
Profibus-DP总线技术在同步控制系统中的应用
2010-07-13 06:01张省伟
电子设计工程 2010年2期
付 娟,张省伟
(西安铁路职业技术学院 电气工程系,陕西 西安 710014)
Profibus总线控制技术及网络同步控制是自动化领域的重要控制技术。Profibus-DP是一种坚固耐用、功能强大、开放性好的通讯总线,主要用于与现场设备的连接并快速、循环交换数据。多电动机同步网络运动控制是指多个轴之间的运动协调控制,主要应用在需要有电子齿轮箱和电子凸轮功能的控制系统中。目前,许多工业生产领域同时涉及到Profibus总线和多电动机同步控制。本文将Profibus-DP总线运用于数控横剪生产线,解决粗矫、圆盘剪和精矫机同步问题,提高系统的自动化程度和控制精度。
1 多电机同步网络运动控制原理
1.1 多电机同步控制原理
同步运动控制是指多个轴之间的运动协调控制,其控制器控制算法常采用自适应前馈控制,通过自动调节控制量的幅值和相位,保证在输入端加一个与干扰幅值相等、相位相反的控制作用,以抑制周期干扰,保证系统同步控制。对于多电机同步控制系统,要实现电机转速跟随,当受到扰动的电机转速变化时,其他电机转速随该电机的转速变化而变化,在系统受到扰动后的初始状态,电机之间的转速趋于同步,即应尽快消除转速偏差[1];当电机之间的转速趋于同步时,要尽量减小转速发生超调。因此,对于多电机同步系统需通过同步控制使各受控量的控制过程相互协调配合,使各变量之间保持协调,从而使整个系统达到技术合理、经济合算的协调工作状态。目前使用的同步控制方法主要有:基于同一给定电压的并联运行方法、基于同一给定电压的串联运行方法、基于补偿原理的控制方法以及基于现代控制理论的控制方法。本文采用基于同一给定电压的并联运行方法,其工作原理如图1所示。
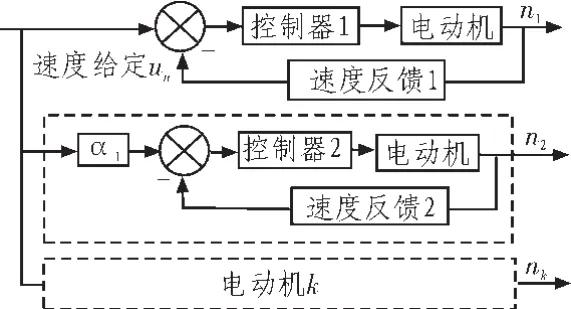
图1 基于同一给定电压并联运行同步控制
图1中,各调速系统采用同一给定电压,电动机之间的速度协调关系由同步系数决定。稳态时ntg=n1,ntg=(1/α1)n2,ntg=(1/α2)n3,…,当 α =1 时,即为常用同步控制系统。
1.2 Profibus总线控制技术
Profibus现场总线是安装在生产过程区域的现场设备、仪表与控制室内的自动控制装置、系统之间的一种串行数字化、多点通讯的数据总线,根据应用特点分为Profibus-DP、Profibus-FMS、Profibus-PA 3个兼容版本。其中,Profibus-DP是一种高速、经济的设备级网络,它主要用于现场控制器与分散I/O之间的通信[2],满足交直流调速系统快速响应的时间要求。
标准现场总线Profibus-DP的硬件由主设备、从设备、网络网路等3部分组成。其中主设备用以控制总线数据传输,且在无提供外部请求时发送信息和被授权可访问总线。从设备是相对于主设备而言较为简单的外部设备,未被授权访问总线;网络网路如传输介质和网络链接器,前者采用屏蔽双绞电缆构成电气网络,采用塑料或玻璃纤维光缆构成的光纤网络,或基于两种媒介之间由OLM转换构成混合网络;后者采用RS-485总线连接器、RS-485总线终端、RS-485中继器、光链路模块OLM等[3]。
2 多电机同步控制系统
数控横剪生产线采用v1=v2=v3同步关系,其控制系统组成通讯网络:Profibus-DP;1个主站,主要设备PLC;10个从站,设备分别为2个触摸屏、4个调速器、4个PLC远程I/O端。整个控制系统由12个子系统组成。同步传动子系统结构[4]如图2所示。
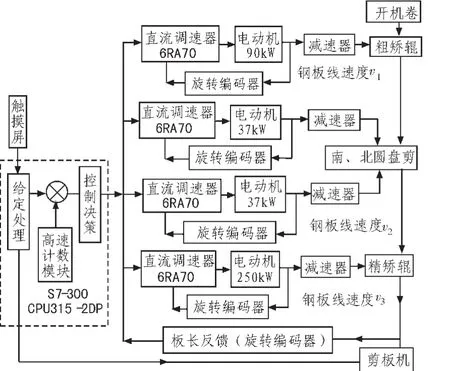
图2 同步控制系统结构
同步传动子系统根据生产工艺要求,粗矫、圆盘剪和精矫机由3组4台电动机共同拖到同一钢板,要求4台电动机是在线速度同步条件下运行。由于粗矫、圆盘剪和精矫机3组系统与钢板接触的辊径不同,要求的力矩也不同,所以各组的转速比和电动机容量都不同,对实现同步运行的技术水平和技巧性要求较高。系统分为厚板(大于8 mm)和薄板2种模式。在厚板模式下,粗矫机与圆盘剪都跟随精矫机,要求三者完全同步;在薄板模式下,只要求粗矫机与圆盘剪完全同步。以厚板模式为例,当粗矫机、圆盘剪及精矫机线速度相同时,其对应转速比为:

式中,n1、n2、n3分别为粗矫机、圆盘机、精矫机电动机转速;m1、m2、m3分别为粗矫机、圆盘机、精矫机齿轮箱转速比;φ1、φ2、φ3分别为粗矫机、圆盘机、精矫机辊径。
在实际操作时,在触摸屏上将粗矫机、圆盘剪和精矫机设置为同一给定速度,需要在调速器中对给定参数乘以同步系数k,在此以圆盘剪作为标准 (因为圆盘剪没有高低速切换)。由于粗矫机、圆盘剪和精矫机由3组4台电动机功率不同,此轮转速比不同,辊径不同,阻力力矩不同,存在多变量耦合问题,带来电动机启动和停止时的不同步。功率小的电动机惯性小,启动、停止都快,而功率大的电动机启动、停止都慢,即功率小的南、北圆盘剪电动机启停都快,功率大的精矫辊电动机启停都慢,对此可通过调整调节器的上升时间和下降时间来解决。
3 Profibus-DP总线通讯
Profibus-DP物理层与ISO/OSI参考模型的第一层采用EIA-RS485协议,如图3所示。
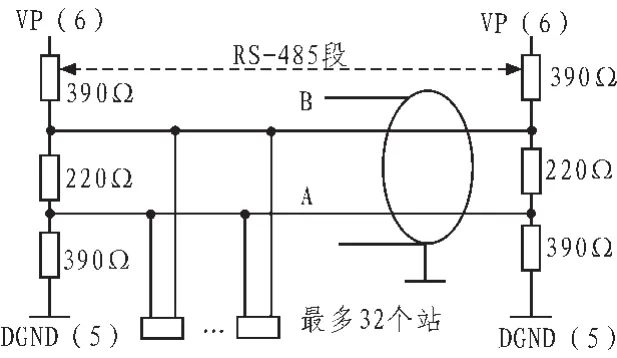
图3 RS-485总线结构
图3中A和B为2根数据线,分别对应RXD/TXD-N和RXD/TXD-P信号。总线上一个主站控制多个从站,在同一总线上最多可连接126个从站。主站与每个从站建立1条逻辑链路。主站发出命令,从站给出响应;从站可以连续发送多个帧,直到达到发送数量或被主站停止为止。Profibus-DP通讯主要使用主-从方式周期性的与传动装置交换数据,由于数控横剪生产线根据工艺要求采用变速传动,将周期型通道MSCY-C1的可用数据结构定义为PPO;可用数据结构分成不同的2部分且能用报文分别传送,如图4所示。
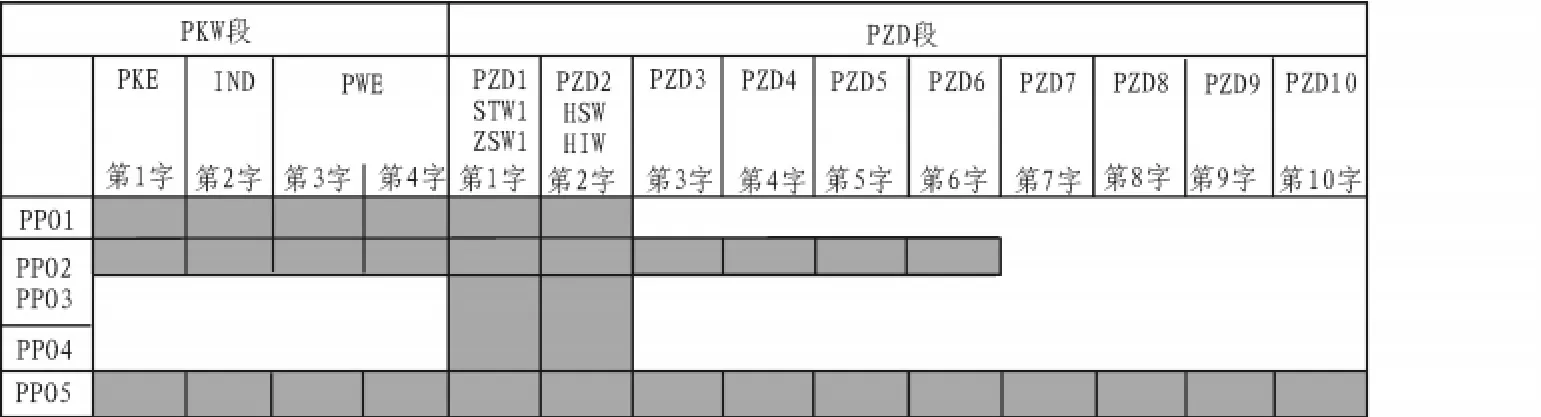
图4 PPO类型
图4中,PKW为参数识别值;IND为变址;ZSW为状态字;PZD为过程数据;PWE为参数值;HSW为主设定值;PKE为参数识别;STW为控制字;HIW为主实际值。
过程数据组PZD部分包括控制字、设定值、状态字和实际值;参数部分PKW用于读写参数值[5]。当总线系统启动时,用于Profibus-DP主站到寻址传动装置的PPO类型被选用,过程数据在传动系统中总是最高优先级进行传输和处理,其主程序流程如图5所示。
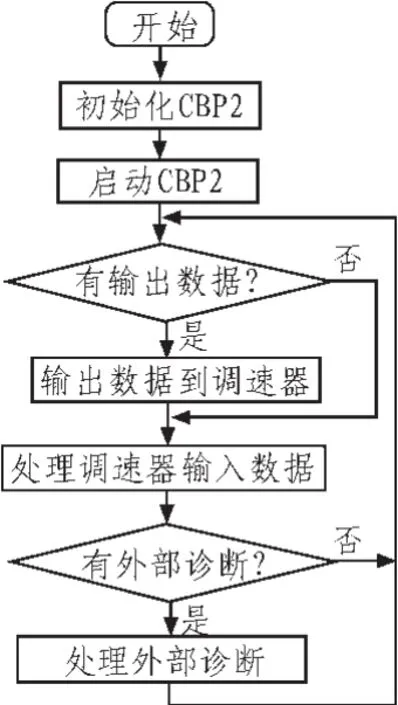
图5 主程序流程
4 结束语
本文在研究Profibus-DP总线技术的基础上,结合网络同步技术,对钢板横剪生产线进行分析[6],通过同一给定电压的并联运行方法解决了系统中的多电机同步问题,提高传动系统的可靠性和控制的精度,增强系统的抗干扰能力,减少系统的维护成本,增强了系统的智能化程度和柔性,符合现代集散控制思想。
[1]孟红莉.基于Profibus-DP现场总线技术的6SE70变频器群控系统[J].自动化技术, 2002,3(3):19-22.
[2]赵德安,赵不贿.一种基于PLC和Profibus-DP总线的张力自适应控制系统[J].信息与控制,2002,31(2):30-33.
[3]刘福才,张雪莲.基于补偿原理的多电机同步协调运转的内模控制[J].电气传动,2002,32(3):23-25.
[4]侯崇升.现代调速控制系统[M].北京:机械出版社,2006.
[5]王国亮.基于模糊PID补偿器的多电机同步控制策略研究[D].沈阳:东北大学,2006.
[6]陶 军,胡学雄.PROFIBUS-DP现场总线技术在磨床改造中的应用[J].设备管理与维修,2006,3(3):23-25.
猜你喜欢
冶金设备(2020年2期)2020-12-28
石材(2020年6期)2020-08-24
制造技术与机床(2017年2期)2017-05-04
红蜻蜓·低年级(2017年3期)2017-03-30
组合机床与自动化加工技术(2017年1期)2017-02-15
电子制作(2017年23期)2017-02-02
铜业工程(2015年4期)2015-12-29
舰船科学技术(2015年8期)2015-02-27
航天返回与遥感(2014年5期)2014-07-31
电测与仪表(2014年18期)2014-04-04
