
有关高速传带设备张力控制的应用研究
2010-07-09 11:29刘秋楠
制造业自动化 2010年2期
李 南 ,刘秋楠
(1. 兰州理工大学 数字制造技术与应用省部共建教育部重点实验室,兰州 730050;2. 兰州理工大学 机电工程学院,兰州 730050)
0 引言
最近我们研究并开发了一套高速传带设备。该设备是用于原子核对撞机数据采样中的关键设备,其工作原理结构图如图1所示:
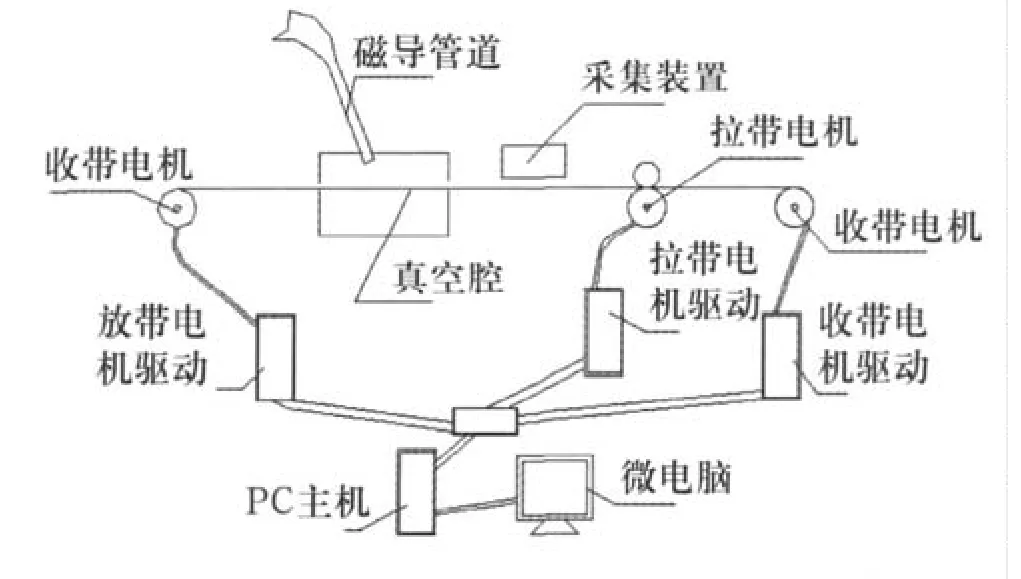
图1 工作原理结构图
如图1所示,由放带电机放出带子,将带子通过滑轮真空盒狭缝,由拉带电机拉过磁带并缠绕到收带电机上,其中在真空盒处,将可能探测出的粒子由粒子输入口通过盐固工艺附着在磁带上由拉带电机50ms拉带500mm至探头处,停200ms让采集装置探测是否存在所需要的衰变粒子。该设备涉及到定位、张力、纠偏等诸多参数的相互控制,尤其是磁带的张力控制贯彻在这个设备运转中,磁带张力过小则容易松弛起皱,张力过大则容易引起变形甚至断裂。机械的不平衡与磨损和电机响应运转等方面引起的张力扰动就无法实现实时的平滑控制,这将直接影响实验的结果。针对磁带在整套设备运行过程中不同部位(放带,拉带,收带)的特点,在充分考虑了张力扰动的多种原因后提出了行之有效的方案。
1 张力控制在设备中的应用
张力控制本质上是一个速度调节问题。在高速传带设备中张力即指放带张力、放带缓冲控制张力、收带缓冲张力和收带张力等四部分。四段张力控制均由伺服电机控制相应收放带轮的速度和运动位置实现。在设备进行运行过程中要使磁带不起皱、不脱带、不断带,施加一合适的张力是必要的[1]。
高速传带设备运行时要求传带速度达到50ms走500mm,此运动是由拉带电机来完成的。
由牛顿第二定律F=ma可以推导出运行中的磁带受力情况如下:
F1-F2=m*d[v(t)]/dt.
其中v(t) :线速度;F1:前张力;F2:后张力;m:取样断的质量。
显然,若要使张力平稳过渡(F1=F2)则磁带的牵引速度就要恒定。其控制的好坏主要取决于调速系统的各项指标[2]。
虽然我们拉带电机的牵引速度是恒定的,但是设备要求拉带电机中间有200ms是停止的,这就需要收放带电机不停地起停,高速加减速运行。由于三个电机各自所在的机械结构上的不同,所以三个电机在速度加速度的响应上存在不同步等因素,有时会发生脱带现象。因此,我们设计并采用了缓冲弹簧和4个限位(其中两边的是极限位置,一旦放带电机侧的滑轮到达其中一个位置,设备将停止运转,中间的两个是用来调节放带电机的速度)进行控制收放带电机的加减速(如图1所示)。
以放带部分为例我们进行分析:
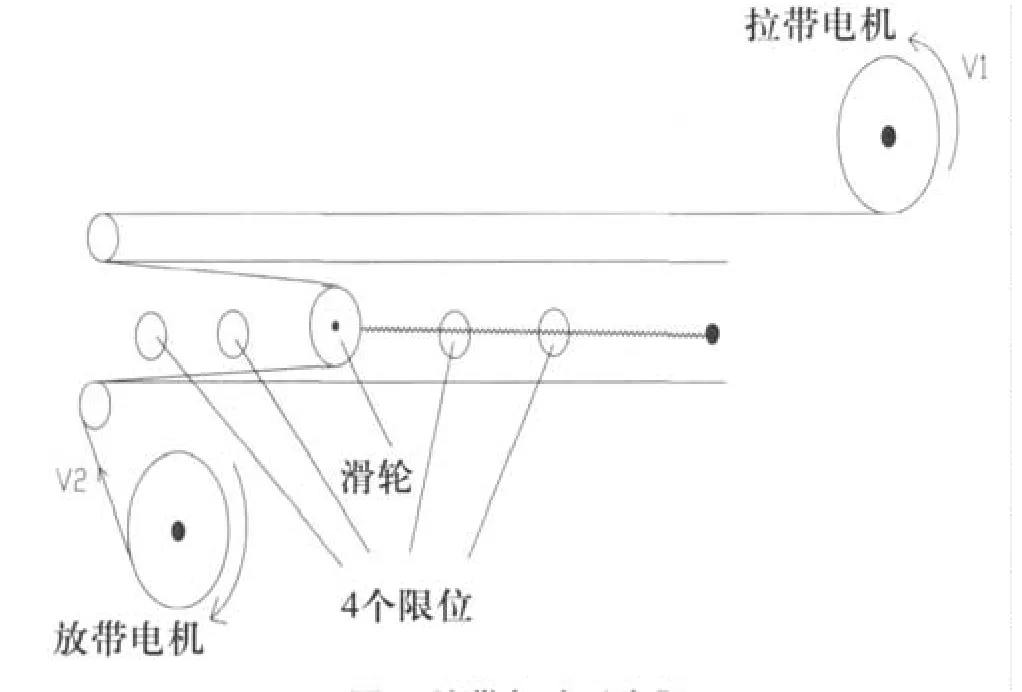
图2 放带部分示意图
图2是放带部分示意图。设拉带时的张力为F ;拉带电机的速度为V1;放带电机的速度为V2。显然V1>V2,磁带张紧;当V1
如图2所示,设备运行时放带侧缓冲滑轮的运动位置为左右限位之间,初始停止位置为左右限位之间;在启动时,需要根据拉带电机的初始速度来计算放带电机的初始速度,如果放带电机的初始速度过快,放带侧缓冲滑轮就会向右限位偏离,计算所得估算直径值就偏大,在运行几次后,放带侧大缓冲滑轮就会碰右限位,并且超程碰右极限,使三个伺服电机都停止;相反放带电机放带加速度偏小,放出的磁带不足以保证拉带电机一次需要拉过的500mm的距离,就会使放带侧缓冲滑轮碰左限位,几次运行后易碰左极限停机。所以放带伺服电机的初始运行速度,加速度与启动延时的大小,都要计算准确,否则不能保证拉带电机与放带电机的协调运行。另外,放带电机加减速的大小也要能保证放带电机在拉带时放出的磁带不碰右极限停机,拉带停止时,放带侧缓冲滑轮不能超左限位,碰左极限停机。
计算时,我们采用输入收放带盘的直径来给收放带电机所需要的的脉冲当量,输入的直径越小,脉冲当量就越大;相反,直径越大,脉冲当量就越小。当系统的张力为恒定值时放带盘上传送带缠绕的松紧度为恒定值,但是由于我们此处采用弹簧提供薄传送带的张紧力,在放带侧大缓冲滑轮在左右限位之间运动时,弹簧的张紧力是变值,这也就导致了放带盘上传送磁带缠绕大松紧度不同,这个松紧度是个不可测量值,所以我们在每次比较拉过的带长和估算的传送带直径之后,减少或者增加的2倍带厚大基础上又做了微量的调整,即在放带盘侧的滑轮在触碰左右限位的时候,我们在当前PC计算的直径的基础上使直径值加1或减1,从而使给伺服电机的脉冲相应的变小或变大,调节电机的转动位移,协调与拉带电机之间的运动。
收带部分的工作原理与放带部分相似,在此就不多做描述。
综上所述可知我们在整体上对该设备采用张力控制,在细节调整上采用模糊控制原理。具体来说就是采用收放带侧弹簧拉动缓冲滑轮的位置检测装置和PC+运动控制卡构成自动控制系统,以调整收放带速度与运动位置,从而调整控制传送带缓冲滑轮的位置,调整传送带的张力。而张力调整量为收放带侧滑轮运动左右限位的距离乘上弹簧的刚性。因为通过滑轮位置检测装置的反馈构成闭环, 并根据模糊自适应PID控制原理,设计模糊模糊自适应PID控制程序功能模块,将收放带盘上传送带的直径值作为控制量,进而调节控制伺服电机得到稳定的张力。
2 结论
本文介绍的张力控制方法一方面使高速传带设备不但控制精度高,反应快,张力波动小,可吸收系统中突然产生的张力峰值。并且它很容易实现拉带的快速起停,并在机器加、减速时有很好的缓冲吸收作用,达到准确检测短衰变周期离子的效果。另一方面与高速传送带类似的设备还有很多。例如,在纺织行业中,浆纱机、浆染联合机、并轴机等设备都会有收放卷的环节。传递纸张、薄膜、铝箔的卷绕系统在工厂中都十分常见。通过研究高速传送系统,可以使生产效率提高,节省材料消耗,在塑料薄膜、纺织、印染、造纸、复合材料等领域有着广泛的推广前景。
[1] 张一清.软包装生产线上薄膜的张力控制[J].基础自动化,1999,6(6):18-20.
[2] 吴旭.高速浮辊张力控制系统的研究[J].电子工业董用设备,2007,154:5-6.
[3] 邱鸣.测径及张力控制[J].百花苑,2007,29(12):47-48.
猜你喜欢
中学生数理化·高一版(2021年1期)2021-03-19
——“模型类”相关试题选登
教学考试(高考物理)(2020年4期)2020-11-16
小学生学习指导(高年级)(2020年3期)2020-06-08
乐活老年(2019年8期)2019-08-16
中学教学参考·理科版(2016年11期)2017-06-08
读者·原创版(2016年3期)2016-04-16
声屏世界(2012年2期)2012-11-22
