
电镀污泥中镍的回收技术研究
2010-03-30 08:23:12张广柱童张法高大明
环境科学导刊 2010年3期
张广柱,童张法,高大明
(1.梅州市环境监测中心站,广东梅州514071;2.广西大学化学化工学院,广西南宁530004;3.深圳市工业废物处理站贵金属回收部,广东深圳518049)
电镀污泥中镍的回收技术研究
张广柱1,童张法2,高大明3
(1.梅州市环境监测中心站,广东梅州514071;2.广西大学化学化工学院,广西南宁530004;3.深圳市工业废物处理站贵金属回收部,广东深圳518049)
采用30%N902从除杂后的电镀污泥氨浸液中回收金属镍。在萃取原料液pH=9,相比(A/O)=2∶1,反应时间为5min条件下可使镍的萃取率达到99%。负载有机相经水洗后,用2mol/L A/O=1∶1的硫酸进行反萃,反萃时间为30min,反萃级数为8级,得到产品硫酸镍。硫酸镍溶液中镍离子含量>90g/L,其它杂质达到产品质量要求。
电镀污泥;镍回收;氨浸;N902;萃取
随着我国电镀行业的发展,产生了大量的电镀污泥,对环境危害日益严重[1]。污泥中含有大量贵金属资源,可以加以回收利用,变废为宝。处置电镀污泥回收有价金属,既可以最低限度降低环境污染,又可以最大限度节约资源,可谓一举两得。
目前回收工艺主要有酸浸和氨浸两种[2~4]。本课题组尝试过酸法回收铜镍电镀污泥。浸出液首先经过电解回收铜;然后用磷酸钠除Al、Fe、Cr,最终得到产品硫酸镍。但是本工艺的不足之处在于单一地依靠化学法来净化除杂,难以达到硫酸镍的产品质量要求,如果再次进行深度净化,处理成本较高,工艺较复杂。受金属市场价格因素的影响,如何降低处理成本是目前主要的问题。
本文主要研究N-902(活性成分为2-羟基-5-壬基苯甲醛肟)从氨浸液中萃取铜、镍络离子。氨浸液经过电解初次除铜,硫化物深度净化,最终用N902萃取,硫酸反萃得到产品硫酸镍。工艺简单,成本较低。
1 主要实验试剂与仪器
试剂:碳酸铵、硫化钠、氨水、硫酸、盐酸、硝酸,均为分析纯。
仪器:KS-1型康氏振荡器(北京长风仪器仪表公司),Perkin-Elmer OPT IMMA-3000 I CPAES仪(美国PE公司),AAS-TAS-990(北京市普析通用仪器有限责任公司),凯式定氮仪,分液漏斗,磺化煤油。
2 实验部分
实验原料为深圳市某电镀厂电镀污泥,污泥外观为灰绿色,含镍量4%~6%。取3份约10g污泥,烘干至恒重后称重核算平均含水率;干基用1∶1王水溶出后定容至100ml,稀释后(2%硝酸介质)采用ICP-AES测量其组分。
2.1 浸出
浸出剂中氨水浓度5%,碳酸铵浓度130g/L。液固比3∶1,浸出时间5h。为避免浸出时氨的挥发,浸出在加有橡皮塞的锥形瓶中进行。浸出时添加与污泥和浸出剂的体积比约为1∶1的玻璃珠,放在振荡器上震荡,增加分散效果。浸出工艺为循环浸出。
2.2 净化除杂
浸出液通过电解初次除铜、硫化法二次除铜以达到深度净化除铜的目的。
2.3 萃取
净化后溶液采用稀释剂为磺化煤油的N902萃取,实现镍的回收。因N902对金属镍离子是选择性萃取,所以氨大部分存在于萃余液中,可返回使用。原理如下:

式中R代表铜、镍金属离子。
单一金属元素的分析采用AAS法(下同)。
2.4 洗涤
萃取剂中夹杂着一部分以游离状态存在的氨,如果不洗去,会在反萃时消耗反酸的用量,用自来水洗涤3次,每次洗水量与有机相的体积比为1∶1,洗水返回浸出时配制5%氨水。
2.5 反萃
经过洗涤后的负载有机相,采用硫酸进行多级反萃,得到产品硫酸镍。
理论上为了使反萃液中镍的浓度达到>60g/L,反酸的浓度最低应>1mol/L。高酸度尽管可以取得高反萃率,但从成本方面来考虑,酸度不宜太高。考虑到其他因素可能消耗掉一部分反酸,选择反酸浓度为2mol/L,优化A/O和反萃时间。
一级反萃液中,镍离子浓度太低,为了达到产品质量标准,应提高反萃液中镍的含量,取50ml 2mol/L硫酸,A/O为1∶1,反萃时间为30min,进行多级反萃模拟,每次反萃后用萃余液再次反萃新鲜的饱和有机相。
3 结果与讨论
3.1 污泥组分
深圳市某电镀厂污泥组成见表1。

表1 电镀污泥组分
3.2 浸出液组分
电镀污泥浸出液组分见表2。

表2 浸出液组分
3.3 萃取原料液组分
进行除杂后溶液中各组分含量见表3。

表3 萃取原料液组分
3.4 萃取
3.4.1 萃取剂浓度的选择
萃取剂浓度高于30%粘度较大,工业应用困难,故不予考虑。而当萃取剂浓度低于30%时,镍的萃取率较低。萃取剂浓度与萃取率的关系见表4。
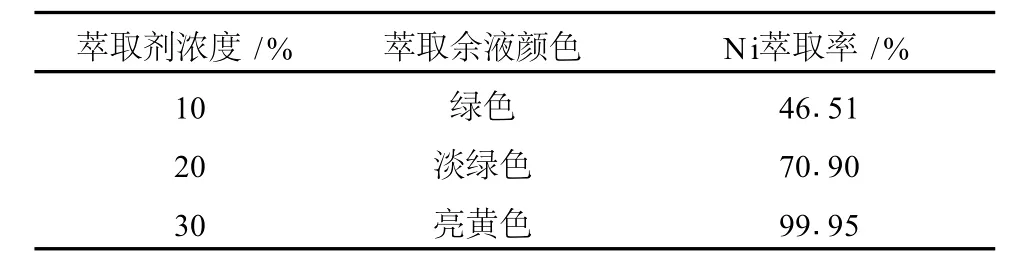
表4 萃取剂浓度对萃取率的影响
所以,萃取剂浓度选择为30%。
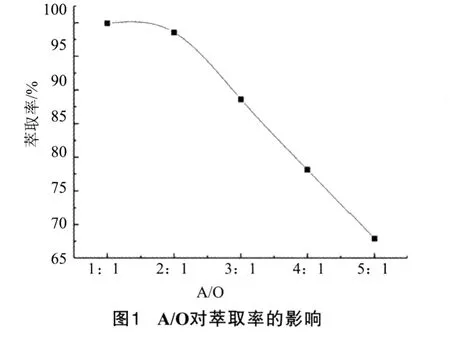
3.4.2 A/O对萃取率的影响
萃取剂浓度30%,反应时间5min,pH=9。考查A/O对镍萃取率的影响,结果如图1所示。
随着A/O比的增加,镍的萃取率逐渐下降,当增加到3∶1时,下降很明显。说明A/O比为3:1时有机相已经饱和。另外,从萃余液的颜色上来辨别也说明了这个问题,当A/O=3时,萃取余液的颜色为黄绿色,说明萃余液中镍含量已经很高。因此选择A/O=2∶1为最佳值。
3.4.3 反应时间对萃取率的影响
萃取剂浓度30%,A/O=2∶1,pH=9。考查萃取时间对镍萃取率的影响,结果如图2所示。

从图2可以看出,N902萃取镍在很短的时间内就可以完成。在3min时镍的萃取率为97%,5min时镍的萃取率接近99%,再延长反应时间,萃取率增幅不明显,故选取反应时间为5min为最佳。
3.4.4 原料液pH对萃取率的影响
试验结果表明,溶液pH对萃取率的影响不显著,综合其他因素考虑,直接用净化除杂后的溶液进行萃取。
3.5 反萃
3.5.1 反萃时间对反萃率的影响
A/O=1,不同反萃时间对反萃效率的影响,结果如图3所示。
从图中可以看出,反应前30min,反萃率成直线上升,当时间为30min时反萃率已经达到99%,超过30min时,萃取率增加趋于平缓,所以反萃时间选择30min为宜。
3.5.2 A/O对反萃率的影响
反萃时间30min,优化A/O对反萃效率的影响,结果如图4所示。
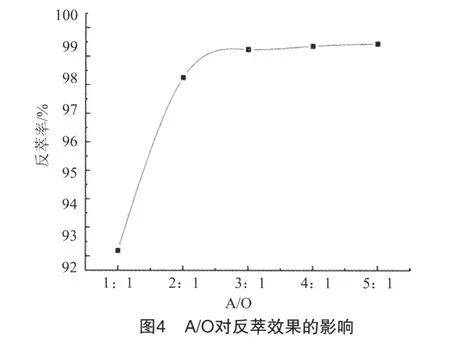
A/O=1∶1反萃率就已经达到了92%,2∶1时基本反萃完全,少量存在于有机相中的镍需要用更高的A/O比才能将其反萃下来;另一方面为了增加反萃液中镍离子的浓度也应采用较低的A/O来进行反萃。
4.5.3 模拟多级反萃
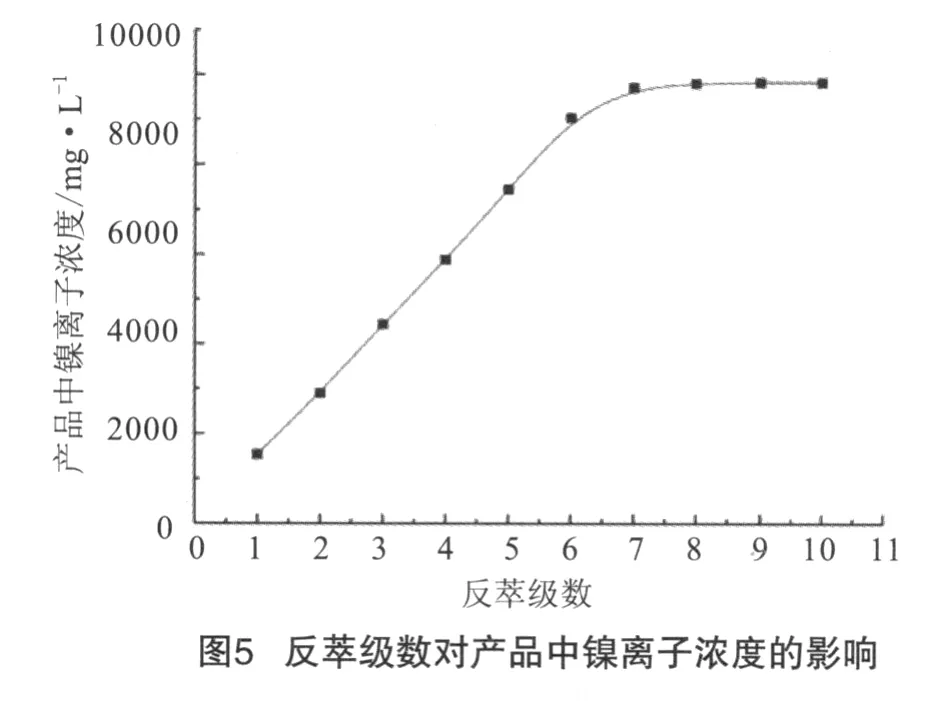
从图5可以看出反萃级数为8级时,反萃液基本饱和。2mol/L硫酸理论上饱和萃取容量为118g/L。但从试验结果来看,仅有98g/L,一方面是因为溶液中少量其他杂质反萃时消耗了硫酸的用量;另一方面是少量残余在有机相中的氨,消耗了一部分硫酸。
4 结论
本试验结果表明,经净化过的氨浸液采用N902萃取回收镍在工艺上是可行的,镍的萃取率达到99%以上;萃余液中杂质含量较少,补加氨水用于配制浸出剂;负载有机相用2mol/L硫酸反萃,A/O=1,反萃时间为30min,反萃级数为8级,可使反萃液中镍的含量达到90g/L以上,其他杂质符合要求。硫酸镍溶液组分见表5。

表5 硫酸镍产品组分表
[1]张焕云,娄性义,韩玎.用循环经济理念指导电镀污泥的综合利用[J].中国环保产业,2007,(9).
[2]陈永松,周少奇.电镀污泥处理技术的研究进展[J].化工环保,2007,27(2).
[3]李红艺,刘伟京,陈勇.电镀污泥中铜和镍的回收和资源化技术[J].中国资源综合利用,2005,(12).
[4]毛谙章,陈志传,张志清,等.电镀污泥中铜的回收[J].化工技术与开发,2004,(4).
[5]陈家镛.湿法冶金手册[M].北京:冶金工业出版社,2005.
[6]杨新生.氨浸过程浅析[J].有色矿冶,1993,(1).
[7]祝万鹏,叶波清,杨志华,等.溶剂萃取法提取电镀污泥氨浸出渣中的金属资源[J].环境科学,1998,19(3).
Study on Recovery Technology of Nickel from Electroplating Sludge
ZHANG Guang-zhu1,TONG Zhang-fa2,GAO Da-ming3
(1.Meizhou EnvironmentalMonitoring Station,Meizhou Guangdong 514071 China)
The recovery of nickel from electroplating sludge in ammonia leaching solution after removing the impuri-ty is conducted by using 30%N90-.Under the condition of pH as 9 with 2:1 rate of compared(A/O)within 5 minutes of reaction time,the extraction rate of nickel can meet 99%.At the meantime,the stripping ratio of nickel from loaded organic phase after water bath is 8 level in 30 minutes when the solution of 2 mol/L sulphuric acid with 1:1 of(A/O)rate was used as stripping agent.The nickelous sulfate is abtained as the stripping by-product.The content of nickel ion in the nickelous sulfate solution is over90g/L which can meet the quality requirement with less content of other impurities.
electroplating sludge;nickel recovery;ammonia leaching;N902;extraction
X78
A
1673-9655(2010)03-0067-04
2010-01-14
猜你喜欢
矿冶(2022年6期)2023-01-13 03:39:38
表面工程与再制造(2022年1期)2022-05-25 13:21:56
无机盐工业(2020年9期)2020-09-10 10:08:20
生物学通报(2020年10期)2020-08-13 08:52:36
中国资源综合利用(2019年8期)2019-08-29 09:39:30
天然气与石油(2018年5期)2018-11-06 07:33:58
中国有色冶金(2018年5期)2018-01-31 09:38:58
电镀与环保(2016年3期)2017-01-20 08:15:32
中国资源综合利用(2016年6期)2016-01-22 07:28:53
电镀与环保(2015年6期)2015-03-11 15:29:49
