
基于UG/POST的异型石材数控加工中心SYH4608专用后处理器研究
2010-04-11 08:07吴玉厚冯松涛
制造业自动化 2010年11期
张 贺,吴玉厚,冯松涛,肖 楠
ZHANG He1, WU Yu-hou1, FENG Song-tao1, XIAO Nan2
(1. 沈阳建筑大学 交通与机械工程学院,沈阳 110168;2. 沈阳工程学院,沈阳 110136)
基于UG/POST的异型石材数控加工中心SYH4608专用后处理器研究
Research of private post-processor of heterotypic stone cnc machining center SYH4608 based on UG/POST
张 贺1,吴玉厚1,冯松涛1,肖 楠2
ZHANG He1, WU Yu-hou1, FENG Song-tao1, XIAO Nan2
(1. 沈阳建筑大学 交通与机械工程学院,沈阳 110168;2. 沈阳工程学院,沈阳 110136)
在对通用后处理器开发的基础上,采用UG软件中的POST模块,建立了基于NC110数控系统和异型石材数控加工中心SYH4608的专用后处理器,并根据用户需求,采用TCL(Tool Command Language)语言开发了具有针对性的后置处理方式,通过此后处理自动生成NC程序,利用VERICUT对其进行加工仿真,验证了专用后处理器的可行性。
加工中心;UG;后处理器;NC
0 引言
伴随着石材制品需求量的日趋增加以及石材制品向着高质量、艺术化、多样化的方向发展的同时,人们对石材装备加工性能的要求也越来越高,复杂异型石材制品的自动化加工已成了石材加工不可缺少的一部分。数控加工作为目前CAD/CAPP/CAM系统中最能明显发挥效益的环节之一,已广泛引用到各个行业,其核心工作是对工件进行数控编程,生成刀具轨迹,然后将其离散成刀位点,经后置处理产生数控加工程序。
将刀位文件转换成指定数控机床执行的数控程序的过程称为后置处理[1],通常分为通用和专用后置处理两种方法。一般CAD/CAM集成软件采用的是通用后置处理方法,如UG通用后置处理UG/POST。由于数控机床结构以及数控系统的不同,通用后置处理生成的加工程序还需要做大量的手工修改才能执行,严重地影响了CAM模块和数控设备的使用效率;采用专用后置处理方法,由于是针对具体的数控机床,所以生成的加工程序无需修改,可直接输入机床进行加工,而且根据需要,在后处理中加入用户需求,可以对所产生的NC程序进行方便的检查和校验。但是目前开发的专用后置处理程序多数是采用高级语言编写,因此开发工作量大,编制困难[2],对设计完成的后置处理程序修改困难,只有专业的后置处理开发人员才能做相应的修改处理。
为提高自动编程效率,充分发挥加工设备优势,提高UG集成软件系统后置处理能力,本文在研究了UG/POST通用后置处理的基础上,开发了异型石材数控加工中心的快速专用后置处理程序,加入用户需求,并通过VERICUT软件对代码进行加工仿真研究验证。
1 UG/CAM后置处理原理
UG的后处理有两种方法:一种是利用图形后处理模块GPM(Graphics Postprocessor Module)做后处理,另一种是UG/Post后处理方法,加工输出管理器MOM(Manufac-turing Output Manager)是UG/Post后处理的核心。两种后处理的结果是一样的,GPM后处理方法是一种旧式方法,而UG/Post则是一种较新的方法,使用简单,它直接将刀轨转换成NC代码,不用再输出CLS文件[3]。本文采用UG/Post创建NC110数控系统后处理器的方法。
UG/Post进行后处理的步骤如图1所示:事件生成器 (Event Generator)用于把事件传给UG/POST,其中事件是要处理的一个数据集,用来控制机床的一个动作。事件处理器(Event Handler)是一个文件,里面是用Tcl(Tool Command Language)语言写的处理指令,定义每一类事件的处理万式。定义文件(Definition file)包含指定机床静态信息的文件。这两个文件可以利用UG自带的工具Post Builder来生成,并将它们加入后置处理模板文件里才能使用,进入UG/Post后置环境中进行后置处理,完成从简单到复杂机床结构/控制系统的后处理[4]。
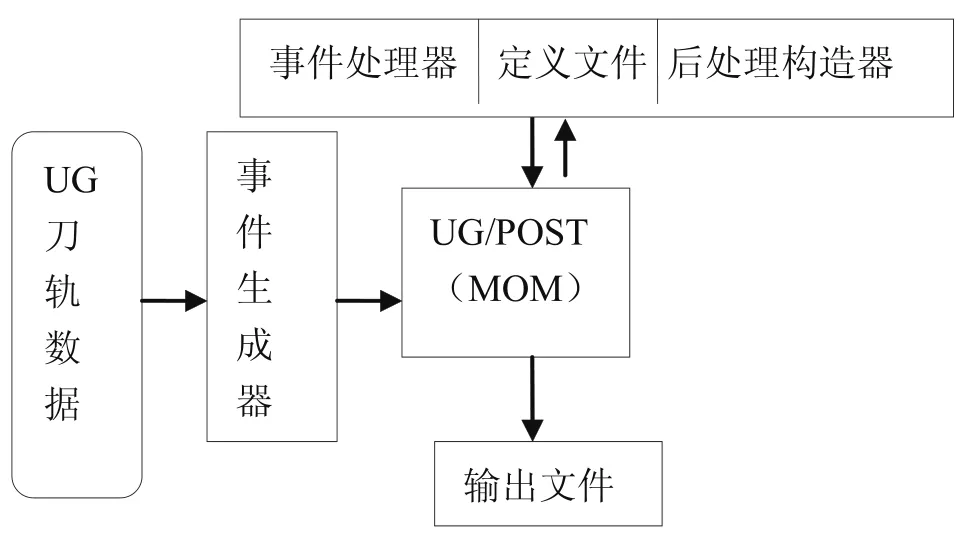
图1 后置处理流程
2 创建NC110后处理器
2.1 异型石材数控加工中心SYH4608
专用后置处理器的开发必须在充分掌握数控机床的结构信息、控制系统、机床编程规则等方面的基础上才能进行,是一个相当复杂的过程。UG/Post Builder可以创建与机床和数控系统相匹配的通用后置处理器的大体框架,然后由用户自主添加自定义后置处理命令,开发符合设备使用要求的专用后置处理器。本文要建立一个五轴联动专用后置处理器,数控系统采用NC110,加工中心主要技术参数如表1。根据用户要求,对所产生程序提出具体的修改建议。用户需求如表2所示。
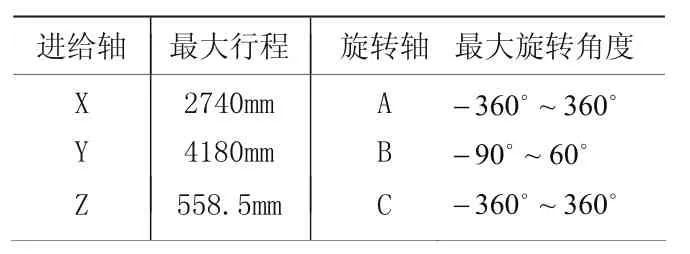
表1 加工中心主要技术参数

表2 用户需求
2.2 新建SYH4608数控系统后处理器
进入UG/POST,创建一个SYH4608后处理,选择5轴联动,一摆头一摆台机床(注意单位选择mm),如图2所示。
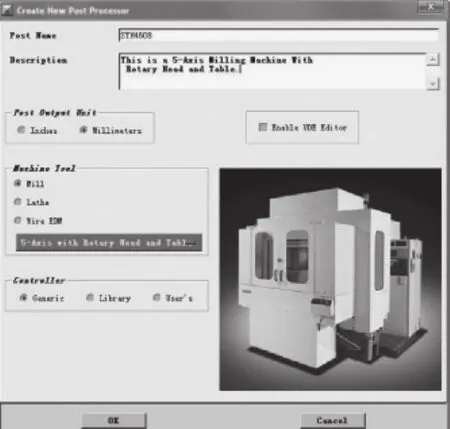
图2 机床选择
2.3 机床参数设置
机床基本参数按照表1所示进行设置,包括进给轴最大行程,旋转轴最大角度等,点击左侧列表,进入Fourth Axis页面,对机床旋转轴旋转平面进行设置。图4为机床简单结构图。

图3 机床参数设置

图4 机床结构简图
2.4 程序和刀轨参数设置
根据机床编程手册修改程序格式,包括程序头,程序尾,操作头,操作尾及刀轨等。如图5所示。
为了实际需求,对程序以及刀轨做如下修改:
1)程序前显示文件名
在进行后处理时,系统可以自动针对NC文件生成日期、零件名和NC文件名显示在程序头,可以方便程序员对NC程序进行确认以及检查。

图5 程序头程序尾设置
选中Program,在左侧树形形状窗口中选择Program Start Sequence项,为了满足NC110数控系统要求,删除MOM_set_seq_off项,删除G40 G17 G90 G17项,之后建立一个用户自定义命令,进入输入以下内容:

2)自动换刀设置,显示刀具信息
在左侧树形结构窗口中选择Operation Start Sequence,在右侧窗口的Start of Path中添加新的Block,名称改为tool_info,在文本框中输入以下内容。
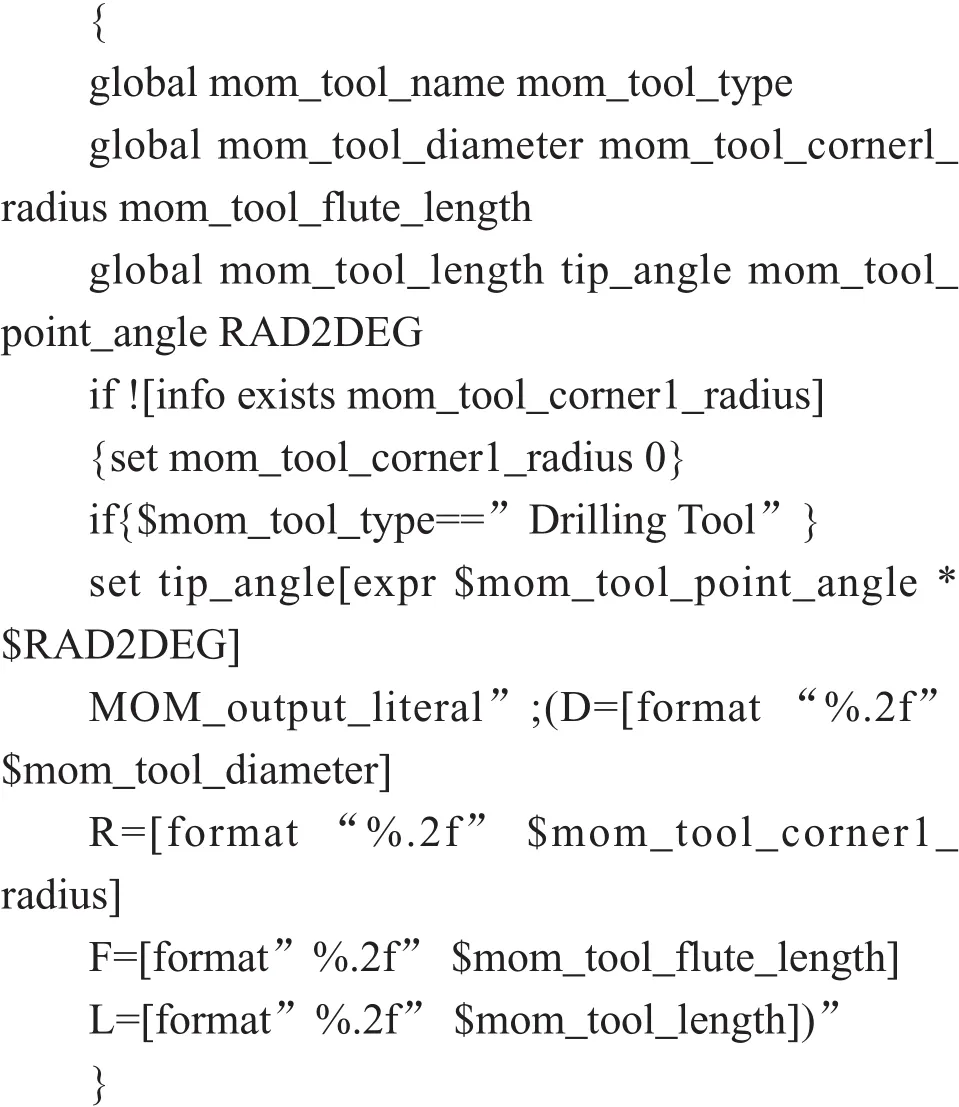
该设置用于在后处理中将每个操作的刀具信息都显示出来,便于程序的检查和分段执行。
3)修改程序结尾,将主轴Z方向回零,主轴停转,冷却关闭
在左侧结构窗口中选择Operation End Sequence, 对于冷却关闭的操作,需要添加一个New block到End of Path节点中,在新窗口中选择上方下拉窗口中More→M_coolant→M09,点击“Add Word”将其拖至对话框中,单击OK,退出窗口。对于主轴停转操作,同样采用添加New block的方式,按照New block→More→M_Spindle→M05顺序,再加入New block→More→M→M01。对于在程序结束,主轴Z方向回零,参考点返回,采用G28及G91代码,将右侧下拉窗口中New block添加到End of Path节点中M05和M01之间,在弹出新窗口中选择上方下拉窗口中G_mode→G91加入,选择上方下拉窗口中G→G28加入,再选择上方下拉窗口中Z_Zero加入,在弹出对话框Expression Entry中输入0,单击OK。通过如此修改满足数控系统要求,并在程序结束后使主轴停转,冷却液关闭。
4)在程序尾加入加工时间
一般我们都希望知道自己编制的程序实际需要多长时间完成加工,以便有针对性的进行改进,提高加工效率,也便于计算工时。
首先建立一个用户自定义命令,输入以下内容:
将用户命令加到Program End Sequence节点中。
5)修改程序输出格式为.mcd

图6 文件输出格式定义
Listing File Elements(列表文件)控制列表文件是否输出和输入内容。输出的项目有X、Y、Z坐标值,第四、第五轴角度值,还有转速和进给。也可以定义打印页的长、宽和页头、及文件后缀。本文所产生NC代码需要加载到VERICUT软件中进行仿真加工,故在此把输出文件格式定义为.mcd。如图6所示。其中Generate Group Output用于操作分组输出,生成几个NC程序。本文只生产一段程序,所以设置时OFF; Output Warning Messages用于在后处理过程中显示详细错误信息;Display Verbose Error Messages用于在后处理过程中显示详细错误信息;Activate Review Tool用于打开Review Tool,用于debugging后处理。
2.5 添加后处理文件
后处理全部建立完毕以后,保存后处理。保存后的后处理不会直接显示在UG软件下,需要对后处理模版文件进行编辑。在Post Builder中,选择Utilities Edit Template Post Data File命令,进入后处理模版文件,在最后一行点击新建,选择刚刚建立好的PUI文件,并将${UGII_CAM_POST_DIR}的内容改为用户目录,保存,则5轴加工中心后处理建立完毕。
3 后处理所产生的NC程序
通过本文所建立的后处理器,对产生的NC程序进行校验,如图7所示。
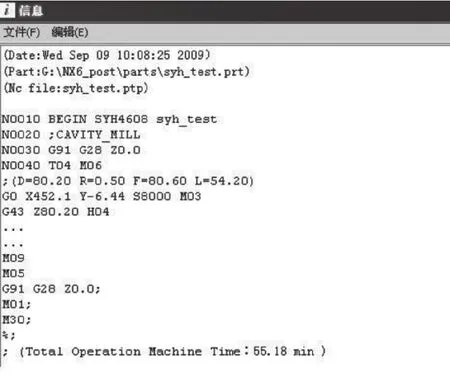
图7 NC程序
通过对NC程序进行分析,可以发现程序前显示了程序所在位置以及生成时间,在换刀过程中显示刀具信息,在程序结尾,实现了将主轴Z方向回零,主轴停转,冷却关闭,并在最后显示了加工时间。
4 加工仿真
机床仿真属于后置仿真,可以模拟检测在实际加工过程中是否有刀具碰撞,工件加工不合理等情况,减少了实际加工中试切的情况,提高了生产效率、降低成本。本文通过对VERICUT软件建立SYH4608数控机床,对后处理所产生的NC程序进行仿真,验证了后处理的正确性。加工仿真如图8所示。

图8 加工仿真
5 结论
通过UG/Post Builder创建的专用后置处理器和加工仿真验证,可得出如下结论:
1)实现了在通用后置处理基础上快速有效地开发数控机床的专用后置处理器,解决了用高级计算机语言从头编写专用后置处理器的繁琐过程。
2)针对用户需求,采用UG后处理器编程语言TCL语言进行编程,建立具有针对性的专用后处理器,可以充分满足程序员后续对程序的检查以及修改。
3)充分发挥了UG集成系统软件的CAM功能,从而使加工中心的强大功能得到了充分发挥。
[1] 刘雄伟,张定华,王增强,等.数控加工理论与编程技术[M].北京:机械工业出版社,2000.
[2] 黄国权,吕金丽.数控加工的后置处理技术[J].应用技术,2001,28(11):7-9.
[3] 刘镝时.用UGPosl创建AB-8400MP数控系统后处理文件[J].CAD/CAM与制造业信息化,2006, (11):76-77.
[4] 张继红,高佑芳,王恩俊等.基于CAM的数控加工后置处理方法的研究与实践[J].机电产品开发与创新,2007,(1):188-189.
[5] 赵德宏.异型石材加工中心方案设计与运动仿真[D].沈阳:沈阳建筑大学,2007.
[6] 吴玉厚,赵德宏,陆峰,张珂.异型石材制品加工技术与设备发展概述.石材.2007,8.
[7] 周立波,李厚佳,沈永红,吴昊.基于UG的数控机床加工仿真与编程系统的研究[J].机床与液压,2009,37(6).
[8] 周立波,李厚佳.基于UG的加工仿真及后置处理器的开发[J].制造业自动化.
TP273
A
1009-0134(2010)10(下)-0020-04
10.3969/j.issn.1009-0134.2010.10(下).06
2010-02-05
“十一五”国家科技支撑计划项目(2006BAJ12B07);辽宁省教育厅创新团队计划项目(2007T146.2007T147)
张贺(1984 -),男,硕士研究生,研究方向为数控技术与装备。
猜你喜欢
石材(2020年12期)2021-01-15
石材(2020年7期)2020-08-24
石材(2020年6期)2020-08-24
石材(2020年5期)2020-07-27
制造技术与机床(2019年12期)2020-01-06
制造技术与机床(2019年4期)2019-04-04
制造技术与机床(2017年5期)2018-01-19
制造技术与机床(2017年6期)2018-01-19
制造技术与机床(2017年7期)2018-01-19
制造技术与机床(2017年9期)2017-11-27
