
加速度包络技术在状态监测中的应用探讨
2010-05-04 10:45:02王永顺
中国设备工程 2010年4期
王永顺
(中海石油技术检测中心,天津 塘沽 300452)
近年来加速度包络技术在状态监测中广泛应用,并取得良好效果,尤其在滚动轴承的早期故障诊断、轴承润滑不良、齿轮故障诊断过程中发挥了重要作用。
一、加速度包络应用机理
加速度包络技术采用了放大、滤波手段增强调制信号,滤去低频干扰信号,并充分利用故障早期缺陷对零部件或传感器的激励作用产生的共振及其调制作用,使周期信号更加明显。在经过检波或希尔伯特变换后,再解调成低频信号。由于所采集的振动信号是在较高的频率范围(通过带通滤波)使低频干扰得到有效抑制,又因利用了轴承、齿轮等部件的工作频率及固有频率较高的特点,使其与其他振动得以区分。
近年来,笔者根据包络技术的作用机理,在除诊断轴承故障特征频率、齿轮故障外,探讨该技术在其他故障诊断中的应用取得一定效果。如由于轴承游隙的变化,使螺杆压缩机的螺杆之间(非啮合传动)、螺杆与壳体之间产生以工频为主的高频激励振动。滚动轴承的同轴度出现偏差,在包络谱中有时会出现工频及其谐波(轴承部件的自振频率受工频的调制)。滚动轴承的滑动摩擦(滚动体、内外环滑动)问题、滑动副之间的间隙过大、转子系缺陷等引起的机组共振等。并使多数在实践中得到验证,在设备状态监测工作中起到很大作用。另外流体的喘动等高频振动都可在加速度包络谱中得到反映。
二、应用实例
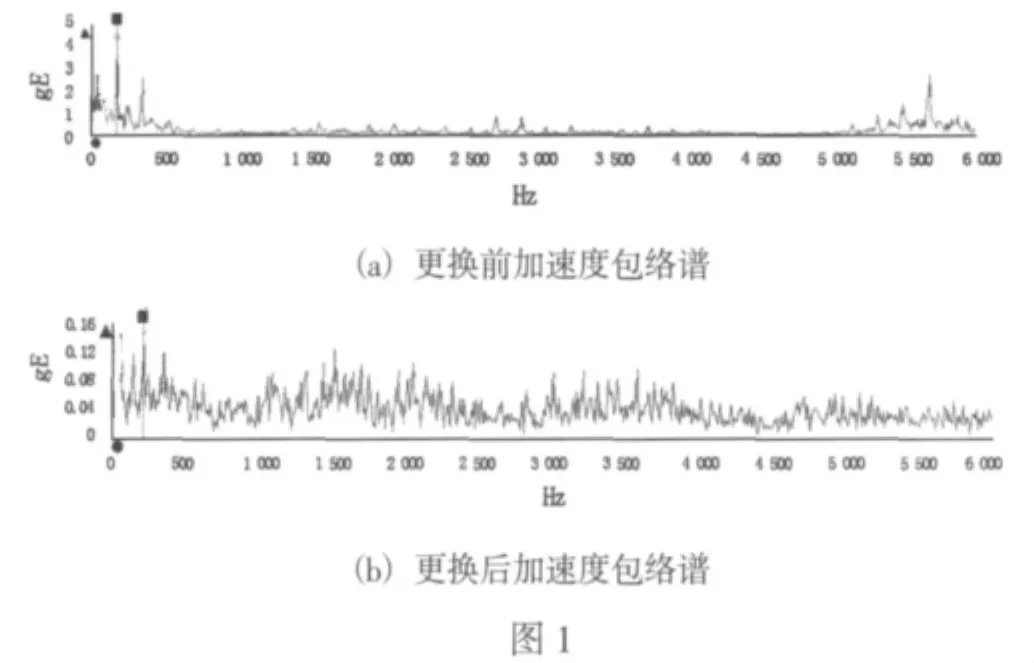
1.由于对设备故障的判断思路正确,解决了不少实际问题。如通过对螺杆式空气压缩机的故障分析找出故障产生机理,制定相应措施,使生产单位工艺控制(定期清理进口过滤器,防止进口压力过低造成螺杆受力不均)、设备装配工艺采取必要措施控制装配间隙,使螺杆压缩机易碰摩问题从根本上得以解决,该类型设备检修次数大幅度下降。某单位螺杆压缩机更换进口空气滤器前后的频谱见图1。
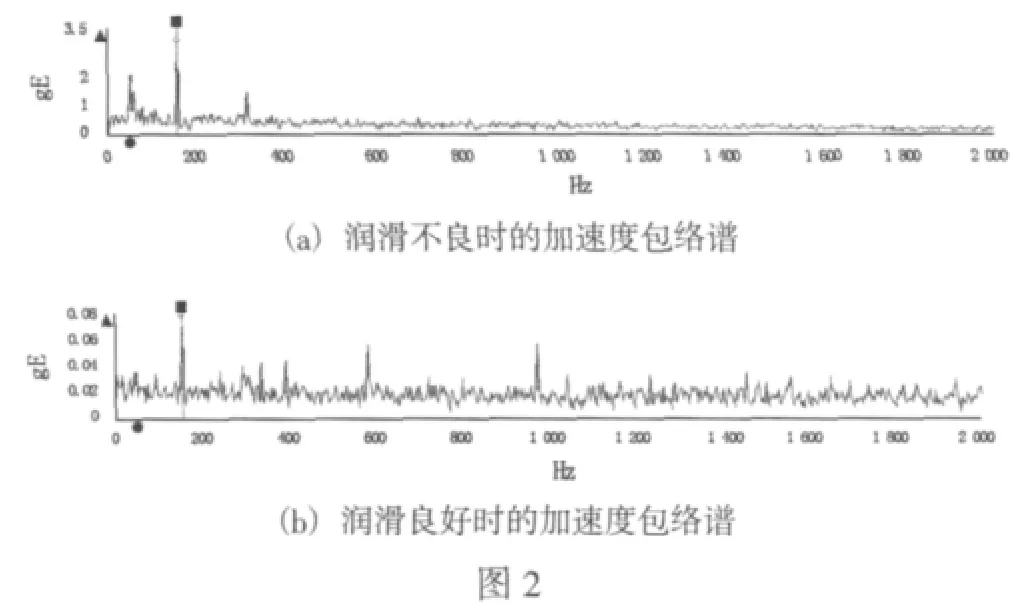
2.加速度包络技术在摩擦方面的应用。摩擦是一种宽频带激励,它的影响范围从低频到高频都存在。尤其在初期,较轻微的连续或周期的局部摩擦会激励传感器或零部件产生共振,使摩擦故障信号放大,在加速度谱中高频段会产生成簇的振动峰值,在加速度包络谱中会产生地脚能量较高的特点,由此可判断轴承润滑不良。当间断性摩擦发展成连续摩擦后,轴承将主要以工频为主。由共振的调制是否存在工频信号,了解转子系是否存在早期磨损。而只有当摩擦较严重时,才能够在低频段显示出来。某电机轴承润滑不良与润滑良好时的频谱图见图2,通过补充润滑脂后,频谱发生了较大变化。
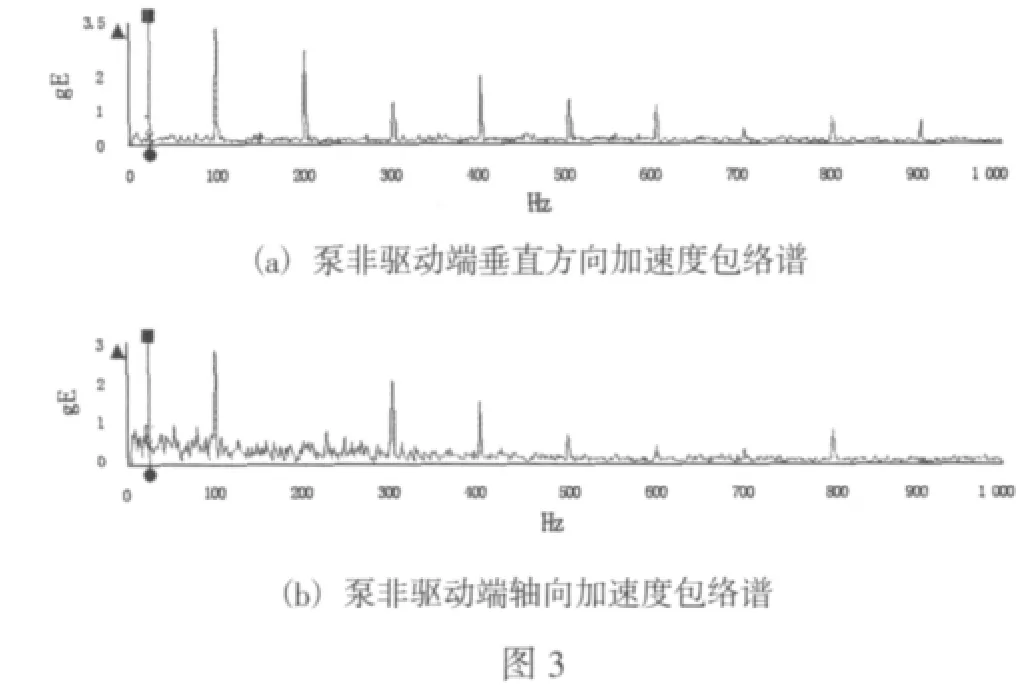
某真空泵叶轮与端板发生摩擦时的频谱图见图3,频谱中的峰值是叶轮叶片的通过频率及其谐波。
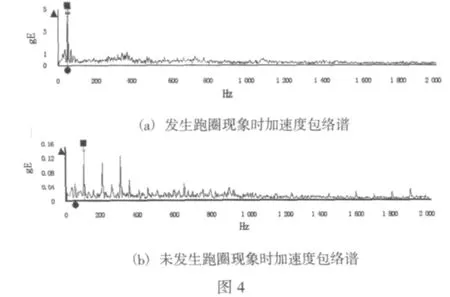
轴承出现跑圈或轴承滚动体出现滑行运动状态,在加速度包络谱中将有工频产生并伴有一定的地脚能量。某台电机轴承发生跑外圈现象的频谱图见图4。
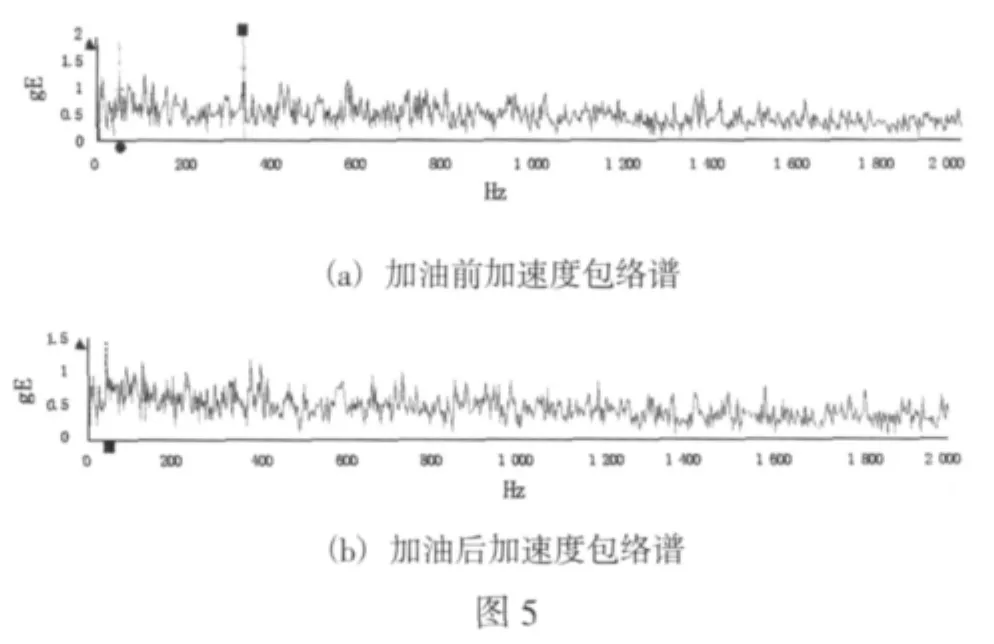
3.加速度包络值诊断轴承松动冲击。在一些加速度包络谱中往往会出现这样的情况,地脚能量很高,但其润滑状态良好,没有出现常见的缺油现象。这时一般和轴承松动冲击或轴承所受载荷较大有关。轴承松动冲击是指因轴承内部或外部松动,配合间隙过大,运转时受回转机件不平衡力或其他振动的激励迫使轴承发生的振动冲击。游隙过大时由于负荷区滚道接触的滚动体数量减少,轴承的应力集中。卸载的滚动体经过的弧增加,在保持架和保持架槽上会产生额外的负荷,另外卸载区滚动体作用在滚道的负荷会减小,若小于轴承要求的最小负荷时就会产生滑动摩擦的现象。这种状态会使轴承磨损速度加快,轴承间隙更大。某电机轴承因长时间运行,轴承磨损,轴承游隙增大,频谱特征上表现为较高的地脚能量,通过补充润滑脂,频谱中并无明显变化(图5)。
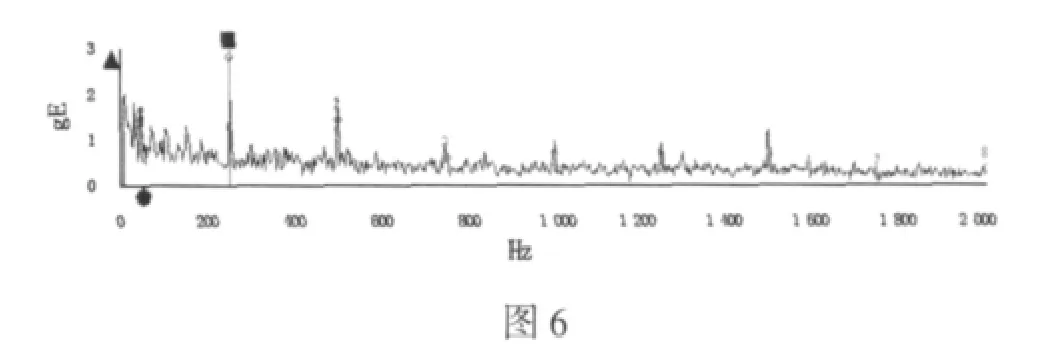
4.加速度包络技术诊断泵气蚀或工况不稳造成的振动冲击。某台离心泵发生气蚀时的频谱图见图6,频谱中250Hz的峰值为叶片通过频率,但在有些设备发生气蚀情况下叶片频率不会出现,只是以较高地脚能量为主。此时借助对速度频谱的分析,能够对故障进行更准确的判断。
猜你喜欢
防爆电机(2020年5期)2020-12-14 07:04:00
装备制造技术(2020年2期)2020-12-14 03:09:20
橡塑技术与装备(2018年20期)2018-10-20 02:29:20
橡塑技术与装备(2018年10期)2018-05-18 18:16:44
电子制作(2017年8期)2017-06-05 09:36:15
现代工业经济和信息化(2016年22期)2016-08-23 11:55:40
电测与仪表(2016年16期)2016-04-12 00:25:46
电测与仪表(2015年10期)2015-04-09 11:48:02
机电信息(2014年29期)2014-02-27 15:54:16
机电信息(2014年26期)2014-02-27 15:53:38
