
伺服控制系统在纸箱包装机中的应用
2010-07-05 11:32:30陈首原陈志洪
自动化与信息工程 2010年1期
陈首原 陈志洪
(1.广州市铁路职业技术学院 2.科时敏包装设备有限公司)
1 引言
热收缩膜包装形式有经济、安全可靠、便于区域运输销售等优势,被国内饮料行业普遍采用。但由于啤酒生产使用的玻璃瓶及瓶身碰撞易损,热收缩膜包装形式的局限性不能完全解决啤酒及其他玻璃瓶包装行业的需求。因此,纸箱包装是啤酒、饮料的高规格、高档次的包装,解决了长途运输的问题,弥补了热收缩膜包装的缺陷,两者互补,是啤酒、饮料包装不可缺的两种包装形式之一。我国纸箱包装机长时间处于35箱/min的包装能力,仅能满足2万瓶/h啤酒、饮料包装生产线的需求。通过市场调研,在现有装箱机技术的基础上,进行技术改进,吸收国内外装箱机的优点,成功地开发出60箱/min全自动纸箱包装机,解决了啤酒、饮料4万瓶装箱的需要。
2 纸包装机的技术结构和工作原理
2.1 控制系统的组成
科时敏 e-STAR R60纸箱包机采用 B&R(贝加莱)控制系统,PLC为CP476通过CAN现场总线与所有伺服驱动通讯,面板采用PP451,并通过CAN连接EX470进行远程IO扩展。控制系统见图1。
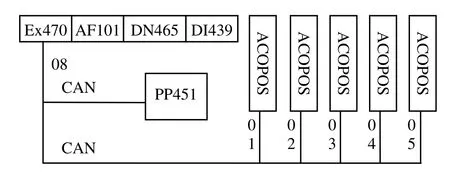
图1 e-STAR R60纸箱包机B&R控制系统
上位界面PP451的以太网地址号为 0 1;3IF771.9通讯卡的CAN现在总线地址号为 0 9;推瓶伺服驱动器的CAN现场总线地址号为 01;分瓶1伺服驱动器的CAN现场总线地址号为 02;分瓶2伺服驱动器的CAN现场总线地址号为 03;出口伺服驱动器的CAN现场总线地址号为 04;吸纸板服驱动器的CAN现场总线地址号为 05;EX470总线控制器CAN现场总线地址号为 C 6;
各设备所对应CAN现场总线号必须绝对正确,否则系统不能正常运行。正常情况下,系统在上电后,IF771的CAN通讯指示灯会快速闪烁,各伺服驱动器的AC110通讯卡上的两个通讯指示灯保持常亮,否则通讯不正常。
2.2 全自动高速纸箱包装机的组成及工作原理
全自动高速纸箱包装机主要由纸板供给、瓶输送、取纸箱板、分瓶、纸箱板传送、推瓶、纸箱折叠成型、喷胶、封箱粘合等组成。纸箱板供给由纸箱板储存库、纸箱板等待工位、纸箱板水平输送、纸箱板供给主托叉、纸箱板供给副托叉、检测开关等组成。主要完成对包装机的纸箱板供应,适应于高速包装机纸箱板供应不能间断的需求,使得纸箱板供应更加畅顺。瓶输送分两部分,一部分是由变频调速控制电机运行速度,将包装线上的瓶按照要求有规律的进行输送,缺瓶检测保证瓶的连续供给,提供给包装机;一部分是由主驱动通过机械传送.按照主机运行节奏进行输瓶。取纸板是由伺服电机驱动,以从动的方式与主驱动同步运行,带有两组吸盘,两组吸盘交替取纸板,达到了高速取纸板的功效,可以实现60箱/min的纸板供给。分瓶由1号分瓶伺服电机和2号分瓶伺服电机及主驱动电机完成控制,将瓶子有规律的分成3×4一组。纸板传送是将取到的纸板通过若干个工位传送到上瓶处,动力由主驱动提供,缺纸板和双层纸板的检测用以保证纸板的正常供给。推瓶机构的作用是分瓶后的整理,通过推瓶杆进行推瓶,瓶通过无动力过度板时,将瓶排列紧密,提高包装质量。纸箱折叠成型、喷胶、封箱粘合完成啤酒、饮料的包装,根据纸箱的结构,确定喷胶的位置,封箱粘合的适度调整,确保封箱的质量。纸包机工作流程见图2 。

图2 e-STAR R60纸箱包机生产流程
3 纸包装机的控制系统
3.1 主控制器
主要包括模拟量控制、光源控制、传感器控制、定位控制、传动控制、气动控制、工艺过程、工艺参数、运行故障、安全防护、产品质量等控制。采用可编程逻辑控制器及辅助系统来实现控制的准确性和实时性。
3.2 多电机拖动的同步技术与伺服传动技术
包装物品由主传动系统传送,各种包装辅助材料由供送系统传送,它们之间的动作必须协调配合,控制上严格保持一致。采用多电机拖动的同步技术利用伺服传动技术代替常规传动部件,使包装机具有执行、反馈、自适应等功能。多电机伺服系统采用PLC控制,机器各工位的检测由外围各工位的接近开关来完成,实现无触点信号输入和系统的光、机、电和气动装置的协调动作。通过调整分瓶器及调整喷胶、封箱、整型气缸位置,可以改变包装规格。
3.3 操作系统设计
变频控制技术与人机界面技术的联合应用,使包装机械在自动、手动、调试等工作方式时,控制设备在不同的速度下运行。变频器配备通信模块,通过RS-485接口可在操作站的人机界面上显示和设定主驱动参数。操作屏作为PLC的接口,能进行与检测有关参数的设置,能显示常用数据,操作方便,界面简洁。
4 控制系统方案
高速纸箱包装机的控制系统主要由运动控制器EX470、PP451人机界面、检测元件、执行元件、伺服驱动器、伺服电机等组成。运动控制器 EX470通过CANbus总线控制伺服驱动器,对伺服电机实施控制。通过CAN总线对运行参数进行设置和控制。
机器运行位置的检测和包装周期设定在伺服控制中。伺服电机装有旋转编码器,根据旋转编码器的反馈信号,伺服控制器对伺服电机进行闭环控制。旋转编码器选择是增量型编码器,它产生频率与电机转速成正比的电脉冲信号,伺服控制器对脉冲计数,依此对伺服电机进行控制。通过编码器的专用接口。将数据传送到 EX470,其数据数值表明机器的运行位置。在包装过程中,推瓶杆推出一组瓶完成一个包装,在推瓶杆经过处安装一个检测开关,利用它对EX470记录的编码器数据进行复位。此数据的周期性变化,EX470中的数据表明包装周期内的位置数据。在每一个包装周期内,取纸板、放纸板、分瓶等动作数据与EX470中的数据有一一对应的关系,根据一一对应的数据对机器的每一个动作进行控制。
4.1 分瓶电机的控制
分瓶驱动是分瓶电机驱动两组挡瓶爪。在纸箱包装机中,包装段的瓶传送通过主驱动电机实现。分瓶是将排列紧密的瓶分成3×4或其它组合的瓶组。两个分瓶电机的传送链上,分别装有等距离的两组挡瓶爪,两个电机快慢交替运行。将排列整齐的瓶分成 3×4瓶组。通过主驱电机传送到下一个工位。
分瓶电机的控制。两分瓶电机有规律的交替快慢运行。特点是以主驱动电机脉冲数作为同步信号(X方向),分瓶电机自身的脉冲数(Y方向),按照设定的运动曲线进行运行,即只有在主电机运行的情况下,分瓶电机作为从电机按照特定的曲线同步运行。
分瓶电机同步位参数的设定决定了分瓶电机按照一定的规律运行,运行的起始位和停止位就要有一个参考位,此设定可在人机界面PP451上设定。相对于某一个参考点的位置,产品不同,包装形式不同,其参考位不同,电机切换点不同。
4.2 纸箱板供给系统
纸箱板供给系统主要由纸箱板水平供给和纸箱板垂直供给两部分组成。
纸箱板水平供给。水平纸箱板供给由水平供给电机驱动,通过检测供箱板输送链的状态,控制电机。将箱板从初始堆放处,输送到箱板等待工位。当副托叉托住纸箱板,主托叉下降到初始位,控制电机将等待工位的纸箱板输送到垂直工位,完成一个水平供纸箱板的过程。
纸箱板垂直供给。垂直纸箱板供给由垂直供给电机驱动,一台电机驱动主托叉, 另一台电机驱动副托叉。垂直纸箱板供给主要由电机驱动主托叉供给纸箱板.当纸箱板供应减少到一定的数量时,由副托叉托住剩余纸箱板,主托叉下降等待纸箱板,当纸箱板托起到位后。抽出副托叉由主托叉正常供给,完成一组纸箱板的补充。如此可保持纸箱板的供给不间断,达到高速度包装的纸箱板供给。
4.3 取纸箱板系统的组成和控制
取纸箱板系统的组成。取纸箱板系统由驱动轴、同步齿型带、被动轴组成。同步齿型带安装两组吸盘,伺服电机与主驱动电机同步往返运行,以达到高速取纸箱板的效果。
取纸箱板系统的控制核心是对伺服电机的控制。伺服电机驱动同步齿型带,同步齿型带上安装两组吸盘,进行取纸板。伺服电机正转运行,第l组吸盘到达放纸板位置时,释放纸箱板,同时第2组吸盘动作,当到达吸纸箱板位置时吸纸箱板,取纸箱板完成了一个取纸箱板周期。伺服电机反转,第2组吸盘到达放纸板位置时,释放纸箱板,同时第1组吸盘到达吸纸箱板位置吸纸箱板,取纸箱板完成了下一个取纸箱板周期。
5 结语
伺服控制系统的应用使控制更加精准;系统更加完善、灵活、稳定可靠。使用伺服电机不仅减少了机械冲击对设备的损害,而且大大降低了使用传统控制方式的设备故障率。
此项目已在科时敏包装设备有限公司生产的纸包装机广泛应用,生产的纸箱包装机出口欧美及东南亚等地区和国家。
[1]李幼涵.伺服运动控制系统的结构及应用[M].北京:机械工业出版社,2006.10: 25~98
[2]贝加莱工业自动化(上海)有限公司. 贝加莱B&R控制系统手册. 2007
猜你喜欢
疯狂英语·新悦读(2023年11期)2023-12-26 09:32:50
小猕猴学习画刊(2022年12期)2022-02-06 02:59:22
数学小灵通(1-2年级)(2021年6期)2021-07-16 05:21:00
微特电机(2020年11期)2020-12-30 19:42:32
数学大王·低年级(2019年10期)2019-11-25 02:38:18
小太阳画报(2019年3期)2019-06-11 10:29:47
电子制作(2018年17期)2018-09-28 01:57:00
通信电源技术(2018年3期)2018-06-26 06:33:36
创新作文(小学版)(2017年33期)2017-04-04 02:02:14
工业设计(2016年6期)2016-04-17 06:42:53
