基于UG的分流芯杆四轴数控加工方法
2010-07-10 06:59:26林新贵詹欣荣易根苗
制造业自动化 2010年3期
林新贵,詹欣荣,易根苗
(广州番禺职业技术学院,广州 511483)
0 引言
四轴加工技术是指同时控制机床上四轴的联动,实现对零件的加工。它主要用于加工具有复杂曲面的工件,与三轴联动加工相比,四轴加工更高效、更精密、能实现自动化加工。模具中的分流芯杆,具有心形空间槽和半圆形空间槽的结构,用三轴联动机床难于加工,采用UG 4.0软件进行建模和编程,并通过四轴数控铣床制造出高精度、高质量的分流芯杆;无须钳工修整,即可达到精度与技术要求。
1 分流芯杆的三维建模
1.1 分流芯杆结构及参数分析

图1 分流芯杆设计图
分流芯杆的结构尺寸如图1所示,此零件的结构特点是: 在Φ76的圆柱体中有一个心形空间槽,槽深6mm,槽宽10mm;在Φ90的圆柱体中有一个半圆形空间槽,槽深7.5mm, 槽宽20mm;在半圆形空间槽上需加工两通孔,材料为45#钢。
分流芯杆的运动规律参数如图2所示:

图2 心形曲线圆周展开图
1.2 分流芯杆的三维建模
根据图1和图2中的有关参数和尺寸,半圆形空间槽及其上的孔较易构建,心形空间槽的构建步骤是先绘制相应的特征点并构造展开曲线,然后将展开曲线缠绕至Φ76圆柱面,最后通过截面沿导引线扫描得到心形空间槽,分流芯杆三维模型如图3所示。
2 加工工艺方案设计
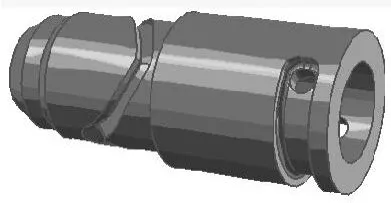
图3 分流芯杆模型
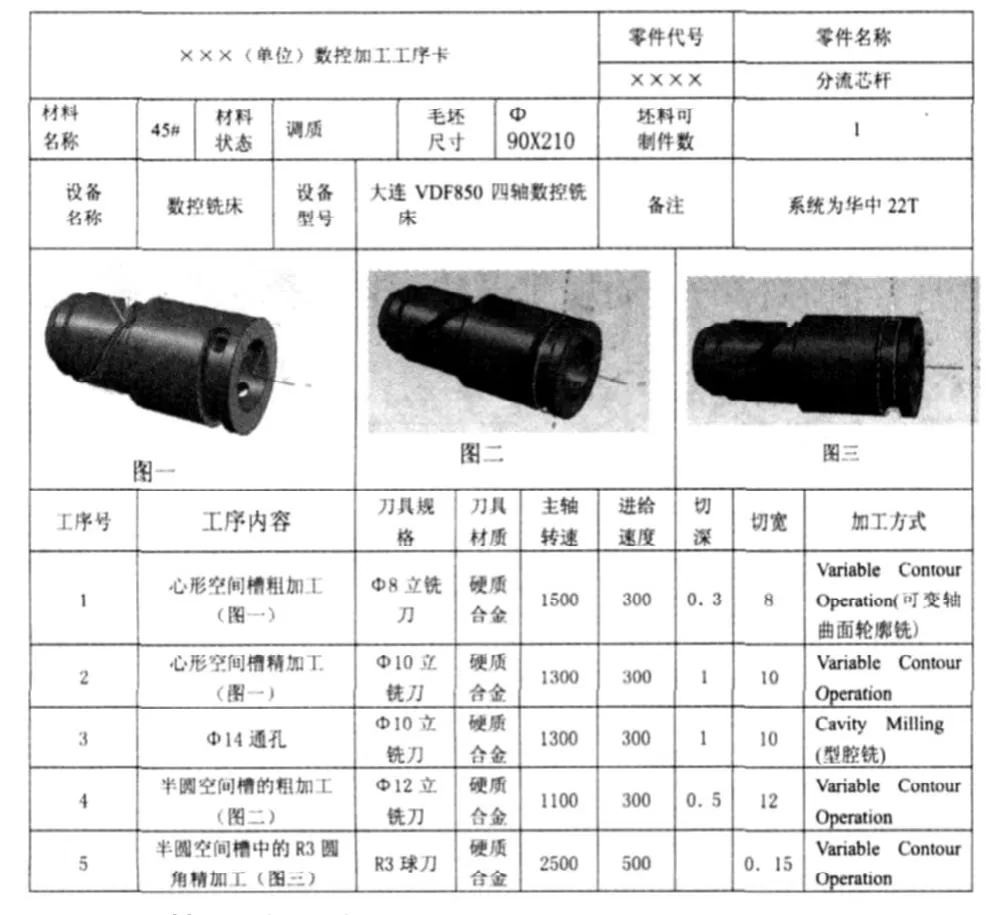
毛坯的准备:根据分流芯杆的结构特点,如图1所示的零件除心形空间槽、半圆形空间槽及其上的通孔外的其它部分,应该由数控车床完成加工,为了装夹方便,毛坯预留工艺凸台,四轴加工后切除。
机床的选择:四轴加工选用的机床是大连机床集团的VDF850四轴数控铣床,系统为华中22T,该机床在工作台上附加一个旋转分度头(A轴),机床最高转速为8000r/min,机床加工精度为1mm,能满足加工要求。
装夹方式:VDF850是在工作台上附加一个旋转分度头(A轴)的四轴数控铣床。加工分流芯杆时采用旋转分度头进行装夹,采用一夹一顶的方式。
加工工序:结合UG软件的特点,采用如下表所示的加工工序。
工艺要点分析:
1)由于Φ90外圆对基准A有同轴度要求,因此在装夹零件时,必须保证精度。
2)心形空间槽形状复杂,采用平底铣刀由上至下进行开粗,注意下刀位置要在参数表中的A位置。为了在加工较深位置时,防止下刀时引起侧面的过切,侧面选用较大的余量。
3)心形空间槽的加工策略,采用的刀具直径与槽宽相同(当然也可以不同),应特别注意要在空间槽的端头进刀,不宜在空间槽的中间进刀,因为该槽直接影响到分流的控制精度,而端头只要有退让空间就可以了。
4)心形空间槽的加工策略,先采用的较小刀具直径进行开粗。
5)在加工Φ90的圆柱体中的半圆形空间槽时,先采用Φ10的立铣刀对Φ14的通孔加工,然后再进行半圆形空间槽加工。加工半圆形空间槽时,先采用Φ12的端铣刀进行粗加工。
6)为了实现半圆空间槽中的R3圆角加工,分析和设计好刀具轨迹线非常重要。具体思路是:首先对半圆槽轮廓轨迹线的进行设计和计算,然后将新生成的轨迹线作为驱动曲线生成刀具轨迹。这是因为粗精加工所选用的刀具不同,半圆槽轮廓轨迹线长度也不同,如选择同一条刀具轨迹线将导致零件的过切。
7)在进行半圆空间槽中的R3圆角加工时,注意选择刀具轨迹线的起始位置, 避免因为下刀位置不合理而引起零件的过切。(本例选在两半圆弧连接线的中间位置下刀)
3 UG编程过程
3.1 编程准备
首先将MCS加工件坐标系原点设在分流芯杆右端面回转中心位置,使编程和加工时的坐标系原点重合,同时便于对刀。为了心形空间槽和半圆形空间槽编程过程中直观的仿真,分别绘制出Φ76圆柱面和Φ90圆柱面几何体作为加工的毛坯。
3.2 编程过程参数的选择
分流芯杆中的心形空间槽和半圆形空间槽的编程分为粗精加工两部分,均通过可变轴曲面轮廓铣的功能实现,驱动方式均为“曲线”。它的编程过程需要两个步骤:第1步从驱动几何体上产生驱动点。第2步将驱动点沿投影方向投射到零件几何体上,产生刀具轨迹点,刀具跟随这些点进行加工。
3.3 后置处理
编程完成并仿真校验合格后就可以进行后置处理,生成G代码程序。必须根据所选用的机床类型和数控系统,在UG后处理构造器中,选择NC编码所需的参数以及机床运动参数,如机床、程序和刀轨、数据格式、列表文件和输出控制及文件预览等,来创建与加工条件相吻合的四轴后处理程序,然后才能进行后置处理。
3.4 优化程序
后置处理生成的程序可直接用于精加工,但因吃刀量过大不能直接用于粗加工,可通过下例(斜体)所示,用增加宏变量实现深度分层方式优化程序,实现对工件的粗加工。
%0012
N0040 G00 G90 X-115.Y0.0 A0.0 S1200 M03
N0050 Z80
G01Z40.F800
#1=0(加工深度初始值为0)
WHILE#1LE6 (当#1小于或等于6时,循环结束)
N0060 G01 Z[38-#1] F200.
N0070 X-115.265 A3.179F500

4 结束语
通过运用UG软件进行零件的建模,灵活运用工艺策略,进行数控编程;通过合理的加工工艺和机床操作,实现了分流芯杆的加工。零件轮廓清晰,加工精度和表面质量符合设计要求, 实际的加工效果(末切除工艺凸台)如图所示。

[1] 黄毓荣,陈大治.UG NX4 高级铣应用应用技术[M].清华大学出版社,2007.
[2] 黄翔,李迎光.数控编程理论、技术与应用[M].清华大学出版社,2006.
[3] 杨胜群,唐秀梅.UG NX4 数控加工高级教程[M].清华大学出版社,2007
[4] 杨胜群,李海泳,赵明,李家永.UG NX4 数控加工实用教程[M].清华大学出版社,2006.
[5] 吴国梁.铣工实用技术手册.江苏科学技术出版社,2003.
猜你喜欢
预防青少年犯罪研究(2022年1期)2022-08-15 00:35:32
小资CHIC!ELEGANCE(2020年28期)2020-09-17 13:27:22
石油化工建设(2020年1期)2020-08-24 07:01:54
电子技术与软件工程(2019年21期)2020-01-16 05:55:44
意林(儿童绘本)(2019年2期)2019-03-12 01:01:26
湖南教育·B版(2019年2期)2019-02-26 00:19:44
小学生优秀作文(低年级)(2018年6期)2018-05-19 01:54:39
电信科学(2017年6期)2017-07-01 15:44:53
青苹果·教育研究版(2016年7期)2016-12-12 05:19:52
小说月刊·下半月(2016年7期)2016-05-30 01:12:53