超声强化纳米KF/γ-Al2O3催化酯交换制备生物柴油
2010-05-31 06:10:14任庆功阎杰黄冠华丘泰球杨日福范晓丹
中南大学学报(自然科学版) 2010年3期
任庆功,阎杰,黄冠华,丘泰球,杨日福,范晓丹
(1. 华南理工大学 轻化工研究所,广州,510640;2. 仲恺农业工程学院 化学化工学院,广州,510225;3. 华南理工大学 理学院,广州,510640)
生物柴油是指由动植物油脂与短链醇(甲醇或乙醇)进行酯交换反应所制备的脂肪酸单酯[1]。生物柴油作为一个重要的石油柴油替代或者部分替代品,具有可再生、易生物降解、无毒和不污染环境等特点[2],是目前研究的热点之一。目前,在工业上推广应用的主要是碱催化均相酯交换反应制备生物柴油[3]。此方法存在工艺复杂、能耗高和有废碱液排放等缺点。如何获得高效、稳定和对环境污染少等绿色生产工艺是研究者追求的目标。固体碱催化剂具有催化活性高,选择性好,使用寿命较长,容易分离和对环境污染少等特点[4-5],被广泛应用于有机化学反应等领域。目前,已报道的酯交换固体催化剂包括碱土金属氧化物、负载型碱金属氧化物和碱土金属碳酸盐等[6-9]。近年来,KF/Al2O3作为同时兼有碱性和亲核性的新型固体碱已经成功地用于取代、加成、消除、氧化和重排等诸多反应的催化剂[10]。KF/Al2O3固体催化剂用于生物柴油制备也有较多文献报道[11-13]。由于纳米固体催化剂具有比表面积大和催化活性高的特点,该催化剂与普通的固体催化剂比较,具有反应条件温和、反应速率快、酯交换反应产率高等优点。胡圣扬等[14-15]以纳米γ-Al2O3为载体制备了纳米 K2CO3/γ-Al2O3和纳米KF/γ-Al2O3酯交换催化剂,用于催化植物油制备生物柴油,取得较好效果。因此,纳米固体碱在生物柴油制备方面具有广阔的发展前景。超声因其独特的作用被广泛应用于化工、食品、生物技术等领域。超声作为过程强化技术应用于均相酯交换反应制备生物柴油已有较多报道,Stavarache等[16]对超声强化NaOH和KOH均相催化酯交换反应制备生物柴油进行了研究,结果表明:超声可以缩短反应时间,降低催化剂用量,并且反应条件温和。Hanh等[17]采用40 kHz功率超声强化 KOH催化甘油三油酸酯与甲醇酯交换反应,并与传统方法进行对比,结果表明:超声作用下,在醇油物质的量比为 6∶1时,催化剂用量由 1.5%降低到1.0%,反应时间也由4 h缩短为30 min。但超声强化负载型固体碱催化非均相酯交换反应制备生物柴油报道的较少。在此,本文作者以 KF、纳米γ-Al2O3等为原料制备纳米KF/γ-Al2O3固体超强碱,以大豆油为原料酯交换法制备生物柴油,采用 X线衍射(XRD)、透射电镜(TEM)以及比表面积测定(BET)等手段对催化剂进行表征,分析超声作用对其催化活性与结构影响。研究超声功率密度及酯交换反应条件对酯交换反应甲酯含量的影响,并对超声强化固体碱催化酯交换反应的机理进行探讨。
1 实验材料与方法
1.1 原料与试剂
纳米 γ-Al2O3(纯度大于 99.99%,平均粒度为 30 nm,比表面积>180 m2/g),浙江弘晟材料科技股份有限公司生产;大豆油,市售;乙醇、甲醇、KF·2H2O、表面活性剂PEG400和PEG6000以及苯,均为分析纯;色谱纯的棕榈酸甲酯、油酸甲酯、亚油酸甲酯、亚麻酸甲酯、硬脂肪酸甲酯和十一酸甲酯,均购自 Fluka公司。
1.2 催化剂制备
采用浸渍法制备纳米KF/γ-Al2O3催化剂,在四口烧瓶中将 30 g γ-Al2O3溶于 200 mL乙醇中,加入42.3 g KF·2H2O 和 3 g n(PEG400)∶n(PEG6000)=1∶1 表面活性剂,在65 ℃剧烈搅拌反应3 h,然后,旋转蒸发中脱去乙醇,将所得固体粉末在120 ℃真空干燥约10 h,再在 400 ℃ 温度下煅烧,制得纳米 KF/γ-Al2O3催化剂。
1.3 催化剂表征
催化剂晶体结构由日本理学公司制造的D/max-IIIA型X线衍射(XRD)表征,辐射源为CuKα,工作电压为40 kV,工作电流为30 mA;催化剂的比表面积采用美国Micromeritics公司ASAP2010型全自动比表面积分析仪测定;催化剂碱强度采用Hammett指示剂法测定;采用日本 JEM-100CXⅡ型透射电镜(TEM)对催化剂粒度及形貌进行表征。
1.4 酯交换反应
将45.3 g(0.05 mol)大豆油和一定物质的量比的甲醇加入到250 mL四口烧瓶中,并加入一定量的催化剂,开启超声装置(40 kHz)(昆山市超声仪器有限公司)到设定功率密度(单位体积上施加的超声功率);反应计时并每隔一定时间取样,所取样品立即放置到冰水中终止反应,然后,将所取样品在转速为12 000 r/min、温度为4 ℃时离心5 min分离催化剂,取离心后上层甲酯相1 mL于1.5 mL离心管中低温保存以备分析。反应体系温度采用 DC-2020节能型智能恒温槽(宁波新芝生物科技股份有限公司)循环水浴控制,并维持循环水体积恒定。反应结束后,减压抽滤回收催化剂,并将滤液进行旋转蒸发,回收过量的甲醇。再将母液静置分层,下层为甘油,上层即为生物柴油。
1.5 生物柴油分析
反应体系中脂肪酸甲酯的含量通过气相色谱内标法测定。取样品0.2 g,加入一定量的内标物十一酸甲酯,用苯溶解并定容到10 mL。采用美国HP 公司制造的 AgilentGC6890N气相色谱仪分析样品,其工作参数为:毛细管柱(DB-FFAP);FID检测器;柱升温程序:初温150,保持2 min,然后,以10 /min℃升至230,保持8 min;汽化室温度为250;载气为 N2(高纯),速度为 25 mL/min;空气速度为 450 mL/min;检测器温度为300 ℃;进样量1 μL,分流进样,分流体积比为48.9∶1.0。甲酯含量由以下公式得出:

式中:wME为甲酯含量;mi为内标物质量;ms为样品质量;Ai为内标物峰面积;fs为相对校正因子;As为脂肪酸甲酯峰面积。
2 结果与讨论
2.1 超声及反应条件对酯交换反应的影响
2.1.1 超声功率密度对酯交换反应的影响
对于频率固定的反应器,功率密度调节起到改变介质获得能量的作用。体系中介质分子振动速度会随功率密度的增加而增大。本实验采用频率为 40 kHz的超声反应器,在醇油物质的量比为6∶1,原料油催化剂质量分数为3%,温度为45 ℃的条件下,研究不同超声功率密度对酯交换反应的影响,结果如图1所示。

图1 超声功率密度对大豆油酯交换反应的影响Fig.1 Effect of ultrasonic power density on transesterification under ultrasonic irradiation
由图 1 可知:随着超声功率密度的增大,酯交换反应生成的甲酯含量增加,超声功率密度为53.3 W/L,反应35 min后甲酯含量为98.70%;而当超声功率密度进一步增加到66.7 W/L时,酯交换反应35 min生成的甲酯含量反而降低到 95.71%。表明超声功率密度并不是越大越好。原因可能是大超声波功率密度导致反应体系中的甲醇气化产生大量气泡,减少了甲醇的有效含量。在液-液-固三相反应体系中,超声功率密度增加,超声空化效应增强。尤其是在反应初期,超声波的空化作用产生了更细小的液滴,增大了醇油两相与催化剂颗粒接触面积。超声空化产生的微射流、冲击流等对液-液界面和液-固界面有冲击、剥离和侵蚀作用,进而使相界面更新,从而有效地强化了传质和乳化,使得反应速度明显加快。而到反应后期,体系中甘油与脂肪酸甲酯含量逐渐增高,逆反应速度增加,正逆反应速度逐渐达到平衡,表现为甲酯含量趋于稳定。本研究条件下,超声功率密度以53.3 W/L为宜。
2.1.2 反应温度对酯交换反应的影响
在超声功率密度为53.3 W/L,醇油物质的量比为6∶1,原料油中催化剂质量分数为3%的条件下,考察反应温度对酯交换反应的影响,结果如图 2所示。由图2可知:甲酯含量随着温度升高先增加后减少,温度低于45 ℃时,甲酯含量随着温度的升高而增加,于45 ℃反应35 min时,甲酯含量为98.68%;进一步提高温度,甲酯含量明显减小。这主要由于甲醇的沸点比较低(64.7 )℃,在超声作用下,温度过高会加剧甲醇的挥发,降低液相中甲醇的浓度,从而表现为甲酯含量减少。反应温度对大豆油酯交换反应的影响见图3。由图3可见:在机械搅拌速率600 r/min,醇油物质的量比为 12∶1,原料油中催化剂质量分数为 3%的条件下,反应2 h,酯交换反应甲酯含量随着温度的上升而增加,65 ℃时甲酯含量达到最高,为 93.83%。结合图2和图3所示结果可知:超声强化纳米KF/γ-Al2O3催化酯交换反应不但提高了甲酯含量,缩短反应时间,还可以降低反应温度,使得反应条件更为温和。因此,本研究条件下,超声强化酯交换反应体系温度控制在45 ℃左右即可。
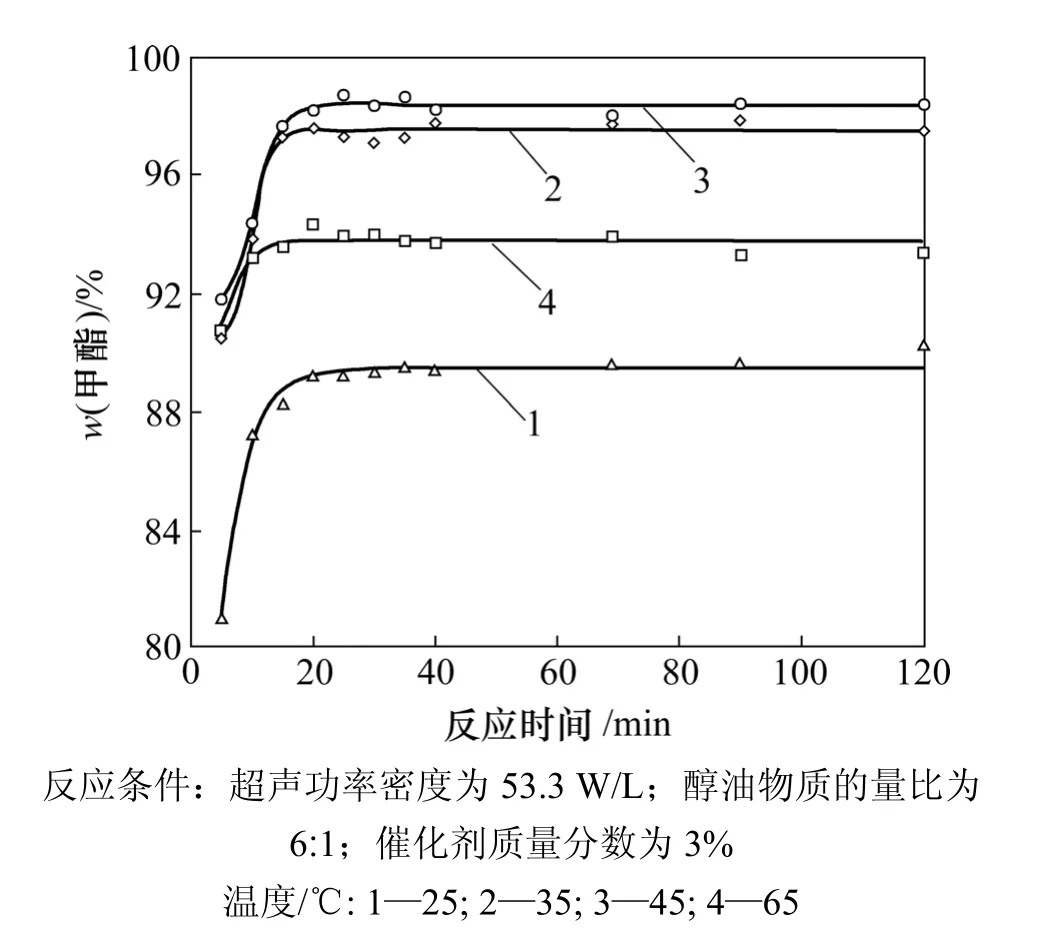
图2 超声作用下反应温度对大豆油酯交换反应的影响Fig.2 Effect of reaction temperature on transesterification under ultrasonic irradiation

图3 机械搅拌下反应温度对大豆油酯交换反应的影响Fig.3 Effect of reaction temperature on transesterification under stirring
2.1.3 催化剂用量对酯交换反应的影响
在超声功率密度 53.3 W/L,醇油物质的量比为6∶1,温度为45 ℃的条件下,研究催化剂用量对酯交换反应的影响,结果如图4所示。由图4可知:催化剂用量对酯交换反应有较大影响,在1%~3%范围内,甲酯含量随着催化剂用量增加而增加,而进一步增加催化剂用量,甲酯含量有逐渐降低的趋势。在机械搅拌速率为600 r/min,醇油物质的量比为12∶1,温度为65 ℃,原料油中催化剂质量分数为4%的条件下,反应2 h,催化剂用量对大豆油酯交换反应的影响见图5。从图5可见:甲酯含量最高为96.29%。由此可见,超声强化酯交换反应在提高甲酯含量的同时,还可以降低催化剂用量。这是因为:与机械搅拌相比,在超声作用下,传质效率大大提高,促使催化剂在反应体系中分布更为均匀,超声空化效应产生的高速射流和冲击波对催化剂颗粒表面不断清洗,加快了表面更新,从而增大了醇油及催化剂接触面积,较小催化剂用量即可达到催化效果。与机械搅拌相类似,在催化剂用量较少时,催化剂用量增加提高了催化活性中心的数量,表现为甲酯含量显著提高。催化剂质量分数大于3%,影响了醇油两相的传质以及醇油与催化剂表面的界面更新速度。同时,过量的催化剂容易产生皂化等副反应以及有泥状物产生,也使得催化剂分离回收难度增加。因此,在本研究条件下,超声强化酯交换反应原料油中催化剂质量分数为3%较为适宜。
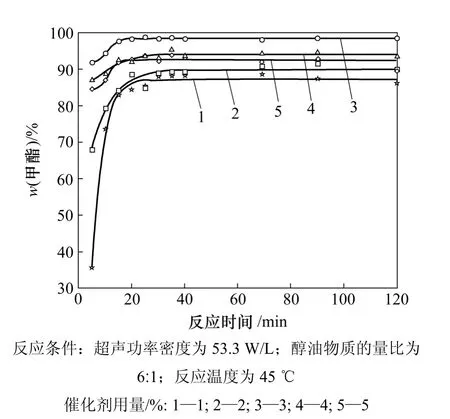
图4 超声作用下催化剂用量对大豆油酯交换反应的影响Fig.4 Effect of catalyst amount on transesterification under ultrasonic irradiation
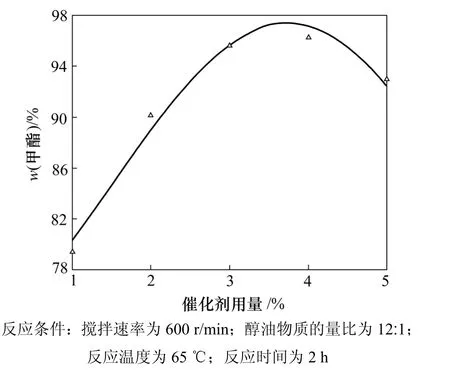
图5 机械搅拌下催化剂用量对大豆油酯交换反应的影响Fig.5 Effect of catalyst amount on transesterification under stirring
2.1.4 醇油物质的量比对酯交换反应的影响
醇油酯交换反应中,理论上醇油物质的量比是3∶1,但由于醇油两相相溶性差,适当增大甲醇的用量可促使酯交换反应平衡向正方向移动。卞庆贵等[15,18-19]的研究结果表明:在机械搅拌条件下,当醇油物质的量比12∶1时得到的甲酯含量较高。而图6所示的醇油物质的量比对大豆油酯交换反应的影响表明:超声强化纳米 KF/γ-Al2O3催化酯交换反应,随着醇油物质的量比的增大,甲酯含量逐渐增加,但醇油物质的量比为6∶1至9∶1,脂肪酸甲酯含量增加幅度降低;随着醇油物质的量比进一步增加,甲酯含量反而有降低的趋势。这可能是随着甲醇用量的增加,有助于酯交换反应向正方向进行,甲酯含量逐渐增加;与机械搅拌相比,在超声作用下,大豆油中甘油三酯、甲醇及催化剂颗粒混合程度更高,分子之间碰撞概率更大,相对较低的醇油物质的量比即可获得较高的甲酯含量。而随着醇油物质的量比进一步增加,酯交换反应体系中的催化剂浓度被稀释,减少了醇油分子与催化剂碰撞的概率;同时,由于反应总体积发生了变化,其单位体积施加的超声能量下降,也可能造成超声效应衰减,表现为甲酯含量略有降低。
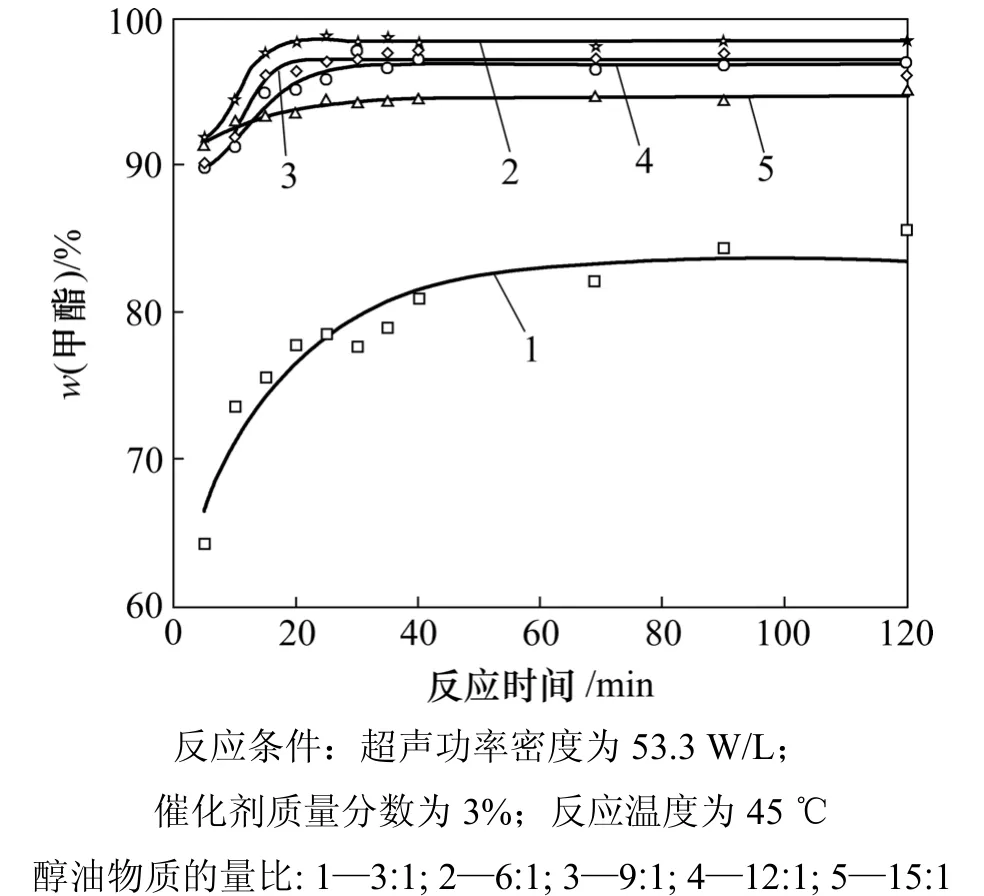
图6 超声作用下醇油物质的量比对大豆油酯交换反应的影响Fig.6 Effect of methanol/oil molar ratios on transesterification under ultrasonic irradiation
2.2 纳米KF/γ-Al2O3固体超强碱表征
催化剂碱强度采用Hammett指示剂法测定。样品经焙烧后,在N2气保护下冷却到室温,准确称取若干等分于具塞三角烧瓶中,加环己烷保护,分别滴加Hammett指示剂,剧烈振荡,放置24 h达吸附平衡后,观察颜色。结果表明:KF负载量为15 mmol/g γ-Al2O3,4种Hammett指示剂(即2,4一二硝基苯胺(H_=15.0),4-硝基苯胺(H_=18.4),4-氯苯胺(H_=26.5)及二苯甲烷(H_=35.0))都呈碱性颜色,表明催化剂碱强度高于H_=35.0。
纳米KF/γ-Al2O3固体超强碱TEM分析结果见图7。由图7可知:催化剂颗粒介于30~50 nm,是纳米催化剂;由于KF负载较大(15 mmol/g γ-Al2O3),催化剂煅烧过程中存在一定的烧结,并且发生一定团聚,导致其外形不规则。

图7 催化剂KF/γ-Al2O3的TEM图Fig.7 TEM photograph of KF/γ-Al2O3 catalyst
KF 负载量 15 mmol/g γ-Al2O3的 KF/γ-Al2O3催化剂的XRD表征结果见图8,其中:图8(a)所示是载体γ-Al2O3XRD 图谱,图 8(b)所示是催化剂使用前的XRD图谱,图8(c)所示是使用后催化剂XRD图谱。可以看出,催化剂经过400 ℃煅烧后出现了γ-Al2O3,K3AlF6和 K2CO3衍射峰(图 8(b)),催化剂使用前后K3AlF6峰衍射强度没有明显区别(图 8(c)),表明超声空化作用对KF/γ-Al2O3催化剂的结构以及表面负载没有显著影响,用浸渍法制备的催化剂具有较高的机械强度。
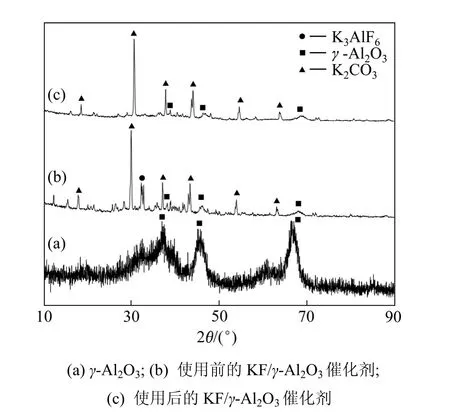
图8 催化剂及载体的XRD谱Fig.8 XRD spectrum of support and catalysts with different KF additions
固体碱的BET比表面积如表1所示。由表1可见:超声强化KF/γ-Al2O3催化剂催化反应后,其比表面积由60.34 m2/g下降到37.26 m2/g,而机械搅拌强化酯交换反应后,催化剂比表面积仅下降到 54.66 m2/g。其原因可能是实验制备的KF/γ-Al2O3是纳米级催化剂,颗粒度较小,在超声作用下促使催化剂颗粒分散更为均匀,反应结束后,催化剂颗粒间反而更容易相互作用发生团聚,从而导致比表面积下降。
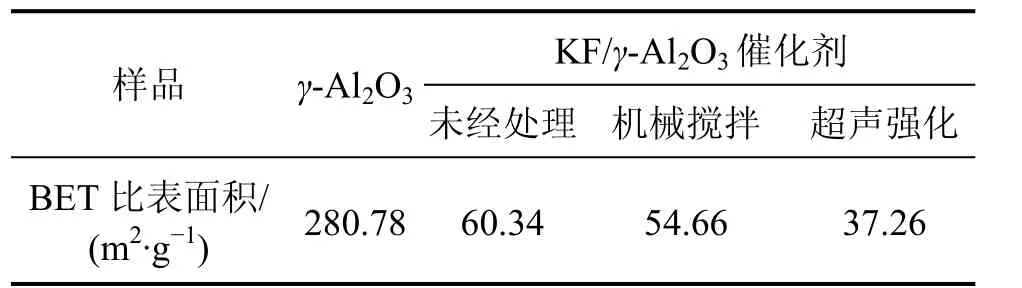
表1 固体碱的BET比表面积Table 1 BET specific surface area of solid bases
2.3 超声强化固体碱催化酯交换反应机理探讨
由于固体催化剂的存在,反应体系属于非均相,同时醇油两相溶解性差,反应一般只在界面进行。在超声外场作用下,空化气泡的振荡及其体积的周期性变化可在相界面处起到混合和乳化作用,尤其是在液-液相界面处空化泡的崩溃闭合产生的湍动效应和微扰效应引起的混合和乳化作用更为显著。Wu等[20]的研究结果表明:超声能够产生更细小的液滴,超声空化产生的微液滴进入两相的界面,强化了相间的传质,增大了醇油两相和催化剂的接触面积。伴随超声空化产生的微射流、冲击波和声冲流等机械效应,引起液流的宏观湍动以及与催化剂粒子的高速碰撞,使涡流扩散加强,醇油两相以及固体催化剂混合程度更高,传质过程得到强化。超声空化的微射流、冲击流等对液-液界面和液-固界面有冲击、剥离、侵蚀作用,进而使相界面得以更新,而伴随的活化效应能创造活性表面。空化微扰效应也对微孔扩散(含涡流扩散和分子扩散)起强化作用[21]。此外,超声空化产生的瞬时高温高压加剧了反应底物与催化剂碰撞概率,并且也可能使反应物和固体碱表面分子间的结合键断裂而活化。因此,超声强化固体碱催化酯交换反应是超声空化产生的湍动效应、界面效应、微扰效应和聚能效应等协同作用的结果。
在超声作用下,酯交换反应体系中催化剂中的碱性中心与甲醇(CH3OH)反应形成甲氧基阴离子CH3O-,使甲醇相中 CH3O-浓度提升,促使CH3O-进攻脂肪酸甘油酯,形成四面体阴离子过渡态。四面体阴离子与甲醇作用时,获得氢而再生出甲氧基阴离子CH3O-。同时,四面体阴离子也可与结合H+的固体催化剂反应获得 H+,实现酯交换过程,生成脂肪酸单酯[13],从而催化酯交换反应进行。对于生成的中间产物脂肪酸甘油单酯和脂肪酸甘油二酯,通过相似的过程,最终转化为单酯,同时生成甘油,如图9所示。至于超声空化效应产生的羟基自由基是否改变反应的进程,超声作用对 KF/γ-Al2O3纳米固体碱催化酯交换反应动力学的影响有待进一步研究。
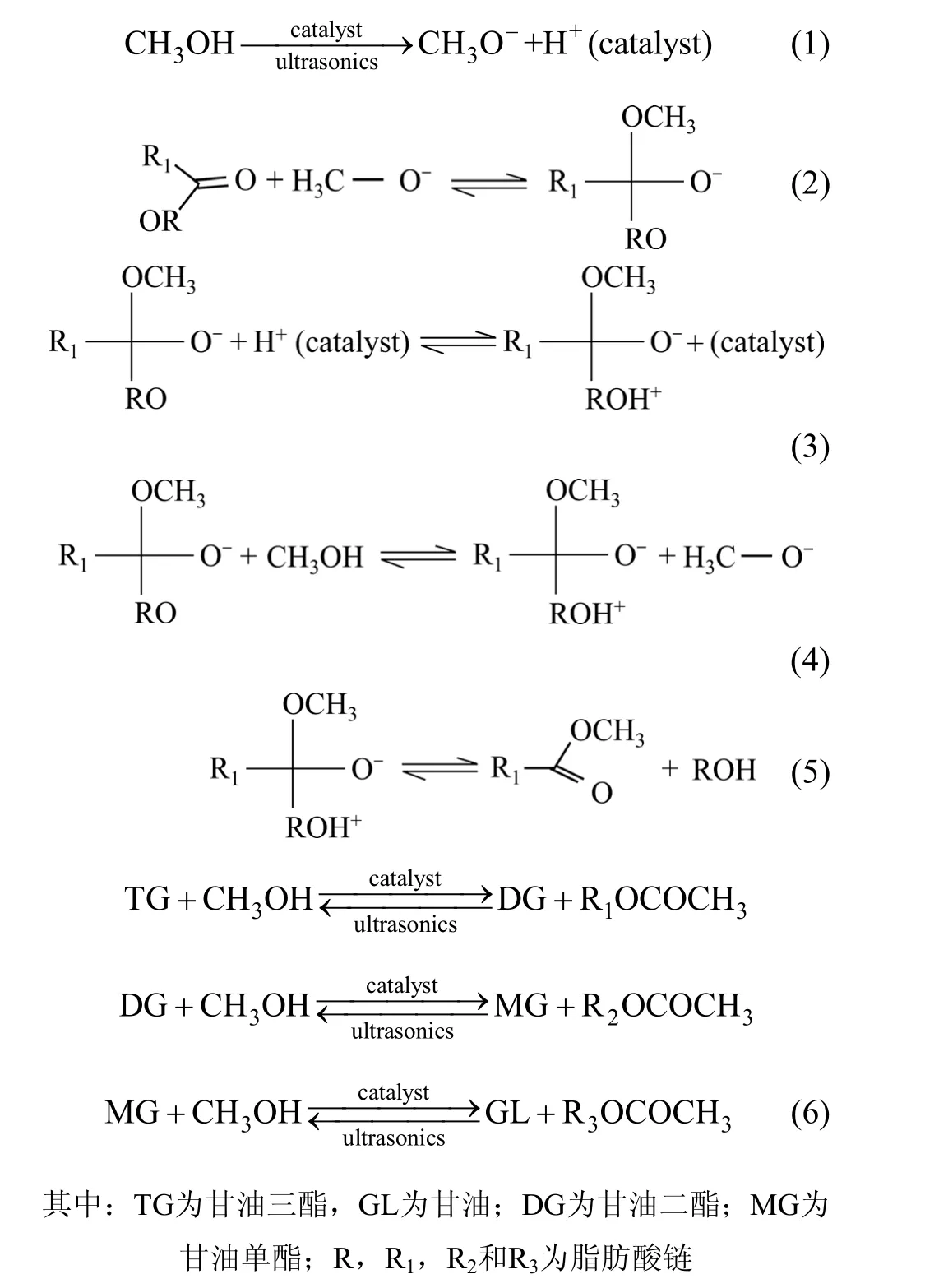
图9 超声强化酯交换反应过程Fig.9 Reaction scheme for transesterification under ultrasonic irradiation
3 结论
(1) 采用浸渍法在65 ℃反应3 h,于400 ℃煅烧3 h,制备了纳米固体超强碱KF/γ-Al2O3,催化剂颗粒粒径为30~50 nm,碱强度高于H_=35.0,比表面积为60.34 m2/g。其催化活性与KF和载体γ-Al2O3经高温煅烧形成的新晶相有关。
(2) 超声作用对催化剂 KF/γ-Al2O3的表面负载和结构没有显著影响。但在超声作用下,催化剂比表面积下降明显,由60.34 m2/g下降到37.26 m2/g。
(3) 超声功率密度对超声强化纳米 KF/γ-Al2O3酯交换反应具有较大影响。在超声功率密度为53.3 W/L的超声作用下,KF负载量为15 mmol/g γ-Al2O3(煅烧温度为400 ℃,煅烧时间为3 h),催化剂质量分数为3%,反应温度为 45 ℃,反应 35 min,甲酯含量达98.70%。与机械搅拌相比,超声强化纳米KF/γ-Al2O3催化大豆油酯交换反应提高了甲酯含量,缩短了反应时间,降低了催化剂和甲醇的用量,并可在较低温度下进行,反应条件温和。
[1] Meher L C, Vidya Sagar D, Naik S N. Technical aspects of biodiesel production by transesterification: A review[J].Renewable and Sustainable Energy Reviews, 2004(3): 1-21.
[2] Schuchardt U, Sercheli R, Vargas R M. Transesterification of vegetable oils: A review[J]. Journal of the Brazilian Chemical Society, 1998, 9(1): 199-210.
[3] Ma F, Hanna M A. Biodiesel production: A review[J].Bioresource Technology, 1999, 70(1): 1-15.
[4] Gryglewicz S. Rapeseed oil methyl esters preparation using heterogeneous catalysts[J]. Bioresource Technology, 1999(70):249-253.
[5] Tanabe K, Holderich W F. Industrial application of solid acid-base catalysts[J]. Applied Catalysis A: General, 1999(181):399-434
[6] Suppes G J, Dasari M A, Doskocil E J. Transesterification of soybean oil with zeolite and metal catalysts[J]. Applied Catalysis A: General, 2004(257): 213-223.
[7] Tsuji H, Yagi F, Hattori H, et al. Self-condensation of n-butyraldehyde over solid base catalysts[J]. Journal of Catalysis 1994(148): 759-770.
[8] Cantrell D G, Gillie L J, Lee A F, et al. Structure-reactivity correlations in Mg/Al hydrotalcite catalysts for biodiesel synthesis[J]. Applied Catalysis A: General, 2005(287): 183-190.
[9] YAN Shu-li, LU Hou-fang, JIANG Li-han, et al. Solid base catalysts for transesterification of oil with methanol to produce biodiesel[J]. Journal of Chemical Industry and Engineering,2007, 58(10): 2506-2512.
[10] 李记太, 杨文智, 王书香, 等. 氧化铝固载氟化钾催化的有机化学反应[J]. 河北大学学报: 自然科学版, 2004, 24(1): 91-98.LI Ji-tai, YANG Wen-zhi, WANG Shu-xiang, et al. Organic reaction of the alumina coated with potassium fluoride[J].Journal of Hebei University: Natural Science Edition, 2004,24(1): 91-98.
[11] XIE Wen-lei, LI Hai-tao. Alumina-supported potassium iodide as a heterogeneous catalyst for biodiesel production from soybean oil[J]. Journal of Molecular Catalysis A: Chemical,2006(255): 1-9.
[12] Ebiura T, Echizen T, Ishikawa A, et al. Selective transesterification of triolein with methanol to methyl oleate and glycerol using alumina loaded with alkali metal salt as a solid-base catalyst[J]. Applied Catalysis A: General, 2005(283):111-116.
[13] LIU Xue-jun, HE Hua-yang, WANG Yu-jun, et al.Transesterification of soybean oil to biodiesel using CaO as a solid base catalyst[J]. Fuel, 2008(87): 216-221.
[14] 胡圣扬, 王运, 韩鹤友, 等. 纳米 K2CO3/γ-Al2O3催化剂的制备及其用于菜籽油制备生物柴油的研究[J]. 生物质化学工程,2008, 42(1): 6-10.HU Sheng-yang, WANG Yun, HAN He-you, et al. Preparation of nano K2CO3/γ-Al2O3catalyst and its application for synthesis of biodiesel from rapeseed oil[J]. Biomass Chemical Engineering,2008, 42(1): 6-10.
[15] 卞庆贵, 胡明敏, 田建利, 等. 纳米催化剂 KF/γ-Al2O3的制备及催化乌桕籽油制备生物柴油[J]. 应用化工, 2007, 36(12):1197-1200.BIAN Qing-gui, HU Ming-min, TIAN Jian-li, et al. Preparation of KF/γ-Al2O3nano-catalyst and its catalysis in the preparation of biodiesel from stillingia oil[J]. Applied Chemical Industry,2007, 36(12): 1197-1200.
[16] Stavarache C, Vinatoru M, Nishimura R, et al. Fatty acids methyl esters from vegetable oil by means of ultrasonic energy[J]. Ultrasonics Sonochemistry, 2005, 12 (2): 367-372.
[17] Hanh H D, Dong N T, Starvarache C, et al. Methanolysis of triolein by low frequency ultrasonic irradiation[J]. Energy Conversion and Management 2008(49): 276-280.
[18] 张家仁, 白荣献, 李光兴. KF/Al2O3催化菜籽油与甲醇合成生物柴油的研究[J]. 现代化工, 2006, 26(11): 45-47.ZHANG Jia-ren, BAI Rong-xian, LI Guang-xing. Synthesis of biodiesel from rapeseed oil and methanol over KF/Al2O3[J].Modern Chemical Industry, 2006, 26(11): 45-47.
[19] 鲍德艳, 鲁晓勇, 李浔, 等. 用于生物柴油制备的KF/Al2O3固体碱催化剂的研究[J]. 工业催化, 2007, 15(11): 66-69.BAO De-yan, LU Xiao-yong, LI Xun, et al. Preparation of KF/Al2O3solid base catalyst for transesterification of soybean oil to biodiesel[J]. Industrial Catalysis, 2007, 15(11): 66-69.
[20] WU Peng, YANG Ying, Colucci J A, et al. Effect of ultrasonication on droplet size in biodiesel mixtures[J]. Journal of the American Oil Chemists’ Society, 2007, 84(9): 877-884.
[21] 赵之平, 陈澄华. 超声传质过程机理[J]. 化工设计, 1997(6):30-34.ZHAO Zhi-ping, CHEN Cheng-hua. Mass transfer processes by using ultrasonic[J]. Chemical Engineering Design, 1997(6):30-34.
猜你喜欢
钢铁钒钛(2023年5期)2023-11-17 08:48:34
中国油脂(2020年5期)2020-05-16 11:23:52
厦门理工学院学报(2016年1期)2016-12-01 04:50:53
水利科技与经济(2016年7期)2016-04-25 13:03:00
电机与控制应用(2015年7期)2015-03-01 03:50:14
电子设计工程(2015年12期)2015-02-27 12:06:18
食品工业科技(2014年12期)2014-02-28 08:09:59
华东理工大学学报(自然科学版)(2014年4期)2014-02-27 13:49:11
上海金属(2013年6期)2013-12-20 07:58:07
食品科学(2013年24期)2013-03-11 18:30:24