精度达到微米的十分之一时
2010-05-26 03:24:42ikronHSMLPPrecision机床系列与ITM智能化工具测量系统的组堪称高精加工绝配
世界制造技术与装备市场 2010年5期
M ikron HSM LP Precision机床系列与ITM智能化工具测量系统的组堪称高精加工绝配。
精度达到微米的十分之一时
W hen fractions of m icrometres count
M ikron HSM LP Precision机床系列与ITM智能化工具测量系统的组堪称高精加工绝配。
Mikron新推出的HSM 400型、400U型和500LP精密型机床是一种结构极为复杂的高速铣床,其中HSM LP精密型机床 (图1)更是专家们用精心选出的部件建造的。每一台机床都要通过广泛的实验循环,以证明其能够用于复杂工件加工方面的价值。此外,瑞士GF阿奇夏米尔公司恰好拥有能保证加工安全,可装在机床上的刀具捡测装置。这种功能的潜力早得到证明,对这种智能方案的优选早在数年前就已开始。这种在主轴全速运转条件下进行的光学刀具测量方法,最终命名为智能工具检测 (IntelligentToolMeasurement—ITM)。GF阿奇夏米尔公司的产品经理Georg Scheiba说: “若没有这项技术,Mikron HSM LP精密铣床绝无可能具有目前这种性能。”这项技术的发展还涉及提高工作效率的策略,因而所有用户都要接受产品和过程控制方面的专门技术培训。

要想使Mikron HSM LP机床能加工出高质量的工件表面和轮廓精度,就必需克服坐标轴高加速度的影响,以最小噪声保持精确的刀具轨迹。对这些要求,只有采用这种方法才能办到。所有电机都会有热损耗,精密机床的驱动组件需要充分冷却。因而机床的各直线轴和回转轴都配有独立的冷却装置。主轴头的冷却可保证其温度稳定,且不会将驱动电机产生的热量传到床身上。这样就可以保证机床几何尺寸的稳定,保证运动控制能达到很高的重复精度。
刀具几何精度测量
Mikron HSM LP机床能实现100nm(1/10000mm)的精度时,对用户会有什么好处,不准确的刀具几何尺寸测量会破坏这种精度在工件上再现。无论何人想使用不同直径的铣刀对铣过的表面进行二次精加工,都无法达到如此高的精度。若要实现用不同刀具加工的表面轮廓之间的完美过渡,就必需保证测量精度。常规激光刀具测量装置的缺陷是重要原因之一。刀具几何形状不同,会相应改变激光束的测量结果,进而改变绝对Z的基准。附着在刀具表面的污物颗粒或油滴也可能使测量结果产生偏差。怎么办?
微米级刀具测量
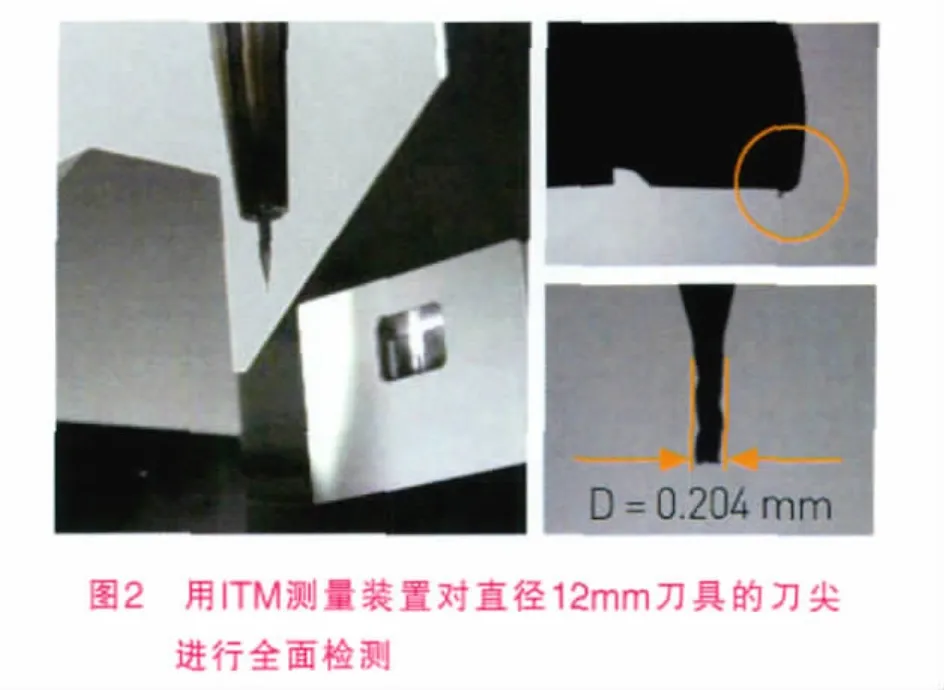
另一方面,智能刀具测量 (ITM)法可利用图像传感器对直径12mm刀具的刀尖进行全面检测 (图2)。先用软件将数字记录的刀具几何数据归零,然后测量:这样,ITM就可按绝对Z基准对刀具进行微米级测量。因此,该机床可加工微型医用外科器械、刀具和小型模具小型工件等。
图3所示的反射插片就是HSM LP机床加工的实例之一。零件材料为CrVMo钢粉末冶金件,硬度约为HRC60。精加工余量不到10μm,整个工件表面的粗糙度要达到R a0.020μm。R a0.020μm的平均粗糙度相当于ISO标准的N1级。
精巧机床达到性能极限
汽车运动中,只有驾驶员启动电子支持功能时,汽车才能达到速度极限。HSM LP精密系列高技术铣床也有异曲同工之妙,只有在以专利的,以 “精巧机床”OSS Precision(操作者支持系统)精密模块形式的软件支持下才能达到其性能极限。利用直观的用户手册,操作人可以影响产品的成本。驱动和控制参数是利用控制装置写入的,所以用户能驾驭机床的速度控制、表面质量或轮廓精度。
猜你喜欢
哈尔滨轴承(2022年1期)2022-05-23 13:13:06
制造技术与机床(2019年11期)2019-12-04 05:50:14
制造技术与机床(2017年7期)2018-01-19 02:30:00
制造技术与机床(2017年7期)2018-01-19 02:29:55
制造技术与机床(2017年9期)2017-11-27 02:14:14
制造技术与机床(2017年12期)2017-02-02 07:04:12
发明与创新(2016年5期)2016-08-21 13:42:48
制造技术与机床(2015年3期)2015-01-27 15:45:24
卫生职业教育(2014年16期)2014-05-16 03:47:22
制造技术与机床(2014年1期)2014-03-11 20:17:28