
金属托槽与复合树脂修复材料黏结抗剪切强度的实验研究
2010-06-22 06:30:48柳宏志李德超
黑龙江医药科学 2010年4期
关 玲,彭 惠,柳宏志,李德超
(1.佳木斯大学附属第二医院,黑龙江 佳木斯 154002;2.大庆油田总医院,黑龙江大庆 163001)
近年,随着复合树脂在临床的广泛应用以及成年正畸患者比例的不断增加,正畸托槽与口内树脂修复体的直接黏结已经成为正畸黏结技术面临的一个新课题。其关键是如何达到有效正畸黏结强度及去托槽后保持树脂表面的低破裂率。本研究旨在探讨采取何种树脂表面处理方式既可满足有效黏结,又可对树脂修复体的表面强度和美观影响最小,为临床应用提供实验参考依据。
1 材料和方法
1.1 材料及设备
卡瑞斯玛光固化复合树脂(上海贺利氏-古莎公司),Transband XT光固化正畸黏结剂(美国3M公司),自凝树脂(上海新世纪齿科材料公司),红蜡片(上海医疗器械齿科材料厂)37%牙釉质酸蚀凝胶(美国3M公司 ),金刚砂车针 (日本 Shofu公司),硅烷偶联剂(日本 Shofu公司),上中切牙网底直丝弓托槽(杭州新亚齿科材料公司 ),LED光固化机 (美国 BeyondTM),10倍放大镜(上海光学仪器公司),扫描电镜(日本 JEOL公司),电热恒温水浴箱(北京同华医疗器械厂),微机控制电子万能试验机(济南试金集团有限公司济南试验机厂)。
1.2 实验步骤
1.2.1 制备试件
(1)翻制牙面用铝制模具的制备:用红蜡片制成3.0cm×3.0cm×3.0cm的正方块,制备过程选用成品上颌中切牙粒,将其唇面向下包埋于加热后柔软状的蜡块正面中心部。凝固后取出牙粒,经修整后翻制、修整出铝制同形模块,模具完成。(2)光敏树脂牙片的成型:光固化复合树脂于模具的唇态凹槽处分次填充,均匀按压并逐层固化,直至凹槽充满。完全光固化后拉出成型膜,取出充填成型牙片,打磨抛光唇面。(3)试件完成:将光敏牙片背侧打磨粗糙后,自制圆形模具内应用自凝树脂将其包埋固定,外露完整唇面形态。待包埋材料完全凝固后修整、打磨试件边缘,试件完成。照上述方法制作140个试件。经10倍放大镜检查无裂纹及磨损,置冷水中备用。
1.2.2 实验分组
140个树脂试件,按照不同表面处理方式随机分为 7组,A组:金刚砂车针(黄环,极细 20~ 30μm)打磨;B组:37%的磷酸酸蚀1min;C组:涂布硅烷偶联剂;D组:金刚砂车针打磨+37%的磷酸酸蚀1min;E组:金刚砂车针打磨+硅烷偶联剂;F组:37%的磷酸酸蚀1 min+硅烷偶联剂;G组:金刚砂车针打磨+37%的磷酸酸蚀1min+硅烷偶联剂,每组试件20个。
1.2.3 表面处理及托槽黏结
所有试件均经75%酒精清洁、吹干后,按实验分组将其进行相应表面处理后,无油水气冲洗 20s,压缩空气吹干20s,均匀涂布一薄层 Transbond XT黏结剂的底胶,将适量黏结剂置于托槽底板,用500砝码的重力加压 10s,将托槽黏结于树脂牙面的正确位置。去除托槽周围多余黏结剂,在托槽各邻面光固化10s。黏结后10min,试件置于 37℃恒温水浴箱 (人工唾液浴)中 24h,随即于5~ 55℃水浴箱之间进行温度循环实验,每次停留 30s,两水箱各停留一次为一循环周期,共循环1000次。
1.2.4 测试抗剪切强度
所有试件疲劳试验后,分别置电子万能试验机下端夹具上,试验机上端动力夹处固定刃状刀具,以1mm/min的速度匀速向下剪切,试验机自动记录并保存托槽脱落时数据。计算抗剪切强度(M Pa),即托槽脱落时所受剪切力值(N)/托槽底板面积(mm2)。
1.2.5 分析断裂面破坏模式
10倍放大镜观察并记录:(1)有无树脂面破裂及破裂数,以 (+)、(-)表示。(2)树脂面上的黏结剂残留量,按黏结剂残留指数(ARI)计算。0分:牙面上无残留黏结剂;1分:牙面上有黏结剂残留,但不到黏结面积的一半;2分:牙面上有黏结剂残留,但大于黏结面积的一半;3分:所有黏结剂残留在牙面上,且黏结剂表面有托槽底板的压痕[1]。
1.3 统计学处理
用 SPSS 13.0统计软件进行统计分析,不同处理方式对黏结强度的影响用析因设计的方差分析,用 Student-Newman-Keuls检验进行各组间均数两两比较;不同处理方式间破裂率通过 Kruskal-Wallis秩和检验,经 Nemenyi法两两比较;以 P<0.05为有统计学意义。
2 结果
经微机控制电子万能试验机所测得各试件黏结托槽、疲劳试验后抗剪切过程图如图1,其负荷-变形曲线图如图2;各组试件抗剪切强度值、ARI指数及托槽脱落后的树脂面破裂率见表1,不同处理方式间比较差别有统计学意义(P < 0.05)。
图1 试件抗剪切测试过程图
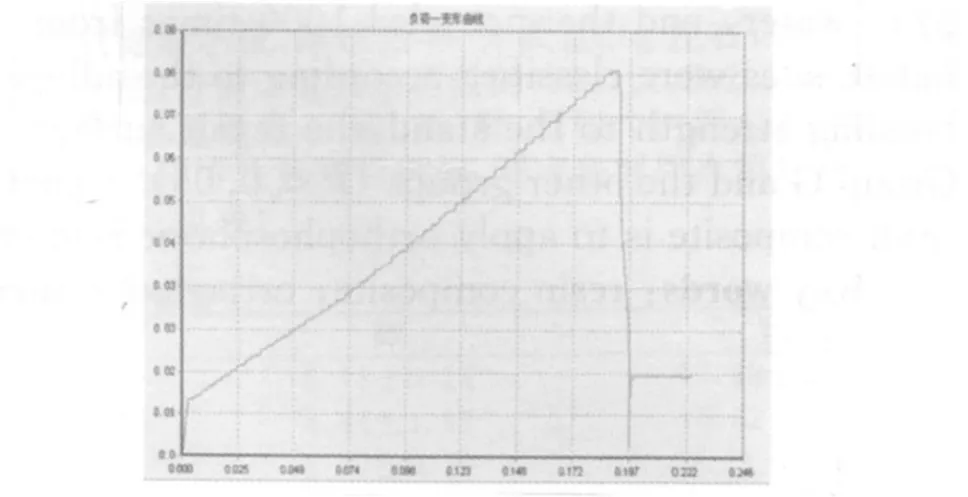
图2 抗剪切力负荷-变形曲线图
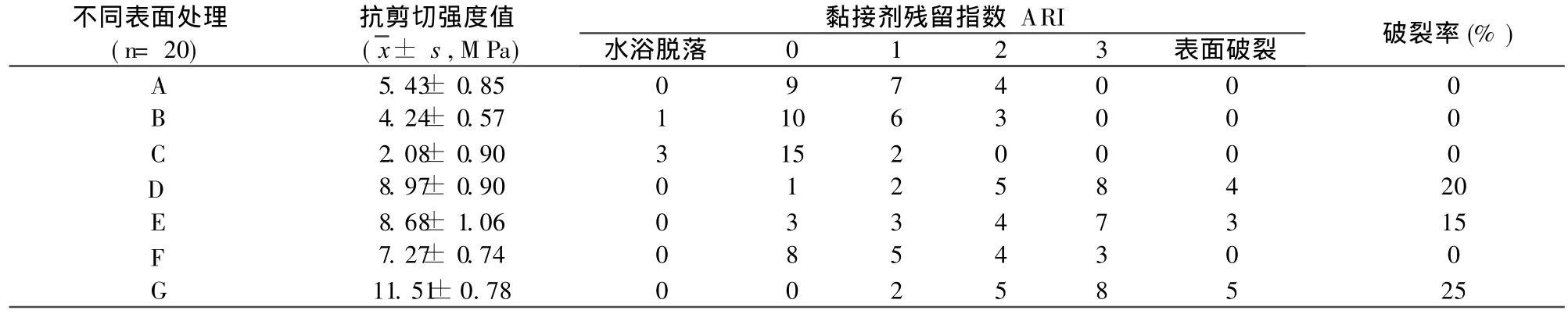
表1 金属托槽与树脂面黏结抗剪切强度、ARI指数及破裂率结果
由表1可见,树脂修复体表面处理的方法 D、E、F组经黏结托槽、冷热水循环疲劳试验后,抗剪切强度达到目前公认的托槽黏结抗剪切强度6~ 8M Pa;G组抗剪切强度过高,致去托槽后修复体表面破裂率明显升高;A、B、C组强度均不能达到口腔正畸黏结托槽要求;方法 D、E、F优于方法 A、B、C、G,有统计学意义 (P <0.05)。方法 F组去托槽后破裂率低于方法 D、E组去托槽后破裂率20%、15%,有统计学意义(P < 0.05)。
3 讨论
正畸托槽与复合树脂修复体的有效黏结即足够抵抗咀嚼力和正畸力且在托槽去除后不影响其表面恢复。有研究表明,6~ 8M Pa为有效正畸黏结强度[2]。通常树脂表面经单一处理方法不能达到有效正畸黏结强度,本实验中 A、B、C组样本在疲劳实验后,其抗剪切强度明显降低,未达到该强度;经联合处理 D、E、F、G组疲劳实验后,其抗剪切强度较高,显示修复体的表面预处理方式是影响黏结强度的首要因素,与已有研究一致[3]。本实验中 D、E、G组均达到有效黏结强度8.97M Pa、 8.68MPa、 11.51MPa,但同时破裂率比较中 ,达20%、15%、25%,说明打磨粗糙在提高托槽与树脂面间的抗剪切黏结强度同时也增加去托槽时树脂修复表面破裂率。
有研究显示经过磷酸酸蚀,树脂面在扫描电镜下观察并未发生显著的显微结构变化,不易提供良好的微机械固位[4]。本实验中 B组未达到有效黏结强度,但 D、F、G组经酸蚀联合其他处理方法均达到有效黏结,说明磷酸酸蚀能够提高黏结强度。有学者研究认为,硅烷偶联剂在增加托槽与树脂修复体间黏结强度的同时可能会增加破裂率[5]。本实验中使用硅烷偶联剂组抗剪切黏结强度明显增强,这表明硅烷偶联剂能提高托槽与树脂修复体间的黏结强度,但本实验中其破裂率并无显著增加,这与国内学者[6]实验结果近似。本实验联合处理 F组不但达到有效黏结强度,且去托槽后对修复体表面完整性影响相对较小,明显优于其他各组,显示磷酸酸蚀结合硅烷偶联剂是较佳的表面处理方法。众所周知,实验室的研究结果和数据常被用于评价黏结质量与效果,但实验室的研究与临床应用二者可能存在一定的差异。在临床上,由于复杂的口腔环境、托槽受力方式和去托槽技术均可能有异于实验室的条件,因此,本研究的实验结果还有待于临床应用的实践检验。
[1] David V A,Staly RN,Bigelow HF,et al.Remnant amount and cleanup for3adhesives after debraketing[J].Am J Orthod Dentofac Orthop,2002,121(34):291-296
[2] Bourke BM,Rock W P.Factors affecting the shear bond strength of orthodontic brackets to porcelain[J].Br J Orthod,1999,26(4):285-290
[3] Atsu SS,Gelgor IE,Sahin V.Effects of silica coating and silane surface conditioning on the bond strength of metal and ceramic brackets to enamel[J].Angle Orthod,2006,76(5):857-862
[4] Kao EC,Eliades T,Rezvan E,et al.Torsional bond strength and failure pattern of ceramic brackets bonded to composite resin laminate veneers,[J].Eur J Orthod,1995,17(6):533-540
[5] Chung K,HsuB,Berry T,et al.Eeffect of sandblasting on the bond stregthn of The bondbale molar tube braeket[J].J Oarl Rehabil,2001,28(5):418-424
[6] 朱红,陈湘涛.不同处理方法对树脂面与托槽黏结强度的影响[J].黑龙江医药科学,2008,31(1):20-21
猜你喜欢
昆明医科大学学报(2021年12期)2021-12-30 07:00:04
中外医学研究(2017年29期)2017-12-16 21:56:09
中国塑料(2016年10期)2016-06-27 06:35:18
中国塑料(2016年7期)2016-04-16 05:25:50
池州学院学报(2015年3期)2016-01-05 01:13:12
中国医学创新(2015年28期)2015-12-30 13:38:16
中国塑料(2015年12期)2015-10-16 00:57:23
中国实用医药(2015年3期)2015-05-09 10:40:19
华西口腔医学杂志(2013年6期)2013-12-18 02:38:40
中国医药指南(2012年10期)2012-11-13 08:40:38
