
锁圈轴向定位工艺的改进
2010-07-25 11:37:52师燚
轴承 2010年7期
师 燚
(甘肃海林中科科技股份有限公司,甘肃 天水 741018)
1 问题的提出
我公司为国内某齿轮公司生产的一种满装圆柱滚子轴承,结构如图1所示。用户在现场装配时发现,此种满装圆柱滚子轴承多次出现锁圈脱落的现象,最多时每月达40起以上,即影响了客户的使用,又严重影响了我公司的产品质量信誉。为此公司抽调专人查找该批轴承存在的质量问题。
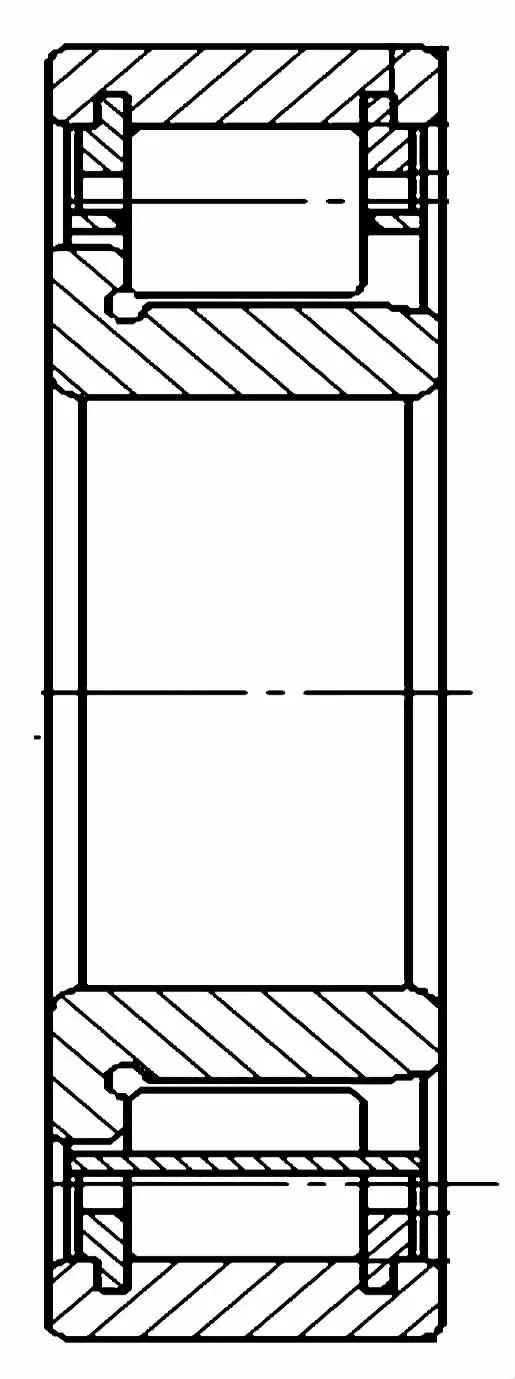
图1 满装圆柱滚子轴承
2 原因分析
通过对返厂的故障轴承进行认真地检测发现:外圈的锁口及锁圈的尺寸及形位公差均符合产品图纸的要求;锁口及锁圈的尖角过渡处也没有发现影响锁圈脱落的毛刺及清根不良的现象。但在对问题轴承的锁圈进行外观质量检查时却发现:96%以上的锁圈只在大外径与外滚道处有接触的痕迹,而在小外径处则没有发现接触痕迹,这说明,锁圈小外径处未与外滚道接触,即锁圈未落在合理的位置上是产生锁圈脱落的主要诱因。
经分析认为产生该问题的主要原因是:我公司装配工均是采用手工操作压锁圈,压装后再目测检查压入质量,因每个装配工的力量及装配手法均存在较大差异,导致有极少数的锁圈未压入到正确的位置,致使在装配时因无法承受一定的轴向力而出现锁圈脱落的现象。
3 改进措施及效果
针对上述存在的问题,经探索确定在装配工将锁圈用手工压装后再增加一道模具校正工序:即设计一种如图2所示结构的模具,使上、下模具的小端面直接作用在轴承锁圈小端面上,在压力机上通过压头的上下运动,在上、下模具的端面产生方向相反的作用力及反作用力,使两锁圈沿不同的方向向滚子轴向中心移动,保证锁圈能够全部落入到外圈的锁口内。
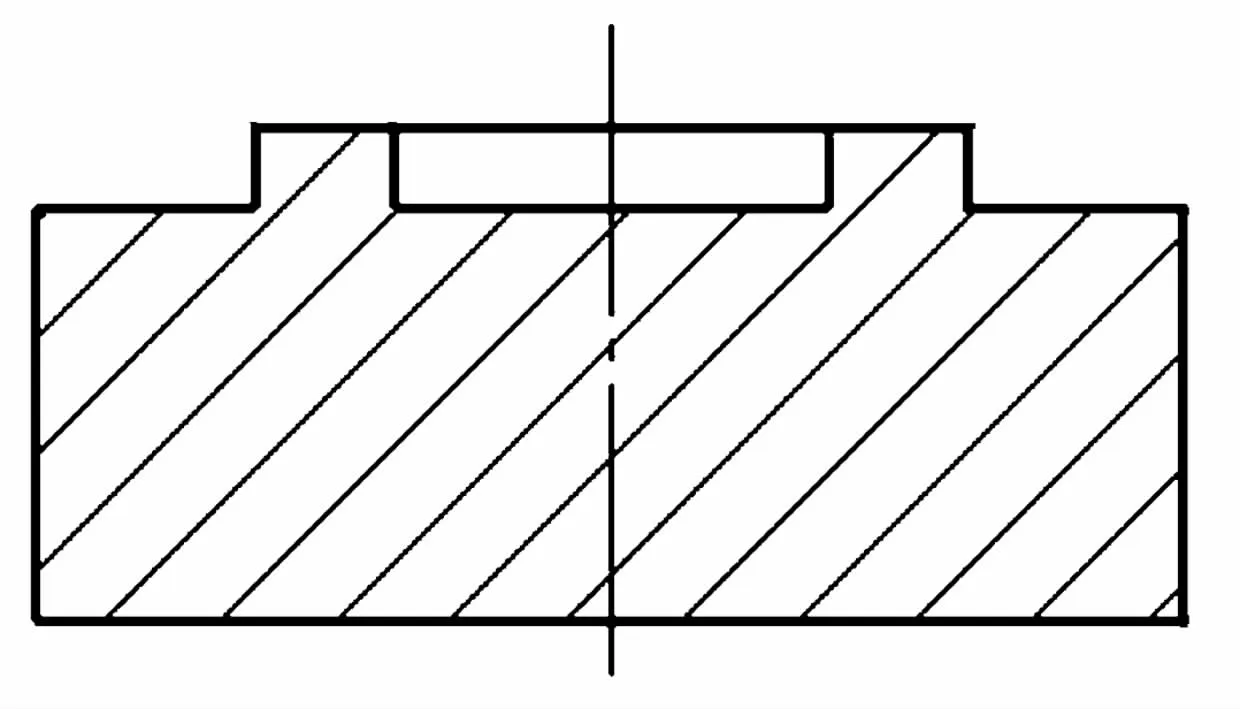
图2 模具结构
经对改进后的产品进行检查,发现所有的锁圈均完全被压入到外圈锁口内,保证了锁圈在产品图纸要求的正确位置上。近两年来,改进后的轴承经用户实用表明,未再出现锁圈脱落的质量问题,产品改进取得了理想的效果。
猜你喜欢
东坡赤壁诗词(2023年2期)2023-05-30 09:22:14
建筑与预算(2022年12期)2023-01-09 08:44:38
航空制造技术(2022年18期)2022-12-09 04:10:28
建筑与预算(2022年10期)2022-11-08 08:47:18
河北理科教学研究(2022年2期)2022-09-17 01:29:48
哈尔滨轴承(2020年2期)2020-11-06 09:22:34
哈尔滨轴承(2020年4期)2020-03-17 08:13:40
经济技术协作信息(2018年32期)2018-11-30 01:43:18
橡塑技术与装备(2018年18期)2018-09-22 08:05:12
轴承(2018年6期)2018-07-22 08:30:24
