光纤连接器研磨机伺服控制系统设计
2010-06-05 10:47喻伟闯罗晓曙杨春慧
电子设计工程 2010年6期
喻伟闯,罗晓曙,杨春慧
(广西师范大学 电子工程学院,广西 桂林 541004)
光纤连接器是光纤通信网络中应用最广泛的光无源器件,其核心部件是光纤插针[1]。光纤连接器制造过程中的一道重要工序就是利用光纤连接器研磨机对陶瓷插针端面进行研磨。为了使光纤插针端面与研磨砂轮按要求接触研磨,涉及到研磨机操作台X、Y、A 3个轴方向上的重复定位运动控制。伺服控制系统是光纤连接器研磨机的一个重要组成部分。
伺服电机能将输入的电信号转变成角位移或角速度输出,具有运行稳定、无自传和快速响应等特性,在伺服控制系统中作为执行元件。
ED200伺服放大器是一种智能化的伺服电机控制器,能提供速度、位置和力矩的全数字化控制[2]。PLC的使用可以提高伺服控制系统的稳定性,增强系统的抗干扰能力;触摸屏的使用可以提供清晰的人机操作界面。
本设计的研磨机伺服控制系统由伺服电机、ED200伺服放大器、PLC和触摸屏4部分组成,将它们的优点结合起来,极大地提高了光纤连接器的研磨质量和成品率。
1 伺服系统的组成结构及工作原理
伺服系统是用来控制被控制对象的某种状态,使其能自动地、连续地、精确地复现输入信号变化规律的一种自动控制系统[3]。由于光纤连接器插针的芯径很细,为了按照倒角要求研磨出较理想的端面,操作台 X、Y、A 3个轴方向的重复定位误差必须控制在一定的范围内。ED200伺服放大器采用高响应矢量控制,具有高精度的电流检出能力,可以实现高精度、高速度和稳定进给,能很好满足系统的控制要求。
光纤连接器研磨机伺服控制系统是一个闭环控制系统。图1是其闭环伺服系统框图,系统将输出位移与设定进行比较,自动对位置环参数、速度环参数、电流环参数以及励磁参数进行调整,使目标位置与实际位置趋于一致,从而达到精确定位的目的。
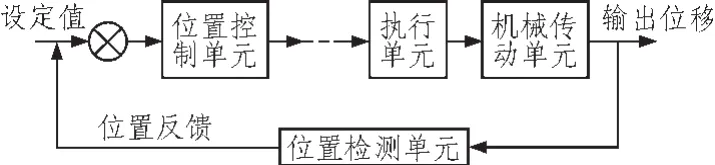
图1 研磨机闭环伺服系统框图
2 伺服系统设计
2.1 系统的硬件设计
本设计在硬件上选用Kinco公司的S23型两相伺服电机、ED200型伺服放大器以及三菱公司FX2N系列PLC和GOT1000触摸屏。
光纤连接器伺服控制系统硬件结构如图2所示。研磨过程中涉及到水平、垂直和旋转3种运动,分别由X、Y、A 3个轴的伺服电机和伺服放大器控制。3个轴的连接与控制方式类似,图中为PLC与一个轴的伺服放大器相连的情况。

图2 研磨机伺服系统硬件结构图
ED200伺服放大器是一款智能型全数字伺服驱动器,驱动器内部集成了驱动、控制、总线、I/O等功能,内部可以存储256段程序,每段程序又都可以存储一种运动曲线,包含加速度、减速度、最大速度、目标位置等重要的运动曲线参数,通过8个I/O口,实现最多128种运动曲线直接调用[2]。利用ED200提供的通讯功能,外部控制器PLC可以调用ED200内部存储的256段程序并通过触摸屏人机界面的数据输入窗口直接修改驱动器内部系统参数。
2.2 系统的软件设计
研磨机伺服系统的软件设计包括ED200内部对象 (目标位置、速度、加速度、减速度、找原点方式以及工作模式等)赋值和PLC编程控制。
ECO2WIN是ED200伺服放大器专用编程软件,采用顺序编程(Sequencer Programming)的方法对放大器内部的对象赋值。由于研磨过程多次涉及到定位,因而工作模式选用位置控制模式(绝对/相对位置模式),该模式下要定义的对象如表1所示。
ED200伺服驱动器每段程序都有一个相应的程序段号,在其列表内最多包含8个具有读写(RW)属性的对象。调用一段程序后,该程序段内的所有指令会按照从上至下的顺序依次执行,这就是顺序编程思想。
图3是Y轴伺服放大器控制伺服电机带动操作台进入入料点的参数设定窗口。程序段号为11,工作模式选择位置模式中的绝对位置运动方式(设备状态字60400010设定为0X003F),最大速度、加速度、减速以及目标位置值分别设定为 30 000、160 000、16 000 和 40 000。

图3 顺序编程图
ED200伺服提供的触发程序段的控制事件有输入端口的边沿信号触发、内部编程设定的定时器时间到、两个数值的比较结果为真、目标位置到达等,一些事件可以重复定义,所以一段程序可以执行一次也可以执行多次。同时,在一个程序段内又可以调用另外一个程序段。
在ECO2WIN软件的数字输入窗口可以设定ED200数字输入端口DIN1~DIN8的边沿信号所对应的程序段,实现从输入口调用内部程序段的功能。设计中ED200数字输入端口的信号由PLC提供,这样就可以通过PLC间接对伺服电机进行控制。
光纤连接器插针体研磨的一个完整的单周期工序包括入料、研磨、出料以及伺服定位等操作,图4为系统的软件流程图。其中,定位部分主要由ED200伺服放大器内部顺序编程控制,并且通过PLC信号触发程序段。研磨机整机系统由PLC编程控制,PLC采用梯形图编程方法。
ED200支持两线(半双工)和4线(全双工)的RS485通讯。PLC的通讯扩展模块FX2N-485-BD与ED200进行RS485通讯,可以实现两者间的数据交换。PLC程序采用梯形图编写,传输数据的地址及字节数用RS串行通讯指令设定[4-6]。接入触摸屏后,通过触摸屏的数据输入窗口可以修改ED200内部程序段的目标位置值。
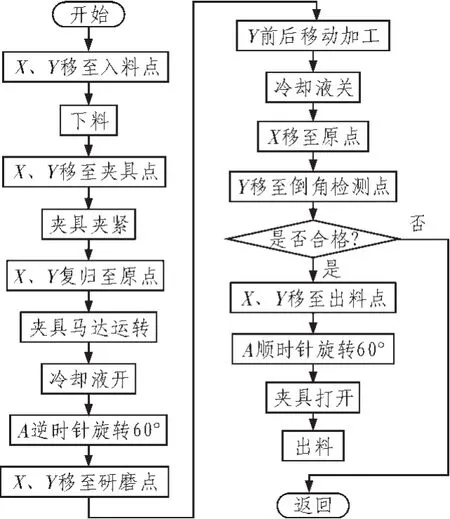
图4 软件设计流程图
3 软件调试
ECO2WIN带有示波器功能,用来以动态曲线方式监控运行参数(如速度、位置和电流等),示波器对判断电机的运动状态和调节性能有着非常重要的作用,可以直观地观察电机的过冲、过载以及速度平稳性。图5为A轴电机速度和位置的监控曲线。从图5中可以看出,A轴电机转动的最大速度为10 000 inc/s,最大位移为4 000 inc,工作模式为-1,通道1设定为“Actual position”,为速度曲线。通道2设定为“Actual velocity”,为位移曲线。
4 结束语

图5 A轴电机速度和位置的监控曲线
光纤连接器插针体端面加工属于高精密研磨,对研磨机伺服控制系统的定位精度提出了极高要求。本设计将ED200伺服驱动器、PLC和触摸屏运用于光纤连接器研磨机伺服控制系统中,极大地提高了光纤连接器研磨效率。设计选用ED200伺服放大器,编程简单,便于PLC控制。此外,利用通讯扩展模块建立了PLC与ED200间的RS485通讯,系统控制参数可通过触摸屏修改,灵活方便。实际结果表明,该系统应用于光纤连机器研磨机后,整机系统性能更加稳定、定位精度高,并且易于操作,提高了生产效率。
[1]马天,黄勇.光纤连接器用氧化锆陶瓷插针[J].成都大学学报:自然科学版,2002,21(4):13-18.
[2]上海步科电气有限公司.Kinco伺服驱动器使用手册[Z].上海步科电气有限公司,2008.
[3]罗士伟.基于伺服控制的光纤研磨运动系统的研究[D].哈尔滨:哈尔滨工程大学,2007.
[4]李建兴.可编程控制器应用技术[M].北京:机械工业出版社,2004.
[5]廖常初.FX系列PLC编程及应用[M].北京:机械工业出版社,2005.
[6]刘守操,刘彦鹏,张雷刚.可编程控制器技术与应用[M].北京:机械工业出版社,2006.
猜你喜欢
电动工具(2022年2期)2022-05-18
科学家(2022年2期)2022-04-12
五金科技(2020年5期)2020-10-31
发明与创新·小学生(2020年7期)2020-07-18
发明与创新(2020年27期)2020-07-11
机电元件(2020年3期)2020-07-01
组合机床与自动化加工技术(2019年11期)2019-11-27
时代农机(2019年1期)2019-03-14
组合机床与自动化加工技术(2018年9期)2018-10-09
装备制造技术(2018年7期)2018-08-30