玻璃钢化炉温控制策略与Fuzzy-PI模糊控制技术
2010-05-11 04:21:34江路明张建荣
制造业自动化 2010年6期
江路明,张建荣
(江西应用技术职业学院,赣州 341000)
玻璃钢化炉温控制策略与Fuzzy-PI模糊控制技术
江路明,张建荣
(江西应用技术职业学院,赣州 341000)
0 引言
在钢化玻璃的生产过程中,温度是影响平板玻璃钢化的诸多因素当中最为关键的控制量:温度过低则达不到钢化要求,温度过高会导致角部翘曲,甚至引起炸裂;如果玻璃受热不均会导致局部波浪变形较大等现象,使钢化玻璃的成品率大大降低。当然,加热时间也不能过长,否则也会出现以上情况。如何精确快速地检测温度并进行有效的控制一直是一个主要的研究课题,不仅要求控制对象的精确性,而且更加注重控制的鲁棒性、实时性、容错性以及对控制参数的自适应和自学习能力,因此有必要就平钢化控制的特点和要求寻找最优控制算法,实现有效控制。
1 玻璃钢化过程中温度控制的工艺要求

图1 温度点分布图
平钢化控制的一个最重要的特点就是具有大量加热炉温度检测和温度控制调节回路。系统通过热电偶测得当前的温度,利用可控硅改变加在电炉丝上的电压,从而改变电炉丝的功率,实现对系统的温度控制。根据钢化工艺需要和控制要求,加热炉中上下各有27个温度点,如图1所示。热电偶和电炉丝都是按此温度点的分布图进行安装。
温度设置应遵循中间高、两头低的原则。因为入口处会因玻璃入片而带入大量冷空气,温度设置应比出口处高10℃~20℃;炉两侧温度比中间低10℃~30℃。图2是6mm白玻璃钢化时加热炉各区上部温度控制点设定温度值。
实际生产中需根据玻璃大小适当调整边部温度降低设定值,宽度越小,边部降低越多。另外要根据炉温状况,适当降低中部温度设置,以免玻璃出炉温度过高,影响玻璃表面质量。

图2 加热炉各区上部温度控制点设定温度值
和常见的温控系统相比,钢化炉温度的控制系统不仅要考虑温控点数,而且要考虑到温度控制的精度和响应速度。针对以上要求和具体的加热炉硬件系统,实现温度的高精度快速控制,关键主要在于控制策略本身。
2 玻璃钢化炉温度控制策略
钢化炉一般采用传统的PID 控制方法,该方法在特定的使用环境下具有较好的控制效果。但是由于这类炉子具有严重的非线性及较大的时间滞后性, 很难用数学方法建立较为准确的数学模型,同一组控制参数很难兼顾不同的控制要求,控制的超调大,调节时间长,控制效果较差。而且,PID参数由人工现场输入,调试很费时间。因此,用传统的控制方法难以达到上述要求的精度,即便做到了,往往又因为算法复杂致使控制系统难以得到实时性的保证。
模糊控制是一种通过模糊推理进行判决的高级控制策略。在设计系统时不需要建立控制对象精确的数学模型,只要求掌握现场操作人员或者有关专家的经验、知识或者操作数据,系统的鲁棒性强,尤其适用于非线性时变、滞后系统的控制。将模糊控制技术应用在钢化炉温度的检测和控制当中,能够提高控制系统的鲁棒性,有效地抑制模型不定性影响,提高温度控制的精度。
常规二维模糊控制器以误差和误差变化率为输入变量,这就相当于有了PID控制器中的比例和微分两个环节。比例控制可以加快系统响应速度,减少系统稳态误差,提高控制精度;微分控制可以使系统超调量减小,稳定性增加,但对干扰同样敏感,会降低抑制干扰的能力。因此它的稳态控制精度较差,控制欠细腻,难以达到较高的控制精度。而积分控制可以消除稳态误差,这正是模糊控制器缺少的环节。

图3 控制原理图
为此,本系统设计了一种Fuzzy―PI复合控制器,其控制原理如图3所示。在输入信号 之后,设置了一个带阀值的模态转换器,根据阀值与 的比较结果确定模态:当e大于阀值时,让信号传输到Fuzzy控制器,以得到良好的瞬态性能;若e小于阀值,则让信号传输到PI控制器,以获得良好的稳态性能。这种Fuzzy―PI复合控制器比单个的模糊控制器具有更高的稳态精度,而比经典的PI控制器具有更快的动态响应特性[2]。
Fuzzy―PI控制器的主要设计思想是:当温度偏差较大时采用Fuzzy控制,以加快响应速度;当温度偏差较小进入稳态过程后,则由程序切换到PI控制,消除静态误差,提高控制精度。切换时机由计算机程序根据事先给定的偏差范围自动实现。这样,保持了两种控制方法的优点,既改善了常规控制的动态特性,又保持了常规控制的稳态特性。
Fuzzy―PI控制系统的组成如图4所示。其中,调压器为执行机构、钢化炉为被控对象(加热方案为电炉丝吹风加热)、热电偶为测量与反馈装置。

图4 Fuzzy―PI控制系统组成图
图中PI为常规比例积分调节器,FLC 为模糊控制器,K为由偏差 控制的软开关。电炉丝为被控对象,炉内温度T是被控参数,T0是温度给定值,220V交流电通过双向晶闸管调压后向电炉丝供电,同时热电偶检测炉内实际温度,检测出的电信号再经温度变送器、A/D 转换器,送至系统的输入端与给定温度相比较,得到温度偏差e,再根据 的大小决定使用PI控制或使用FLC控制:当e大于阀值时选择FLC控制;若e小于阀值时选择PI控制。算出的控制输出量UC,经D/A转换为模拟量以控制晶闸管触发电路的导通角,调节炉子的供电电压的有效值,实现炉温控制。在钢化玻璃生产线微机控制系统中,PI调节器和FLC控制器均通过PLC来实现,这样可明显地提高系统的可靠性,获得良好的控制效果。
3 Fuzzy―PI模糊控制器的设计
模糊控制器的基本结构[3]如图5所示。输入为温度偏差和温度偏差变化率,输出为控制量。e和E为温度偏差(e=T-T0),ec和EC为温度偏差的变化率(即ec=de/de),uc和UC为控制量,e、ec、uc均为连续变量。其中,小写字母代表精确量,大写字母代表模糊量。
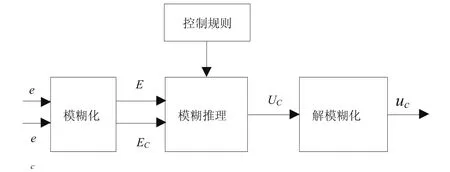
图5 模糊控制器的结构图
3.1 精确量的模糊化处理
这部分的作用是将输入的精确量转换成模糊量[4]。其中输入量包括外界的参考输入、系统的输出或状态等。模糊化的具体过程是:首先对这些输入量进行处理,使其变成模糊控制器要求的输入量;再将上述已经处理过的输入量进行尺度变换,使其变换到各自的论域范围;最后将已经变换到论域范围的输入量进行模糊处理,使原先精确的输入量变成模糊量,并用相应的模糊集合来表示。
这里,E、EC和UC的模糊集均取为{NB,NM,NS、ZE,PS,PM,PB}。各量的含义分别为:NB-负大,NM-负中,NM-负小,ZE-零,PS-正小,PM-正中,PB-正大。下面建立输入语言变量温度偏差E、温度偏差变化率EC和输出语言变量控制量UC的赋值表。
温度偏差e的基本论域[-20,20]变换到离散论域 [-4,-3,-2,-1, 0,1,2,3,4],则得偏差e的量化因子ke=1/5。语言变量 选取7个语言值:PB,温度偏差E的赋值表如表1所示。EC和UC方法类同。

表1 温度偏差E的赋值表
利用MATLAB进行系统仿真,温度偏差E的隶属函数如图6所示。

图6 温度偏差E的隶属函数
3.2 模糊控制规则库的建立

表2 控制规则表
规则库是通过分析系统的偏差及偏差变化率之间的内在机理, 以及它们对系统输出影响的程度,结合操作者的经验而得到的。它包括用模糊语言变量表示的一系列反映了控制专家的经验和知识的模糊控制规则[4]。
模糊控制规则是人的经验知识的一种体现,由若干条结构相同而模糊语言变量取值不同的模糊条件语句(“IF-THEN”型)组成。每一条模糊条件语句只代表了一种情况下的一个控制策略。根据模糊条件语句得整理得出如表2所示。
3.3 模糊推理
在模糊控制中,已建立的模糊控制规则要经过模糊推理才能决策出控制变量的一个模糊子集。模糊推理是模糊控制器的核心,具有模拟人的基于模糊概念的推理能力。该推理过程是基于模糊逻辑中的蕴含关系及推理规则来进行的。a、b和u间的模糊蕴含关系。选择用Mamdani算法计算这种模糊蕴含关系,则


3.4 解模糊化
以上通过模糊推理得到的是模糊量,而对于实际的控制则必须为清晰量,因此将模糊量转换成清晰量,这就是解模糊化所要完成的任务。
解模糊化[5]可以采用很多方法,其中较常用的三种是最大隶属度法(maximum),中位数法(也叫面积平分法,bisector)和面积中心(重心)法(centroid)。本文选用面积中心(重心)法。
面积中心(重心)法对模糊推理结果的所有元素求取重心元素,这个重心元素就作为解模糊化之后得到的精确值。其计算公式为:

4 钢化炉温度控制的测试结果及结论
加热炉本身由上下两组电炉丝加热,用上下两组热电偶检测炉内温度,加热炉为一双输入双输出的被控对象。温度控制系统为典型的二阶滞后系统, 设被控对象的传递函数为:
控制系统的温度响应曲线如图7所示。

图7 系统温度相应曲线
从图7中可以看出:传统的PID控制可以消除稳态误差,但是超调量大且过渡时间较长;而采用模糊Fuzzy-PI算法, 则使系统的响应速度加快, 调节精度提高, 稳定性能变好, 而且超调量微小,最显著的特点是过渡时间变短。这些都是单纯PID 控制难以实现的。通过以上分析可知,本系统设计的Fuzzy-PI控制器,积分参数可以帮助控制器克服控制过程中的稳定误差,并对系统性能进行监测,使控制器不断地对控制量进行校正。当控制偏差较大时采用模糊控制以加快响应速度;当控制偏差较小进入稳态过程时,由程序切换到PI控制。这样,既可以在升温阶段获得快速、超调小的模糊控制的优点,又可以在恒温阶段获得PID控制可以消除稳态误差的优点。因此,Fuzzy―PI控制比单纯的PID控制具有更好的动态响应特性和鲁棒性。
[1]姜美琴.加强品质管理提高钢化玻璃质量.玻璃,2007,2.
[2]李士勇.模糊控制和智能控制理论与应用[M].哈尔滨:哈尔滨工业大学出版社,1990.
[3]汤兵勇,路林吉,王文杰.模糊控制理论与应用技术[M].北京:清华大学出版社,2002.
[4]Mauer,G.F.A fuzzy logic controller for an ABS braking system.Fuzzy Systems.IEEE Transactions on,1995,3.
[5]李国勇.智能控制及其MATLAB实现[M].北京:电子工业出版社,2005.
Control strategy and fuzzy-PI control technology of glass toughening furnace temperature
JIANG Lu-ming, ZHANG Jian-rong
本系统采用模糊控制技术,结合传统PID算法,设计Fuzzy-PI控制器,从而实现加热段温度的自动控制。以温度偏差和温度偏差变化率为输入,控制量为输出,经模糊化、模糊控制规则库的建立、模糊推理、解模糊化,完成模糊控制器的设计并进行了测试,结果表明Fuzzy-PI制比单纯的PID控制具有更好的动态响应特性和鲁棒性。
炉温;模糊控制;Fuzzy-PI控制器;仿真
江路明(1963-),男,江西遂川人,副教授,研究方向为电子信息及自动化技术。
TF355.3+
B
1009-0134(2010)06-0144-04
10.3969/j.issn.1009-0134.2010.06.48
2010-03-15
猜你喜欢
舰船科学技术(2022年20期)2022-11-28 08:22:00
厦门大学学报(自然科学版)(2022年4期)2022-07-15 08:58:40
现代装饰(2020年7期)2020-07-27 01:27:50
建筑与预算(2020年5期)2020-06-15 08:13:06
玻璃(2020年5期)2020-06-10 07:23:24
建筑与预算(2020年4期)2020-06-05 06:09:46
建筑与预算(2020年2期)2020-04-16 03:19:46
运筹与管理(2019年10期)2019-12-17 06:07:12
制造技术与机床(2017年3期)2017-06-23 08:11:38
电子制作(2016年21期)2016-05-17 03:53:01