优化热处理工艺控制模具变形
2010-04-17 07:52:54王厚明
科技传播 2010年11期
王厚明
东台市经济和信息化委员会技改项目办公室,江苏 东台 224200
金属模具在热处理过程中易产生变形,特别是对于加工精度要求较高的模具而言,热处理工艺选择不当也易导致模具报废。因此,优化热处理工艺控制模具的变形也是企业在实际生产过程中经常碰到的话题。现以图1模具的热处理为例,对其热处理工艺方法探讨。
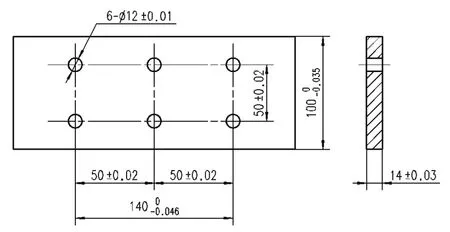
图1 工作图
该模具技术要求:6个Φ12mm孔尺寸及误差和位置尺寸及误差要求如图1所示,平面度误差小于0.02mm,模具材料为Cr12MoV,硬度为HRC58~62。由此可见,该模具加工精度要求较高,故其加工工艺不同于一般模具,尤其是锻造、热处理时要采取严格措施,防止模具变形。基于这一要求,经反复试验、研讨,制订了模具的加工、热处理工艺方案,并付于实施。
1 模具坯料锻造工艺
Cr12MoV钢的化学成份复杂,属高碳高铬冷作模具钢,再结晶温度高,若始锻温度偏低,则易产生冷作硬化现象,所以该模具坯料的终锻温度要控制在固溶线(Acm)以下,共析线(A1)以上50~100℃,若终锻温度太高,停锻后模具坯料组织内将出现晶粒粗大的二次网状渗碳体,大大降低模具综合性能;终锻温度太低,则再结晶困难,加工硬化现象严重,模具变形抗力大,塑性差。通过实践多次证实,Cr12MoV钢的实际可锻温度范围比较狭窄(约250℃左右),经过实践对比及相关资料查阅研究,最终确定始锻温度为1100~1150℃,终锻温度为880~900℃。同时,要选择合适的锻造比,一般选择3~4,以充分破碎网状碳化物,细化内部组织晶粒并使坯料内部组织纤维流向垂直于模具大平面,以利于控制热处理时模具的变形。
2 模具退火处理工艺
模具坯料锻造后要采取球化退火,使模具坯料组织内网状渗碳体球状化,以降低硬度和提高韧性,改善模具坯料的切削加工性能和机械性能,同时也为后面的淬火工序做准备,减少模具淬火时产生变形和裂纹的倾向。采用球化退火工艺如图2所示,球化退火后,模具坯料的组织为索氏体和颗粒状碳化物,硬度为HB206~260。
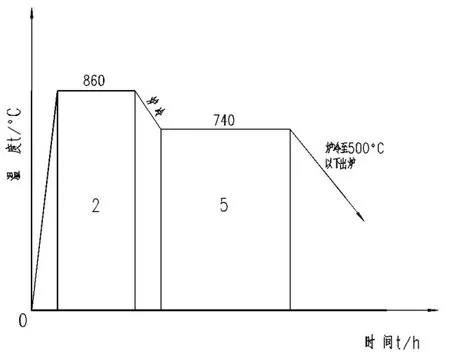
图2 球化退火工艺
3 模具调质处理工艺
由于该模具材料内部组织碳化物较多且化学成份复杂,为此在精加工前增加一道调质处理工序,调质处理工艺如图3所示。经过调质处理后,模具材料内部组织变为细致而均匀的颗粒状索氏体和渗碳体的混合物,可使模具获得较好的强度、塑性和韧性,同时减少模具淬火的变形,增加模具稳定性。
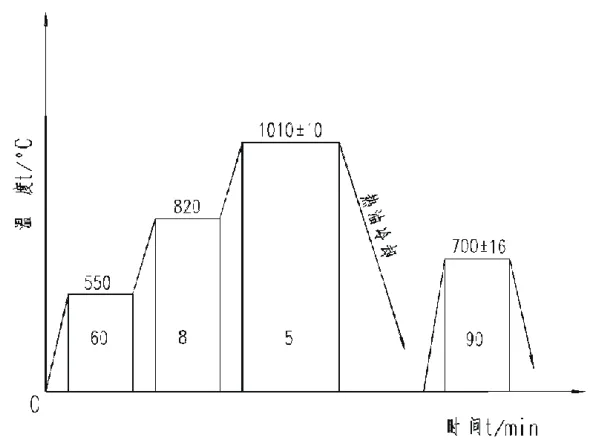
图3 调质工艺
4 模具淬火处理工艺
模具淬火加热温度对淬火质量有很大影响,也是关键之所在。如果模具加热温度过高,将得到粗大的奥氏体组织,淬火后增加了淬火应力,易引起模具变形,也会使模具硬度下降,综合性能变坏。因此,正确优选淬火加热温度,可使淬火后获得均匀细小的马氏体和小颗粒的渗碳体组织,进而减小模具变形量甚至无变形。经多次试验并结合以往经验,淬火温度为1000℃时,其变形量为△D=10μm,△L=60μm;1050℃淬火时,△D=-10μm,△L=30μm,故淬火加热温度应控制在1010±10℃,同时,为防止加热引起模具变形,采用分段加热,淬火工艺如图4所示。加热后,如采用直接油淬,依据以往经验可能出现变形较大及孔径、孔距、翘曲度可能达不到要求现象。经多次工艺试验,最终采用如下工艺:加热保温结束后,先在820℃的温度中预冷2分钟,然后将模具放置到已预热至350~400℃的两块特制钢板保温层之间,在压力机上压紧后进入400℃硝盐炉中等温3小时,最后空冷至室温。经上述工艺处理后,不但保证了模具孔径及孔距尺寸公差,横拉杆和斜支撑,待混凝土浇筑完成后割除。溶洞段不灌浆,顶部预埋Φ50钢管作排水孔作用,如而且平面度误差也达到规定的技术要求。
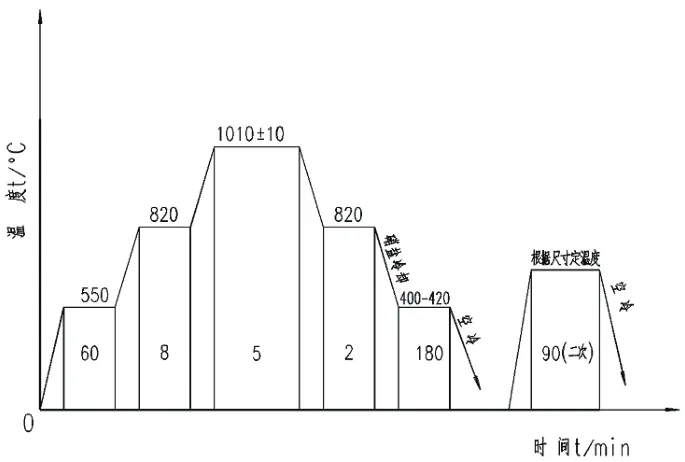
图4 淬火工艺
5 模具回火处理工艺
模具淬火后应及时进行回火处理,以消除模具的残余应力及获得稳定的组织和性能,保持模具在使用过程中不再发生形状和尺寸的改变。回火温度要根据淬火后模具组织内残余奥氏体的量来决定,并以此控制和调整模具热处理后的尺寸。如孔径增大,可采用340~430℃的加压回火;如孔径缩小,可采用420~520℃回火,以增大尺寸。应该注意的是:模具必须经两次回火,依据模具每次回火后的实际尺寸变化,确定下一次的回火温度,以便将模具的变形量控制在所要求的公差尺寸范围内。
通过优化热处理工艺,模具的孔距、孔径、平面度及硬度均达到技术要求,尤其值得提出的是模具寿命明显提高,在初期使用中未发现变形与开裂现象,这是采用一般热处理工艺的模具所无法比拟的,充分证明优化热处理工艺取得的效果。
猜你喜欢
轴承(2022年5期)2022-06-08 05:05:42
环境工程技术学报(2022年3期)2022-06-05 07:20:42
河南工学院学报(2021年3期)2021-09-27 12:08:44
甘肃科技(2020年20期)2020-04-13 00:30:04
山东冶金(2019年3期)2019-07-10 00:54:00
文化交流(2019年3期)2019-03-18 02:00:12
中国资源综合利用(2017年2期)2018-01-22 02:45:00
材料科学与工程学报(2016年1期)2017-01-15 13:33:58
饲料工业(2016年1期)2016-03-22 03:14:39
铜业工程(2015年4期)2015-12-29 02:48:41