
液晶灌注机的研制
2010-03-23 03:44赵晓东
电子工业专用设备 2010年11期
董 哲,赵晓东
(中国电子科技集团公司第二研究所,山西 太原 030024)
随着LCD制品从TN、STN、C-STN、TFT档次的不断提升,对液晶注入装置的要求也相应提高,如真空腔的机体材料、内表面的粗糙度、焊接后产生的氧化夹渣、药皮残留、真空机组油气返侵等等,都有可能是影响TFT产品的不利因素。新型液晶灌注机导入了全新的设计理念,适合高档次产品和TFT产品的生产使用。
文章介绍的设备是LCD生产的专用设备,广泛应用于TN、STN、TFT-LCD玻盒的液晶灌注。该机采用先进的PLC控制,可灵活实现不同的灌注工艺要求,腔体内部结构简洁,易于清洁。
设备主要的功能特点有充气管路系统增加了氮气保持阀门,让腔体内始终保持在高纯氮气氛下灌液,提高灌液的效果;充气管路设有智能化流量计,流量可以进行三段设置;此外也可根据客户的要求,可实现多段曲线真空度设置功能。
设备包括:真空室,真空抽气系统,充气装置,电路控制部分。
1 技术指标及特性
外形尺寸:约1050mm×1280mm×1730mm真空室内腔尺寸:760mm×560mm×700mm可移动工作架:3层、可拆变
抽气速度:15 min可达1 Pa
极限真空度:5×10-1Pa
充气流量控制范围:0.4~20 L/min
总功率:约8 kW
供气压力:0.4~0.7 MPa
供水压力:0.2~0.3 MPa
真空机组配置:
日本ULVAC DIS501+宁波ULVAC NB300A
日本ULVAC DIS501 抽速500 L/min
宁波ULVAC NB300A 抽速70 L/s
2 结构特点
设备由真空灌注主体和电气控制部分组成,如图1所示。

图1 设备整体外观图
2.1 真空室
真空腔体是为实现液晶灌注创造真空环境的主要条件,真空环境的好与坏,直接影响产品的质量与产量。真空腔体的内胆全部采用SUS304制造,腔体内壁进行机械抛光+电解抛光处理。
门封采用双铰链,双锁紧装置,锁紧手柄采用手轮形,其上设有两个长方形视窗,并且在真空腔体的后部加有两个照明灯 (照明灯选用黄灯或加滤光膜),最大限度地扩大了观察视角,使操作者可以更方便,更清晰地观察腔体内工件灌注液晶的情况。
2.2 工装架及升降结构
工装架为框架式结构,分为固定架和移动架两部分(见图2),采用不锈钢和铝合金制成。固定架预设二层和三层位置,由4根方钢管做支柱连接形成固定架;移动架由装在真空室底部的气缸完成提升和下降,移动架也预设二层和三层位置与固定架相对应。为保证移动架平稳运行,在固定架和移动架之间装有两根精密导柱和高精度直线轴承组成滑动框架,移动架和固定架均可拆组。

图2 工装架
升降运动由安装在真空箱底部的推升气缸完成(气缸选用SMC带锁紧型气缸),由电气自动控制其气缸的换向,完成提升和下降运动。增加中间行程,以方便液晶槽对位时的高度控制。气缸具有锁定功能,当移动架在上升位置时,如遇停电、停气等突发状况,气缸便自动锁紧,不会因自动下降造成产品损失(见图3)。
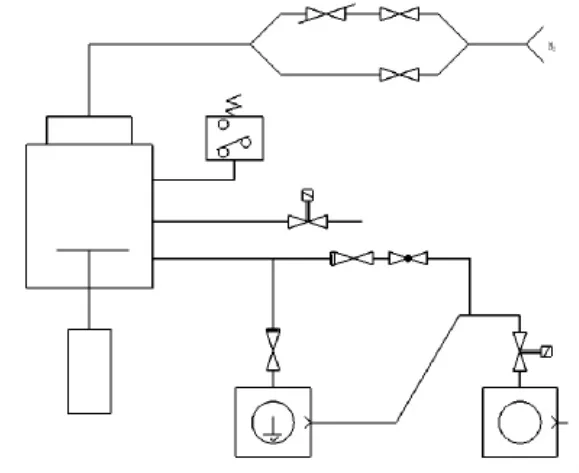
图3 升降机构示意图
2.3 真空抽气系统
真空抽气系统主要有无油干泵、罗茨泵、气动高真空挡板阀、真空管路等组成,真空计采用进口美国产品,可预设十组参数,每组分9段控制真空度,每段真空度保持时间可设定。实现了多段控制真空度。
真空机组放置于腔体下部,采用真空管道与真空腔连接。方便真空机组的维护与机组的排气。
2.4 充气系统
充气系统可以分快充和慢充两步进行。慢充采用日本流量计可分三段流量进行充气,即:充气阀→控制阀→真空室;每段充气时间可以设定在0.4~20 L/min范围内。充气系统中设计有空气、氮气转换阀门,以方便用户根据产品工艺要求有选择地使用气体。
充气管路系统设计有氮气保持阀门,当氮气充入腔体达到大气压或略高时,门略微打开,让腔体内始终保持在高纯氮气氛下灌液,为确保腔体内气压不会高于大气压产生危险,由压力检测开关给出信号,当压力超过设定安全值时,氮气保持阀门打开,释放过压气体,回到设定安全值阀门关闭。这样可消除灌液过程中有可能存在的空气污染现象,适合高档次产品和TFT产品的生产使用,对于低档次产品更能提高其产品质量。充气流量值可以在仪表设定,流量值为数字显示。
充气口设在真空箱背后,并在喷气口做挡板,使气体不会直接喷到玻盒上,而是喷到挡板上后,再弥漫至整个腔内。管路材料全部采用不锈钢。
2.5 机架
机架是支撑整个设备的主要部分,它是由槽钢焊接而成,四面都装有铝型材,有可拆下的门。真空室和电气控制部分安装在机架的上方。
2.6 水路系统
水路主要是提供罗茨泵的冷却用水,在无水冷的情况下,不得打开罗茨泵,否则会损坏罗茨泵,水路由进水咀接1FW510-03-00水流报警器,然后进罗茨泵,冷却后流出。水压为0.2~0.3 MPa,当水压不足时,水压报警器发出报警信号。
3 工作原理
(1)待灌玻盒装入后,关上门,在真空计上设定真空度值、在触屏上设定相关的工艺参数,按下启动按扭,开始自动程序(也可在触屏上运行手动操作程序)。开启干泵同时打开慢抽管道阀,慢抽通道加设有手动球阀,可通过它改变通道截面积来调整抽速(也可作为液晶脱泡时用)。
(2)真空度到达3 kPa时罗茨泵开启同时主抽道阀打开慢抽道阀关闭。根据工艺需要,排气时间可以设定一到两个真空压力值。
(3)真空度到达灌注所需的压力值一段时间后,液晶托板通过安装在真空腔底部的气缸推升至设定位置与玻盒灌液口接触,融合一段时间后,注入氮气,注入过程始终处于高纯氮的洁净气氛中,注入时间到打开门,取出灌好的玻盒,完成一个自动周期。如需连续生产,可将已装备好的待灌工件栏送入真空腔体内,进行下一个灌注周期(见图4)。

图4 液晶灌注机自动流程图
4 结束语
液晶灌注设备性能稳定,尤其在消除液晶中气泡的时候,利用分段抽真空,很好地控制了液晶在腔体中的分溅,节省了成本的同时也使内部更清洁,设备已经成功应用于TFT产品,运行良好,并得到国内外知名用户的好评,顺利帮助客户提高了产能,品质等。
[1]温希东.自动控制原理及其应用[M].西安:电子科技大学出版社,2008.
[2]李维諟,郭强.液晶显示应用技术[M].北京:电子工业出版社,2005.
猜你喜欢
航空世界(2019年7期)2019-02-16
真空与低温(2018年3期)2018-07-29
中国核电(2017年2期)2017-08-11
科技创新与品牌(2017年3期)2017-04-27
现代工业经济和信息化(2016年8期)2016-05-17
中国卫生标准管理(2015年4期)2016-01-14
氮肥与合成气(2015年8期)2015-12-23
化工进展(2015年6期)2015-11-13
原子能科学技术(2015年2期)2015-03-20
湖北科技学院学报(医学版)(2015年3期)2015-02-28
