
基于研抛设备的开放式数控系统体系结构研究
2010-07-09 13:31:34朱明星
湖南工程学院学报(自然科学版) 2010年1期
朱明星
(山东交通学院工程机械系,济南 250023)
0 前 言
传统数控系统采用专用的封闭式体系结构越来越暴露出它的缺陷:一方面,各控制系统间互连、互操作性差影响了整个系统的集成、维护和功能扩展,各厂家不同数控系统风格不一的操作方式以及专用件的大量使用,不但导致用户培训成本的增加,还给数控设备的最终用户带来不便;另一方面,数控系统的封闭性造成了数控设备制造商对系统制造商的过度依赖,不利于将整台设备的其他控制系统以及相应的技术工艺集成为一个完整、无缝的控制系统,并形成自己的产品,导致系统开发投资大、周期长、更新换代慢,不利于产品的技术进步[1].
由于传统数控系统的缺陷,已不能满足现代制造需求,未来的数控系统必须能被用户重新配置、修改、扩充和改装,并允许模块化的集成所需要的软硬件,因此开放式数控系统应运而生,对开放式数控系统的研究首要进行体系结构的研究.
本文主要针对开放式数控系统的体系结构进行研究,提出研抛设备的开放式数控系统的体系结构,进行系统模块的划分,并对软硬件进行设计.
1 开放式数控系统的体系结构
开放系统是一个动态的发展概念,至今并不存在国际上公认的定义.我国在国标GB/T18759.1-2002(机械电气设备-开放式数控系统-总则)中对开放式数控系统的定义(Open Numerical Control System,简称ONC)是指应用软件构筑于遵循公开性、可扩展性、兼容性原则的系统平台之上的数控系统,使应用软件具备可移植性、互操作性和人机界面的一致性.因此可将开放式体系结构的所有特征归纳为抽象层面上的三个特征:柔性、集成和标准化.柔性包括模块化、可重构、可扩展性和可派生性的思想,集成包含可互操作性和即插即用的含义,标准化包含可移植性、易获得性和可互换性的要求.
目前各国都积极的进行开放式数控系统的研究,纷纷出台了各自的开放式体系结构规范,其代表是美国的OMAC、欧洲的OSACA和日本的OSEC.
我国开放式数控系统研究起步较晚,规模还无法与国外相比,2002年6才正式颁布了《机械设备-开放式数控系统-总则》(GB/T18759.1-2002)国家标准,并于2003年1月1日正式生效;2006年我国又正式颁布了《机械设备-开放式数控系统-体系结构》(GB/T18759.2-2006)国家标准,并于2007年4月1日正式生效.如图1所示[2].
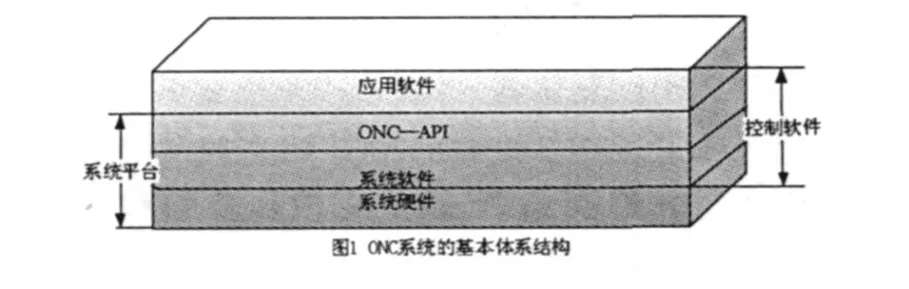
图1 ONC系统的基本体系结构
随着PC机性能的提高,可满足作为数控系统核心部件的要求,而且PC机生产批量很大,价格便宜,可靠性高.数控系统进入了基于PC的阶段[3].
基于PC的开放式数控系统有三种形式:专用CNC+PC型、运动控制器+PC型和纯PC型.专用CNC+PC型的开放性只限于PC部分,而纯PC型存在着操作系统的实时性及稳定性的问题,运动控制器+PC型可以由PC机处理非实时部分,实时部分由运动控制器来承担,能够达到比较理想的效果.
结合研抛加工的特点,综合上述的分析,建立基于研抛设备的数控系统体系结构如图2所示.
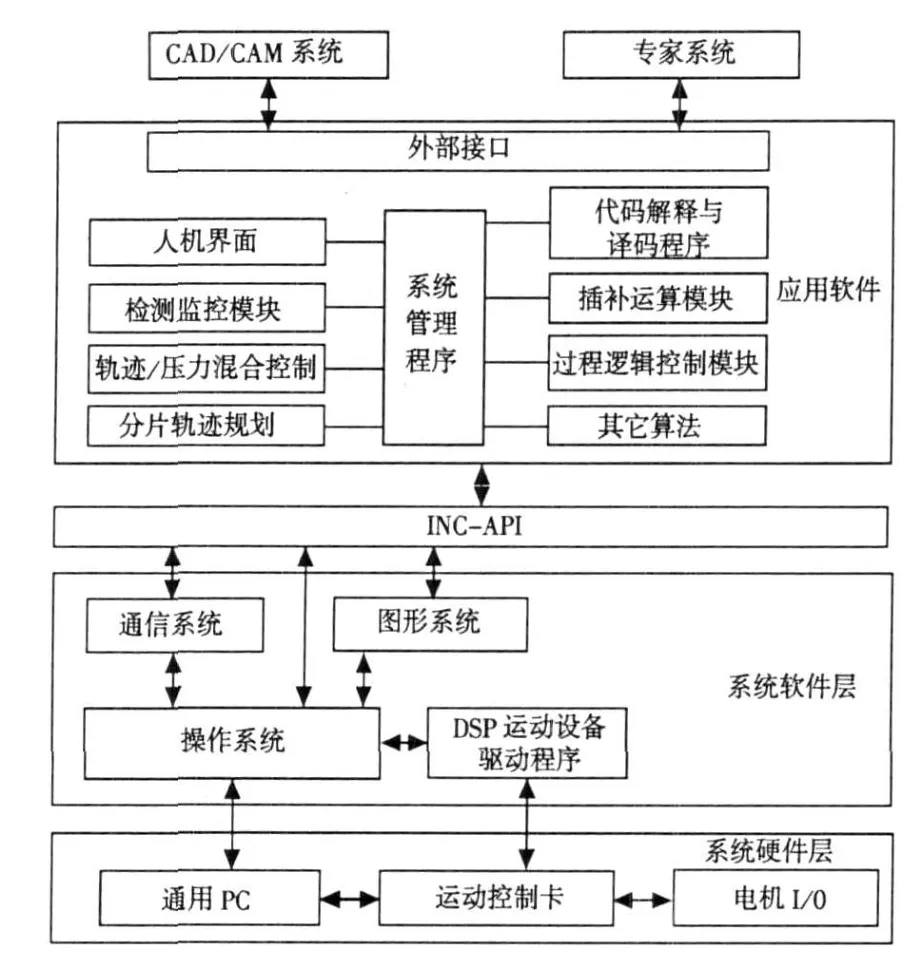
图2 研抛专用装备数控系统体系结构
该数控系统的体系结构分为两部分:应用软件和系统平台.系统平台由系统硬件、系统软件和应用编程接口组成.系统硬件包括通用PC、运动控制卡和I/O模块.通过标准的系统通用总线连接.系统软件包括操作系统、通信系统和设备驱动程序.应用软件通过标准接口实现连接.
2 数控系统的硬件组成
采用基于上下位机的双CPU开放式数控系统,下位机主要承担实时性任务如运动控制、轴伺服控制、机床逻辑控制等.上位机完成数控编程、数控仿真和人机界面处理等非实时性任务.上下位机通过PC总线进行通信,下位机通过PC总线将系统实时运行状态信息传递到上位机,上位机也通过PC总线将参数信息传递到下位机的控制参数模块中.
采用通用PC机为主机,具有PCI插槽;WindowsXP操作系统,软件开发环境采用Visual C++.用TI公司生产的TMS320F2812作为内核的运动控制器来完成运动控制.系统的执行单元模块,采用伺服电机及驱动器组成.PC机通过标准的PCI总线与TMS320F2812与相连,接口芯片选择PLX公司的PCI9054桥接芯片,并对F2812的功能进行扩展,使其能控制6个运动轴.如图3所示.
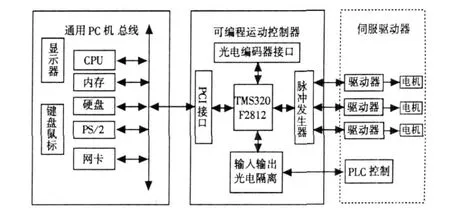
图3 数控系统硬件平台
3 数控系统的软件组成
数控软件可分为基础软件平台、应用平台与应用程序三个层次.系统软件将提供实时多任务API、文件系统、通用网络API、各类设备驱动程序API等接口.应用平台除了包含离散点I/O控制API、传感器API、位置控制器API等接口外,还可集成用户根据系统软件平台提供的API自定义的功能组件接口应用程序这一层含有过程控制、人机界面及系统集成与配置支撑环境等三部分.过程控制包含G代码解释器、DNC组件及PLC组件.人机界面部分包含状态显示、文本编辑器、MDI组件、自诊断组件、网络通信组件、数据库操作、通用菜单等组件.如图4所示.
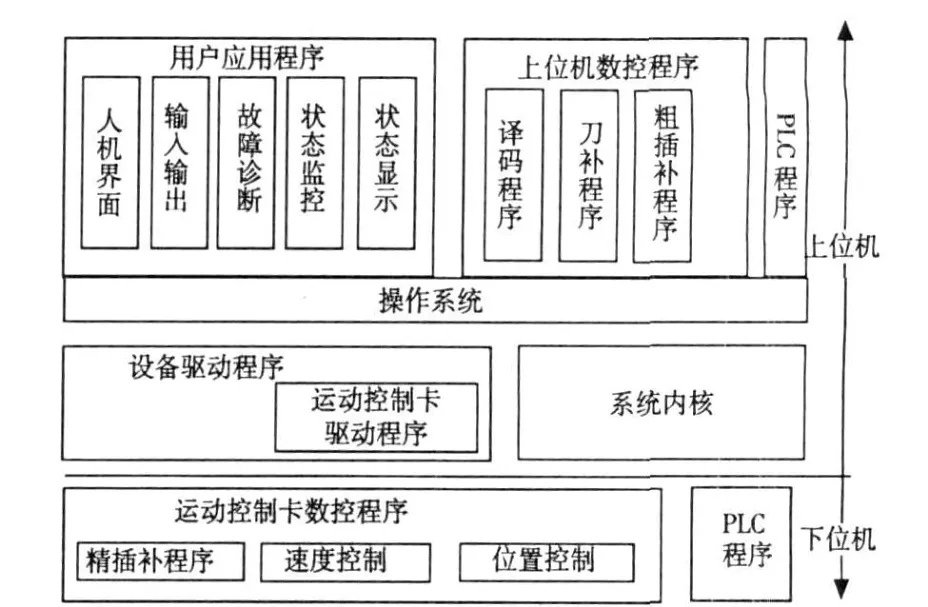
图4 数控系统软件结构
4 数控系统的任务划分
数控系统的功能包括基本功能和选择功能.基本功能是数控系统必备的功能,选择功能是供用户根据机床特点和用途进行选择的功能.系统的基本功能包括:轴控制功能、准备功能、插补功能、进给功能、主轴功能、程序预处理功能、调度管理功能、人机交互功能以及补偿功能和自诊断功能还有研抛加工的力控制、路径规划模块.
数控软件系统是由多个任务组成的一个复杂的计算机应用系统,能够对整个数控系统的硬件资源进行有效的管理和控制,数控系统中的每个任务可以理解为完成特定功能的程序模块,其划分的原则有两点:第一、任务本身的内敛性要强;第二、任务之间的耦合要弱.只有这样,才能保证系统对多任务进行更加有效的管理[4].
数控系统通常作为一个独立的过程控制单元用于工业自动化生产中,因此就功能而言,数控系统的任务可以总体上划分为加工控制任务和辅助管理任务两大类.加工控制任务是直接与数控程序运行相关的任务,包括:译码、刀具补偿、速度处理、插补、位置控制、辅助管理任务,则包括输入I/O处理、显示诊断等,数控系统的这些任务必须协调,管理与控制的某些任务必须同步进行,例如为了便于操作人员及时掌握数控系统的工作状态,管理任务中的显示模块必须与控制软件同时运行.如图5所示.
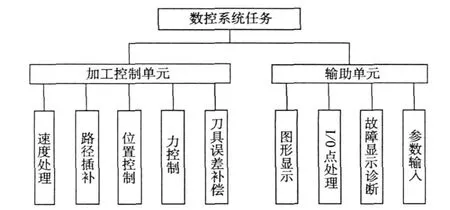
图5 数控系统的任务划分
数控系统包括管理和控制两大任务,在许多情况下,管理和控制的某些工作必须同步进行.例如,当数控系统工作在加工控制状态时,为了使管理员及时了解系统的工作状态,管理软件中的显示模块必须与控制软件同步进行.而在运行过程中,一旦出现突发事件时,必须迅速做出反应.
加工控制任务是数控系统的核心任务,它的数据结构和数据流程是整个加工控制系统的基础.数控系统的整个加工控制过程包括零件程序输入,数控代码解释、插补和位置控制等几个主要任务;数据在整个加工控制过程中的流动情况如图6所示.

图6 加工过程数据流程
从图中可以看出,整个加工控制过程采用了三个缓冲区,分别是预处理缓冲区,指令缓冲区和插补缓冲区.通过设计精良的缓冲存储区解决了加工控制系统中的信息交换问题,通过调整各缓冲区的大小,能预处理几十条乃至更多的指令,使插补时各程序段之间做到"无缝"连接能够及时发现程序运行中的问题,及时作出判断和处理,增加了系统的灵活性和开放性.
5 结束语
基于研抛的数控系统体系结构,硬件上可以通过标准的总线屏蔽各功能部件的差异,软件体系结构总体上分层,层内按功能模块化,使得复用性好,有利于系统的功能裁减和系统维护.实验表明这种体系结构实现了开放式数控系统的柔性、集成和标准化.
[1]黄 河,王甫茂,赵秀粉,等.PC-based开放式数控系统体系结构的研究[J].机械设计与制造,2009,(6).
[2]机械电气设备开放式数控系统 第2部分:体系结构,GB/T18759.2-2006[S].北京:中国标准出版社,2007.
[3]盛伯浩.数控系统自动化的历史演进[J].金属加工,2008,(19).
[4]马 骏,赵万生,狄士春,等.电火花加工CNC系统多任务划分及调度机制的研究[J].哈尔滨工业大学学报,1998,(2).
猜你喜欢
汽车工程师(2021年12期)2022-01-18 06:02:43
作文成功之路·小学版(2019年9期)2019-10-17 01:55:12
制造技术与机床(2017年5期)2018-01-19 02:49:16
制造技术与机床(2017年6期)2018-01-19 02:41:14
制造技术与机床(2017年7期)2018-01-19 02:30:01
制造技术与机床(2017年9期)2017-11-27 02:14:31
制造技术与机床(2017年8期)2017-11-27 02:10:34
系统工程与电子技术(2016年4期)2016-08-24 07:46:12
现代防御技术(2016年1期)2016-06-01 12:13:27
海军航空大学学报(2015年1期)2015-11-11 17:18:08
