自动仿形磨边机的改进设计
2010-05-11 04:21:38张海鹰胡庆春
制造业自动化 2010年6期
张海鹰,胡庆春
(湖南城市学院 建筑与城市规划学院,益阳 413000)
自动仿形磨边机的改进设计
张海鹰,胡庆春
(湖南城市学院 建筑与城市规划学院,益阳 413000)
0 引言
自动仿形磨边机是一种广泛应用于加工各种薄脆性复杂外形产品的设备,如手机、手表玻璃屏幕等。现有的各种仿形磨床和相关机床多采用了旋转工作台和自动控制原理。随着用户需求的提高,所加工的产品外形更复杂,尺寸更大,精度也更高。FM-A型系列自动仿形磨边机主要用于手机和照相机等玻璃产品的加工,磨边精度一般要求在0.005-0.01mm,倒边精度小于0.005mm。在提高系统运动的平稳性方面主要改进了机架和磨头体平移机构,设计了新型加压缓冲装置,同时设计了快速安装夹头,能快速装夹和拆卸工件,可靠的夹持机构能让工件准确定位,保证磨削时不发生纵向位移和偏转,确保工件的磨削外形和可靠度。
1 平移机构的设计
现有的各种仿形磨床利用固定在工件夹持轴上的仿形母轮带动固定在磨头轴上的偏心滚针轴轮,从而带动磨头和砂轮运动,进而实现对工件的加工要求。磨头与磨头机架之间一般采用燕尾槽和滑块平移机构,实现平移和定位。这种平移机构的安装复杂、能耗大、易磨损,容易影响精度。FM-A型系列自动仿形磨边机采用了一种结构紧凑、精度高、易于安装的平移机构。
FM-A型系列自动仿形磨边机的工作台和砂轮架都安装了自行研制的滚柱交叉导轨副做导向定位装置,解决工作台和砂轮架平移的导向和定位问题。滚动直线导轨副是在滑块与导轨之间放入适当的钢球,使滑块与导轨之间的滑动摩擦变为滚动摩擦,大大降低二者之间的运动摩擦阻力,从而获得:动、静摩擦力之差很小,随动性极好,即驱动信号与机械动作滞后的时间间隔极短,有益于提高数控系统的响应速度和灵敏度。
如图1所示,平移机构由滚柱交叉导轨副(1)、磨头机构(2)、上导轨镶条(3)、下导轨镶条(7)和磨头机架(8)组成。滚柱交叉导轨副(1)由上导轨(4)、滚柱(5)、下导轨(6)组成。上导轨(4)则固定在工作台或磨头体上(2),由上导轨镶条(3)进行定位和调试,下导轨(6)安装在工作台架和磨头架上,由下导轨镶条(7)进行定位和调试。磨头机构(2)运动时,带动上导轨(4)在滚柱(5)上滚动,从而实现磨头机构(2)的平移运动。
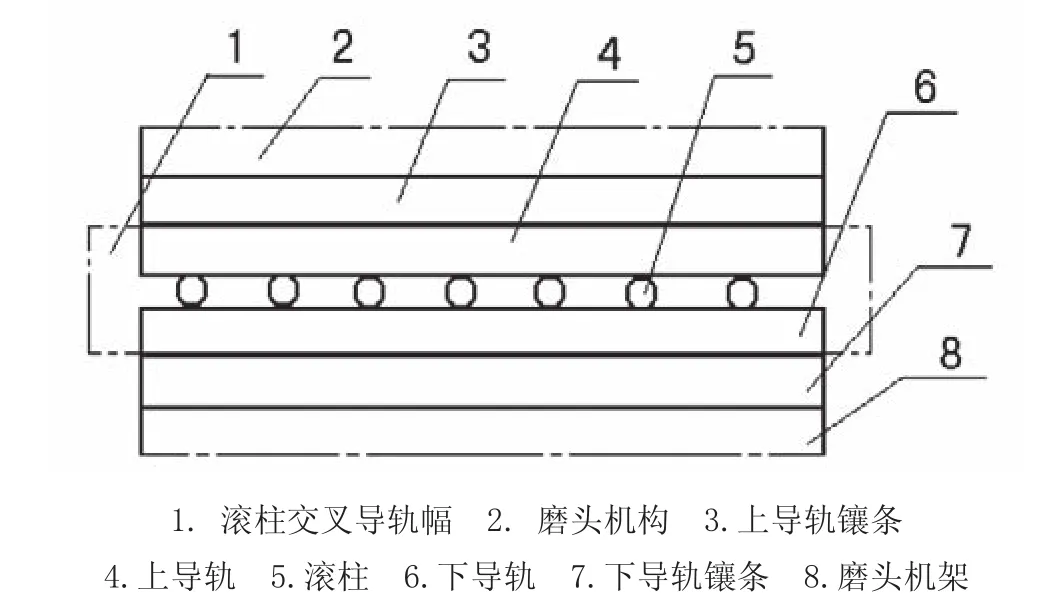
图1 磨边机平移机构
滚柱交叉导轨副是由两根具有V型滚道的导轨、滚子保持架、圆柱滚子等组成,相互交叉排列的圆柱滚子在经过精密磨削的V型滚道面上作往复运动,可承受各个方向的载荷,实现高精度、平稳的直线运动。采用着种结构滚动摩擦阻力低,稳定性能好; 起动摩擦力小,随动性能好;接触面积大,弹性变形量小,有效运动体多,易实现高刚性、高负荷运动;结构设计灵活,安装使用方便。
2 加压缓冲装置的设计
2.1 缓冲装置设计原理
仿形磨边机机械部分主要由两部分组成,即工作台和砂轮架。工作台由齿轮传动,保证左右两主轴低速旋转,两主轴夹持工件,仿形靠模安装在左主轴上,主轴、靠模、工件同时低速旋转。主轴连接在传动齿轮上,当工件磨削时,主轴旋转运动能克服缓冲拨叉的摩擦阻力,消除各运动零部件的间隙,保持机床平稳运动。当系统断电停机时,工作台传动部分会因为惯性力继续运动,此时砂轮还没与工件分离,由于仿形靠模安装在主轴上,也会因惯性受到冲击,这样产品(玻璃工件)必将受到冲击和震动,对外形和精度都会产生很大的影响,有了加压摩擦缓冲装置,即可消除瞬间惯性力的影响,实现工作台主轴的平稳停机。
2.2 缓冲装置结构
下图为FM-A型系列自动仿形磨边机的加压摩擦缓冲装置结构图。加长轴(9)通过螺蚊连接在主轴齿轮左端,缓冲摩擦功能主要由尼龙摩擦片(7)和缓冲拨叉(8)完成,增压功能由压紧螺母(2)、左右缓冲压轮(4)(6)、缓冲弹簧(5)完成。缓冲装置的压力来自于缓冲弹簧,根据需要旋紧压紧螺母可以给左右压轮施加压力,右压轮压紧尼龙摩擦片,在工件加工时,主轴齿轮带动整个缓冲装置旋转,缓冲拨叉会被拨叉挡杆(12)挡住,这时,主轴在齿轮的传动下可以克服缓冲拨叉的摩擦力完成磨削加工,同时有了缓冲装置的存在,使得主轴运动更加平稳可靠。
3 工件夹持机构的设计
FM-A型自动仿形磨边机工件夹持机构分为三个部分,包括夹头体组件、进给齿轮组件和控制手柄组件。如图3工件夹持机构原理图所示,工件左右夹头体分别安装在左右主轴上,主轴通过轴承装在左右套筒内,右套筒下方有进给齿槽,与进给齿轮配合完成进给运动,夹持和释放工件。
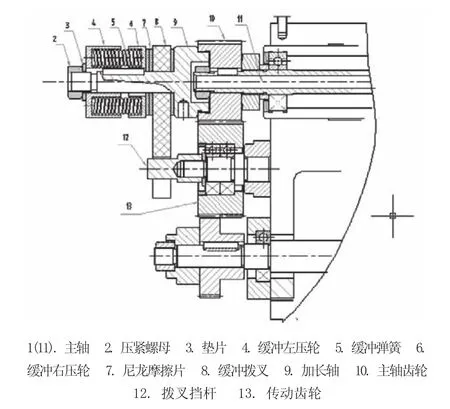
图2 加压缓冲装置
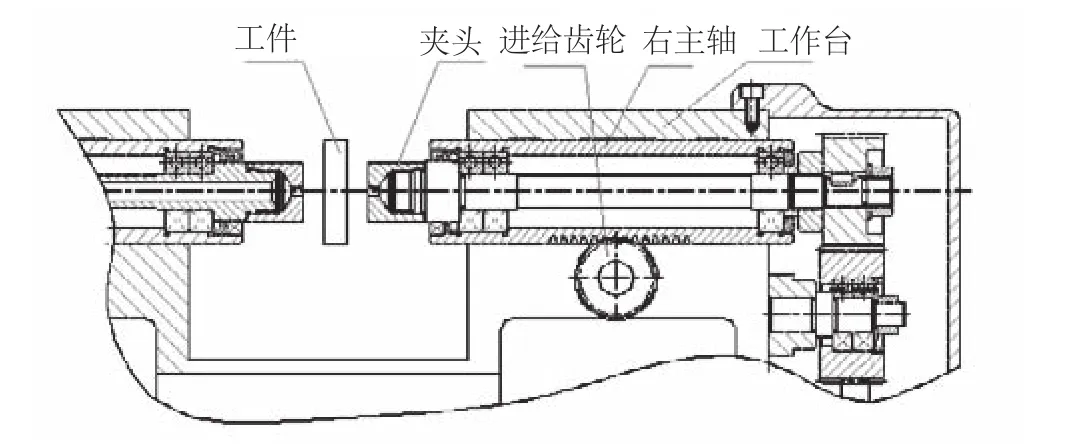
图3 工件夹持机构原理图
3.1 夹头体的设计
FM-A型自动仿形磨边机工件夹头体有两种,一种是将夹头板用螺蚊直接连接在左右主轴的端面,连接简单,但可靠性不好,适用于对外形和倒边精度不高的产品。另一种是专门设计的快速安装夹头,采用了主轴和夹头座的锥面配合,夹头座通过高精度锥面配合安装在左右主轴上,使得夹头座定位准确,工件夹板由金属夹板和工程塑料或尼龙板合二为一组成,金属夹板通过螺钉安装在夹头座上,夹板经过改进后,由金属夹板和工程塑料或尼龙板组成,既能保证一定的刚性,又能保证夹持工件所需要的弹性。
3.2 进给齿轮组件的设计
进给齿轮组件包括右套筒、进给齿轮、进给轴套和进给轴等组成,在工件夹持机构图中可以看出,进给轴套能保证进给齿轮和轴的准确定位。进给齿轮和右套筒齿槽配合完成进给运动,夹紧或释放工件。进给轴与进给齿轮由60度的锥面连接,靠相互的静摩擦力传递运动,进给轴和控制手柄连接。为了保证夹持工件的可靠性,进给齿轮和进给轴都需要进行热处理,硬度为28-32HRC,锥面配合研磨,表面粗糙度小于1.6,接触面不小于三分之二,进给齿轮和进给轴的同轴度小于0.02mm。
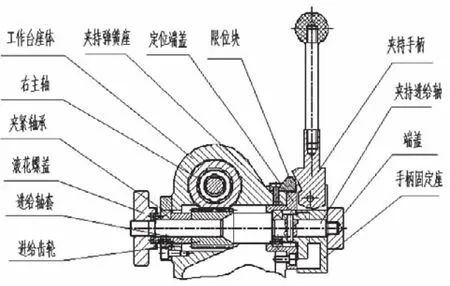
图4 工件夹持机构图
3.3 控制手柄组件的设计
进给齿轮的运动由夹持手柄组件控制,夹持手柄组件包括夹持手柄(控制杆)、手柄固定座、定位端盖和夹持弹簧座及弹簧等组成,如图3所示。夹持手柄(控制杆)可以控制组件绕夹持进给轴旋转,向右旋转时,弹簧固定座压缩夹持弹簧,夹持进给轴与进给齿轮靠摩擦力随进给轴转动,进给齿轮带动右主轴夹紧工件,通过调整夹持弹簧的位置,就可以改变压缩簧力的大小,既可以控制夹持工件的力度,又不会夹碎工件,确保夹持的稳定可靠。
4 结论
FM-A型自动仿形磨边机产品目前广泛采用了这种设计方法,目前,该产品已经生产了一千多台,由于改进了运动平移方式,增加了加压缓冲装置,机器的运动非常平稳可靠,基本上消除了普通仿形磨边机的常见产品质量缺陷,大大降低了工件破裂、形状不准、精度不合格、歪边、倒边不匀等,能确保工件的磨削外形和可靠度,提高了产品的质量和生产效率。缓冲装置和平移机构都获得了国家专利,专利号为:ZL200820158551.0、ZL200820158544.0。
[1]张海鹰.仿形靠模的计算机设计方法,装备制造[M].2009.
[2]李世国.轻工机械CAD[M].北京:中国轻工业出版社,1998.
[3]濮良贵.机械设计[M].北京:高等教育出版社,2005.
Automatic prof i ling grinder perfection design
ZHANG Hai-ying, HU Qing-chun
各种仿形磨边机和相关机床大多采用了旋转工作台和自动控制原理。对于精密仿形磨边机,加工过程需要平稳、准确,在手机、手表玻璃等加工行业,外形要求非常精确,工件易碎。因此,各运动部件的运动稳定性和工件的夹持可靠性是影响产品质量的关键环节。FM-A型系列自动仿形磨边机改进了机架和磨头体平移机构,设计了新型加压缓冲装置,同时设计了快速安装夹头,有效提高了磨削产品的精度和可靠性。
仿形;磨边机;改进;设计
张海鹰,(1968-),男,湖南宁远人,高级工程师,主要从事机械设计、制造和智能检测的教学和科学研究。
TG74
B
1009-0134(2010)06-0166-03
10.3969/j.issn.1009-0134.2010.06.54
2010-03-24
猜你喜欢
中国介入心脏病学杂志(2022年7期)2022-09-16 07:53:24
中学生数理化(高中版.高考理化)(2022年3期)2022-04-26 13:41:28
一重技术(2021年5期)2022-01-18 05:41:56
中国特种设备安全(2019年7期)2019-09-10 07:30:42
新能源科技(2018年10期)2018-02-15 20:23:20
制造技术与机床(2017年2期)2017-05-04 04:17:35
小学生作文(低年级适用)(2016年9期)2016-11-11 06:31:53
制造技术与机床(2015年10期)2015-04-09 07:05:58
现代冶金(2015年4期)2015-02-06 01:56:01
中国设备工程(2014年2期)2014-02-28 13:43:44