基于DSP的自动包装机控制系统的软件设计
2010-05-18 07:28黄存柱
网络安全与数据管理 2010年1期
于 镭,常 军,黄存柱
(青岛科技大学 自主导航与智能控制研究所,山东 青岛 266042)
自动包装机[1]是指将具有热塑特性的塑料复合膜经加热软化制成包装容器,在1台设备上自动完成制袋成型、填充物料、封合剪切等全过程的自动包装设备。通过控制横封的变速,来保证在封合剪切时切割点正好在塑料复合膜的色标点处,同时还要保证切割时三轴(即横封轴、物料轴和塑料复合膜轴)的速度同步,以防止因速度不等产生划膜或切料现象。由于传统自动包装机都采用机械凸轮来实现变速运动,机械磨损严重、控制精度较差、凸轮维修繁琐,很难满足当今社会的生产需求。
通过软件编程来实现自动包装机的电子凸轮,与传统意义上的机械凸轮相比,具有成本低、易调整、精度高等特性。由于PLC计算速度相对较慢,难以快速实现电子凸轮运动。而数字信号处理器DSP具有在模拟信号变换成数字信号后进行高速实时处理的能力,本设计中使用Motorola DSP 56F807芯片为处理器来实现包装机的控制系统设计。此DSP芯片在80 MHz时钟频率下,每秒可处理40×106条指令,并具有丰富的外围接口,很容易满足包装机的各种功能需求。
1 包装机控制原理
自动包装机控制系统的重点和难点在于三轴的位置及速度同步补偿以及凸轮运动的实现。位置同步是:横封的切割点必须在塑料膜的色标点内,且保证横封不能切到物料。速度同步是:横封切割时的速度与此时塑料膜的速度以及物料速度要相等。例如:如果横封切割时的速度不等于此时塑料膜的速度,两者间的相对位移会导致加热的横封划破塑料膜。凸轮运动是:由于包装的袋长在一定范围内是可变的,横封旋转1周所经过的距离一般不等于袋长,这就要求横封在一定时间内要完成由同步速度到变速再到同步速度的凸轮运动过程。
传统自动包装机是采用“电机+机械凸轮”的方式,通过不同的传动比来实现三轴的速度和位置同步。对机械凸轮和传动链条的精度要求比较高,而对电机的匀速控制则比较简单,因此具有易磨损、维修繁琐等不足。
基于DSP的自动包装机控制系统是采用“伺服电机+电子凸轮”的方式,通过控制三轴伺服电机的脉冲频率来实现横封轴的电子凸轮运动和三轴的位置及速度同步功能。以DSP作为主控制器,采用了合理的凸轮运动控制算法以及同步差异时的补偿算法。为达到很好的补偿效果,在此采用了PID控制算法。
2 系统的用例建模
UML[2]是一种可用于大型系统建模的统一建模语言,它不仅支持面向对象的分析和设计,而且还支持软件开发过程。本软件设计采用UML建模语言对包装机控制系统进行建模。
本文通过对系统功能需求进行分析,建立系统用例模型。系统功能主要包括:
(1)横封凸轮运动控制:通过改变伺服电机在不同位置的脉冲频率来实现横封的变速功能。
(2)送料控制:通过接近开关来获取拨叉位置,实现物料轴的速度和位置控制。
(3)送膜控制:通过光电传感器来获取色标位置,实现色标轴的速度和位置控制。
(4)温度控制:控制横封与纵封的温度,防止温度过高烫坏塑料膜或温度过低导致封合不好。
(5)自动对刀功能:实现三轴独立寻找切割标准点。
(6)点动功能:可以对包装机三轴进行独立的位置调整。
(7)切割标准点位置调整功能:可以针对不同的包装长度来调整三轴的切割标准点。
(8)自动找零功能:上电后三轴自动寻找各自的传感器位置,从而实现了三轴机械的绝对位置找零。
(9)定点停车功能:横封在指定位置停车,防止因随意停车使横封烫坏塑料复合膜。
(10)故障检测与自动停车:根据当前故障情况进行信息提示,并在伺服报警、温控过热等故障时,自动控制包装机在设定位置停车并显示停车原因。
(11)信息管理功能:可进行控制数据的设定,控制状况的显示、各种生产信息的统计。
(12)掉电保护:当控制器检测到掉电时,将包装机当前运行状态、重要参数保存在Flash,重上电时读取这些参数。
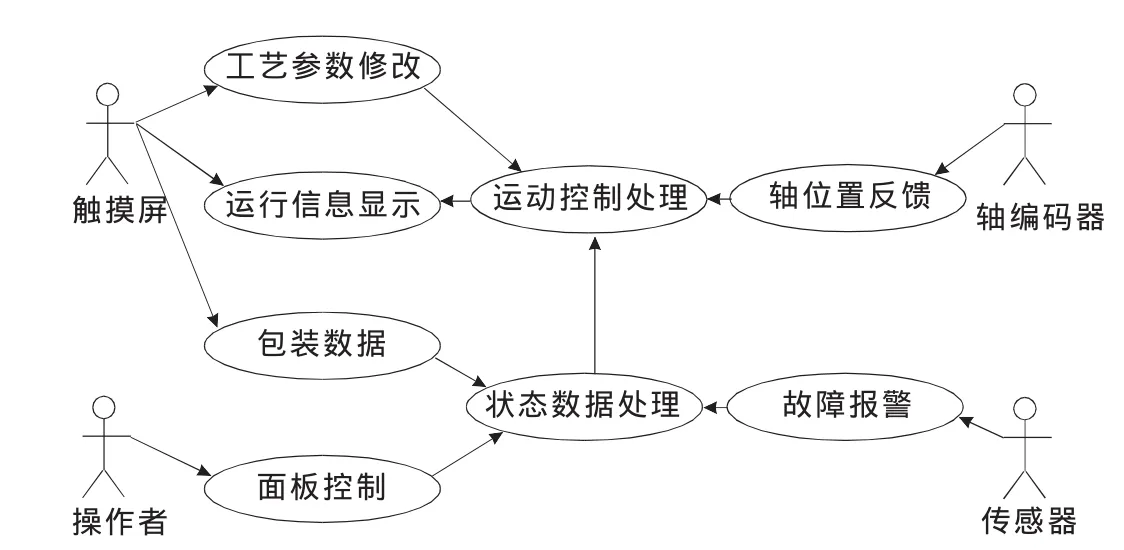
图1 包装机电控系统用例图
根据以上功能系统用例如图1所示。操作者、触摸屏、传感器、三轴伺服电机编码器都是本系统参与者。操作者通过操作面板控制包装机的启停,通过触摸屏可以修改包装机的工艺参数,显示运行信息,改变袋长控制模式。三轴编码器是包装机运动的核心,包装机的各种动作都是基于三轴反馈的位置信息发生的。传感器系统用例可扩展为:协助三轴控制、自动找零、对刀等功能的实现。
3 系统的软件状态模型
状态图可以比较直观地显示包装机各个状态的转换关系,描述实时系统并发任务中对象之间的交互信息。根据包装机电控系统的功能分析及用例,可以构造出如图2所示的DSP程序的状态图。

图2 包装机电控系统状态图
包装机电控系统可分为:初始化状态、待机状态、辅助动作状态、工作状态、报警状态。某一时刻包装机只能处在1个状态,2种状态不能同时被激活。
系统上电进入初始化状态后,系统读取Flash内的工艺参数并赋予相应内存变量,初始化硬件接口,初始化完毕进入待机状态。通过触摸屏上的按键可进入辅助动作状态和工作状态。在辅助动作状态内,包装机可完成对刀、点动、自动找零、定点停车和产量清零等功能。操作者按开车键,系统进入工作状态进行产品加工以及偏差补偿。
4 电子凸轮控制系统设计[3]
伺服电机作为电子凸轮系统的执行机构,它的输出精度直接影响系统的运动精度。伺服电机的功能是将电脉冲信号变换成相应的角位移,即给1个电脉冲信号,电机将转过1个固定的角度(可通过设置伺服电机轴分辨率来实现固定角度)。由于伺服电机的角位移与输入脉冲成比例,因此,调整DSP发出的电脉冲频率,就可以对伺服电机进行调速。下面给出本系统采用伺服电机的电脉冲频率的推导过程及其关系式。
设包装机加工速度为N包/min,袋长为L,横封宽度为 C(L>C),横封半径为 R,机械传动比为 n。


同理,可推导出回程对应的电脉冲频率f关系式为:

5 同步补偿控制系统设计
同步补偿控制系统是包装机控制系统的重要环节,同步补偿控制的好坏直接影响产品切割点的位置,进而影响产品的质量。同步补偿控制系统原理图如图3所示。

图3 同步补偿控制系统原理图
系统以轴位置为控制量,将设定切割标准点与反馈轴位置进行比较,偏差量通过控制器控制伺服电机速度微调,从而实现切割位置的微调。由于包装机塑料膜以及物料的变化会使轴位置发生变化,因此每1次速度的调整都是由基本速度加上或减去补偿速度量。补偿速度量的计算可采用PID[4]控制算法,PID控制中的3个参数分别表示:比例(P)、积分(I)和微分(D)。 根据 PID的 3个参数的含义,可以得到控制算法为:

在实际系统中,为使得控制算法易于实现,对上述公式利用矩形法代替积分部分,则可以得到差分方程如下:

PID控制易于实现,参数调节方便,可以满足包装机切割点位置控制的要求,因此在包装机切割点位置控制中得到了应用。
中国是包装行业大国,智能化的包装机控制系统具有巨大市场,并且通过研制具有自主产权的高档次自动包装机控制系统将会提高我国包装机制造的档次,对于我国包装机占领国内外市场具有重大意义。
[1]张聪.自动化食品包装机[M].广州:广东科技出版社,2006:21-23.
[2]GOMAA H.用UML设计并发、分布式、实时应用[M].吕庆中,李烨,罗方斌,译.北京:北京航空航天大学出版社,2004.
[3]刘文采.可编程电子凸轮开关在TPA系列自动压缩机中的应用[J].电子世界,2002(9):18-19.
[4]任琪.基于模糊PID控制的交流伺服系统[J].微计算机信息,2007,23(3-1):57-58.
猜你喜欢
制造业自动化(2022年3期)2022-06-27
包装工程(2022年11期)2022-06-20
微特电机(2020年11期)2020-12-30
河北农机(2020年10期)2020-12-14
物流技术与应用(2020年8期)2020-08-28
制造技术与机床(2019年8期)2019-09-03
电子制作(2018年17期)2018-09-28
通信电源技术(2018年3期)2018-06-26
精密制造与自动化(2018年1期)2018-04-12
制造技术与机床(2017年5期)2018-01-19