等添加剂切削油)和减摩切削油。
用矿物油作基础油的切削油具有润滑性能优良、防锈性能好的优点,故使用最多;但因矿物油在高速加工时易产生烟雾和易燃烧,生物降解性差,污染水和土壤,有损操作者健康。因此,以矿物油为主的切削油发展趋势:一是矿物油逐渐被生物可降解的、不含芳香烃的聚烯烃合成类物质所替代;二是逐渐被水基切削液所替代,以节省能源。
2.2 水基切削液
水基切削液是目前应用最多的切削液,其产品约占到切削液市场总份额的百分之七十。
水基切削液需要用水稀释后加以使用,根据稀释后的状态可分为乳化切削液、微乳化切削液和合成切削液。
(1)乳化切削液(以下简称乳化液)
乳化液是用矿物油、乳化剂(如石油磺酸钠,磺化蓖麻油等)及添加剂预先配制好的乳化油(称为原液)加水稀释而成的乳状液体。因为油不溶于水,为了使两者混合,所以必须加入乳化剂。乳化剂是一种表面活性剂,它的分子是由极性基团和非极性基团两部分组成。前者亲水,可溶于水;后者亲油,可溶于油。把油在水中搅拌成细粒时,乳化剂分子能定向地排列吸附在油水两界面上,把油和水连接起来,使分离的细粒不再因凝聚而浮游在水中,成为浮浊液。乳化液中含乳化油少,即浓度低的(如浓度为3%~5%),冷却和清洗作用好,适于粗加工和磨削;浓度高的(如浓度为10%~20%)润滑作用好,适于精加工(如拉削和铰孔等)。为了进一步提高乳化液的润滑性能,还可加入一定量的氯、硫、磷等极压添加剂,配制成极压乳化液。
(2)合成切削液
合成切削液原液一般不含油,故润滑性相对差些,但可节省能源,利于环保,它可以与水互溶,配置后的切削液多为透明,可见性好,使用寿命长,特别适合在数控机床和加工中心等高效设备上使用。例如,我国积架石油化工有限公司开发的环保型全合成金属加工液与英国比尔(Korniche)公司推出的SCF600和SCF900全合成磨削液就属于这一类产品,适用于黑色与有色金属的一般机械加工和磨削加工。
(3)微乳化切削液(以下简称微乳化液)
微乳化液原液中含油量(即油性添加剂含量)较小,而表面活性剂、防锈剂含量较大,加水配制后呈半透明微乳状,其外观和性能介于乳化液和合成切削液两者之间。它兼具乳化液与合成切削液两者的优点,又弥补了两者的不足,是近十年来发展较快,应用日益广泛的一种水基切削液。目前国外一些著名公司推出的水基切削液产品,如英国比尔公司开发的SCF Universal绿色金属加工液与德国奎克化学(中国)公司推出的QUAKERCOOL 370 KLG合成酯专利切削液都属于这一类产品。QUAKERCOOL 370 KLG中的合成酯是由脂肪酸和醇类反应生成的化合物,具有极好的润滑性,与水混合后可形成微乳液,并且在金属加工环境中较难降解,确保刀具与切屑、以及刀具与工件接触区界面上能保持良好的液体润滑、边界润滑和极压(EP)润滑的条件,尤其适用于在铝合金、钛合金及铬、镍、铁合金等难加工材料的加工场合下使用。
2.3 固体润滑剂
固体润滑剂中使用较多的是二硫化钼(MoS2),它是一种良好的环保型润滑剂。由MoS2形成的润滑膜具有很小的摩擦系数 (0.05~0.09)、 高的熔点(1185℃)、 很高的抗压性能(3.1GPa)。 切削时可将MoS2涂刷在刀具表面或工件表面上,也可添加在切削油中。在高温、高压情况下,它仍能保持很好的润滑性和耐磨性。此外,使用MoS2润滑剂还能防止粘结和抑制积屑瘤产生,延长刀具寿命和减小表面粗糙度。MoS2润滑剂已成功地用于镗铰、深孔、攻丝和拉孔等加工中。例如,采用一种(Ti,Al)N+MoS2软涂层的硬质合金钻头 [即先在钻头上用(Ti,Al)N进行硬质涂层,然后再在其上涂刷MoS2软涂层]干钻削灰铸铁发动机缸体上深孔,刀具寿命高达1600min,而只涂TiN或TiCN涂层的钻头,其寿命分别为 19.6min 和 44min。
3 切削液的选用
切削液的效果除了取决于切削液本身各种性能外,还取决于加工要求、工件材料、刀具材料和加工方式等因素,应综合考虑,合理选择和正确使用。
(1)要根据加工要求来选用 粗加工时,切削用量较大,产生大量的切削热,为了降低切削温度,这时应选用冷却性能好的水基切削液。精加工时,要求工件获得最佳的表面质量和较小的表面粗糙度值,故应采用切削油。
(2)要与不同的加工方式相对应 在当代机械加工中,切削方式多种多样。例如车削、铣削和钻孔,通常要求高效率加工,故应选用水基切削液;而拉削和切齿时,须用价格较贵的复杂刀具加工,为保证加工质量及刀具有较长的使用寿命,故最好选用油基切削液。随着加工分类越来越细。切削液也有非标准化的发展趋势。不同切削方式都有不同品牌切削液对应。例如,针对高速磨削,德国欧海(OEL-HELD)公司研发出了专用的高性能磨削油,由于其组成结构为纯烷烃,具有优异的抗剪切能力和抗老化稳定性,非常适合于高速磨削加工,从而改变了以往用通用切削液代替磨削油的加工方式。
(3)要根据工件和刀具不同的材质来选用 不同材质的刀具和工件,其耐高温性、可切削性、硬度等各自相异,此时要分别选用不同的切削液。例如,加工齿轮一类硬度较低的工件,就要采用粘度较高的切削液,以防止齿轮表面产生划痕;而切削不锈钢一类难加工材料,宜选用极压切削油或极压乳化液。又如,用立方氮化硼(CBN)超硬刀具切削淬硬钢等一类高硬度材料时,虽然CBN能承受1250~1350℃的切削温度,但在1000℃左右高温下,CBN会同水蒸气及空气中的氧起反应,生成氨和硼酸,这种化学反应称为水解作用,会加速刀具磨损。因此用CBN刀具湿式切削时,须用带极压添加剂的水基切削液或极压切削油,以减弱水解作用。
(4)要参照机床本身特性来选用 对一些高效贵重设备,从维护保养角度考虑,应选用理化性能稳定的油基切削液加工,以防止金属件腐蚀、生锈、运动零部件活动部分发生障碍等。可是对一些开放式的机床一般不宜使用油基切削液,以免切削油大量挥发而耗散。
(5)要性能与价格两者兼顾 针对具体加工条件应选择性能与价格比最高的切削液。
此外,所选用的切削液还要求不能对操作工人的健康及环保带来负面影响。目前由于全球环境意识的增强及环境保护立法的要求日益严格,市场对切削液绿色环保性能的要求越来越高。所以,一些生物降解性好的油基切削液受到了人们的青睐。例如,好富顿公司的Hocut TR2000系列产品就是这样一款采用易生物降解植物油精制而成的两相(油相和水相)控制的环保型切削液。而用钨酸盐、钼酸盐代替水基切削液中的具有毒性的防锈添加剂方法业已在生产中推广。
4 切削液的使用方法及其改进
4.1 供液方法及其改进
目前生产中常用的切削液供液方法有浇注法和内冷却法两种。前者是利用齿轮泵或低压泵 (0.1~0.2MPa)通过管道和喷咀将切削液直接浇注到刀具前刀面与切屑以及刀具后刀面与工件接触区的界面上。此法最为简单,但供液效果差,且切削液消耗量大,一般为5~20L/min。内冷却法多用于油孔钻、深孔钻、喷吸钻、套料刀和单刃镗铰刀等孔加工刀具上,需在刀体内作出供液孔,然后将高压(1~10MPa)、高速的切削液流引入刀体内部,射向切削表面,此法的供液效果好,但需有一套专门的切削液供给系统,使用受到局限。
现在的研究表明,切削液采用近乎干式切削的“汽束”喷雾冷却法最为有效,而且切削液消耗少,加工成本低。
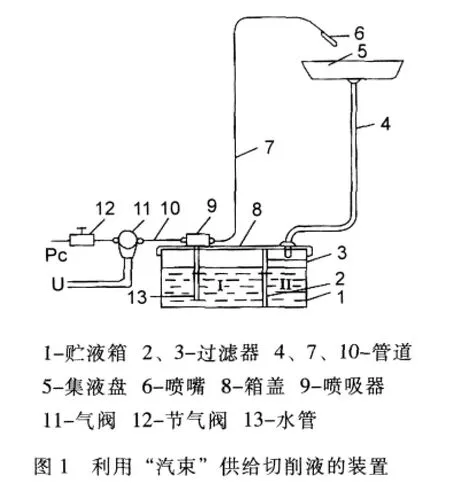
“汽束” 喷雾冷却是以一定压力(0.3~1MPa) 的空气使切削液雾化,并以很高的速度喷向切削区域,使在该区域高温下呈雾化状的切削液滴很快汽化。由于液体在汽化时会吸收大量热量,因而可使切削区域内的温度大幅度下降,同时切削液还能带走切削区域和空间的热量和粉末,改善作业环境。实践证明,在使用等量切削液情况下,“汽束”喷雾冷却在相同时间内所吸收的热量是浇注法的1000倍。所以,它不但可提高刀具使用寿命,而且可使切削液的消耗大大减少。据德国格林(Guhring)公司试验证实,在汽车一些生产线上采用 “汽束”喷雾冷却,每班只需耗用半杯油,并且可用廉价的工厂派生油。 “汽束”喷雾冷却既适用于自动生产线上,也适用于一般的金属切削加工中。图1所示为在普通钻床上利用 “汽束”供给切削液的一种装置。该装置由贮液箱1(包括工作部I和溢流部II)、过滤器2和3、集液盘5、喷咀6、箱盖8、喷吸器9、气阀11、节气阀12、水管13及管道4、7和10等组成。工作时,开动气阀11,压缩空气将以Pc=0.4MPa的压力从管路中压出,产生高压气流。高压气流在水管13的上部通过时会产生负压,而将切削液从贮液箱中吸出,并击成雾滴状。上述高压气流带着微小液滴的切削液渗透到切削区,在高温下会迅速汽化,吸收大量的热量,从而能有效地降低切削温度。而在集液盘中收集的废液经过滤后可流回贮液箱继续使用。节气阀12是用来改变管路中的压力,以便调节切削液的流量。而气阀11则可利用电信号(通过直流电压U=24V)操纵。使用表明,该装置结构简单,使用方便。
4.2 供液装置及其改进
目前生产中大多采用单机设备各自独立的切削液供给装置,它存在着切削液的维护、管理不方便,质量不易控制,废液排放量大等缺点。而在发达国家现已将切削液采用集中供给的方式。所谓集中供给就是将多台湿式加工的、相同切削方式和材料的、每台机床上各自独立的切削液供给装置,合并为一个供给系统,如图2所示。
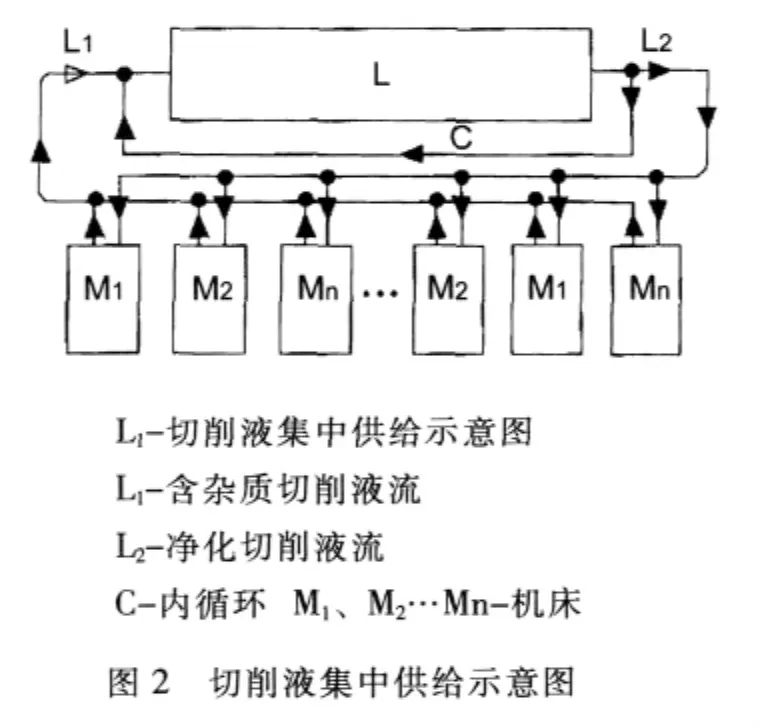
集中供液由于采用了大循环、大流量、大行程液体回流,所以切削液的热量散发快,供液系统温度低,并且在周末和节假日等停工期间还设有内循环(见图2中C回路),使大流量的切削液能不间断地流动,有效地控制了细菌的生长,同时也易于对切削液的性能指标(如pH酸碱值、浓度以及泡沫等)实现自动控制,确保切削液的质量。此外,集中供液也便于污液的集中净化处理,保护生态环境。我国上海大众汽车有限公司发动机厂对切削液采用集中供液后,使切削液的平均寿命比单机分散供液时提高了2.5倍,取得了显著的经济效益。但集中供液一次性投入的成本较高。
4.3 切削液净化处理
过去人们认为,只有在精密加工,例如滚压和研磨时,才须使用经过精细过滤净化的切削液,但近几年来研究表明,如将切削液中的杂质(如碎屑、砂轮粉末等)从40μm降低到10μm,刀具寿命可延长1~3倍。因此,目前的研究认为,无论是精密加工,还是在钻削、扩孔、铰孔和镗孔等普通加工中,为了提高刀具寿命和可靠性,改善零件加工质量,均应使用净化切削液。此外,清洁的切削液还可防止微生物的生长。
切削液的净化处理就是将它在工作中带入的碎屑、砂轮粉末等杂质及时去除。常用的净化方法有过滤法和分离法。过滤法是使用多孔材料,如铜丝网、布质网、泡沫塑料等制成过滤器,以除去在工作时切削液产生的杂质;分离法是应用重力沉淀、惯性分离、磁性分离等装置,除去在工作时切削液产生的杂质。实际生产中常将几种方法综合使用。图3所示就是综合应用上述几种方法的一种切削液多级过滤净化装置,它不仅制造简单,结构紧凑,并且过滤效果好,能保证切削液有较高的清洁度。
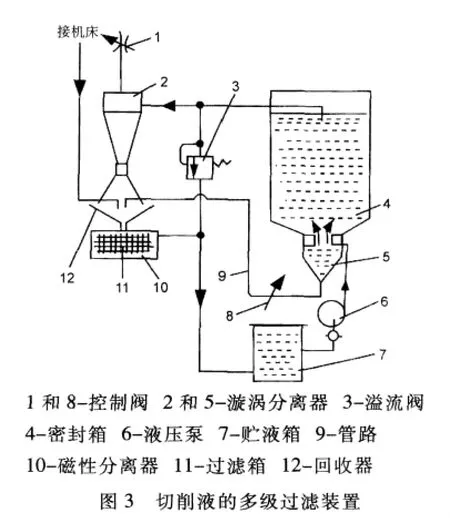
工作时,液压泵6将切削液从贮液箱7内抽出并压入到第一级旋涡分离器5内,使切削液中10~25μm的杂质被分离出来,然后充满整个密封箱4并使箱内产生高压。当压力达到一定值后,切削液被压入到第二级旋涡分离器2内,进行精滤净化处理,同时使5~10μm的细小微粉分离出来,便可引向机床工作区使用。而使用过的含杂质较多的切削液,以及从旋涡分离器2和5中产生的沉淀物则通过回收器12的锥体流入到过滤箱11内。经过磁性分离处理,将其中含有切屑的杂质进行初步处理,然后再流回到贮液箱7内继续使用。使用中,如需暂时切断切削液的供给(例如要更换加工零件),只要关闭控制阀1,切削液就会通过溢流阀3而流回到贮液箱7内,使整个过滤净化系统不中断工作。
据报道,俄罗斯研制出了一种利用转子-定子系统作为基础的切削液净化处理装置(俄罗斯专利发明号NO1503895),其原理是根据流动的切削液在通过变截面的孔时具有较大压力降和速度梯度声空现象,能获得高度弥散细小的切削液,切削液的微粒可破碎成0.8~1.2μm。 据称,这是目前净化切削液最有效的一种装置。
4.4 切削液的废液处理
切削液的废液是重要污染源,因此如何处理切削液的废液是涉及环保和保护人类生存环境重要问题。对于水基切削液的废液处理有:物理处理、化学处理、生物处理和燃烧处理几种方法。美国等工业发达国家开发了先进的切削液生物降解处理技术,并已在工业界广泛应用。今后的任务是大力研究和推广切削液废液处理新工艺、新技术,以确保排放的废液对环境无污染。
1.魏欣旸.切削液技术的发展现状和未来趋势,中国机械与金属,2009(11).
2.叶毅等.乳化液的合理使用.中国机械与金属,2005(6)
3.叶伟昌.切削液的供给净化与回收.机械科学与技术,第26卷第6期
4.叶茂盛.金属切削液,机械工业出版社,1994。
猜你喜欢
山西冶金(2021年4期)2021-09-28 23:37:40
哈尔滨轴承(2021年2期)2021-08-12 06:11:08
装备制造技术(2021年4期)2021-08-05 07:40:00
润滑油(2017年2期)2017-04-20 03:15:11
钻井液与完井液(2016年5期)2016-11-15 02:12:15
医疗装备(2014年11期)2014-08-10 12:28:23
河南科技(2014年4期)2014-02-27 14:07:12
金属加工(冷加工)(2013年5期)2013-04-17 03:39:38
润滑油(2012年5期)2012-12-28 01:43:08
东方汽轮机(2012年1期)2012-03-20 13:34:39