
实训基地产教产品冲模模架制作的技术工艺实践
2010-02-20 07:42夏子敏银金声马吉建
装备制造技术 2010年4期
夏子敏,银金声,马吉建
(广西机电职业技术学院,广西南宁530007)
选择一种不受市场交货时间影响,具有机加工各工种参与、热加工铸造生产毛坯、热处理参与处理,并具有一定的技术难度,同时又适合学生作为实训加工的产品,一直是职业技术学院实训基地所寻找的目标。我们经最终考虑,选择了冷冲压模架,纳入实训生产的产教产品项目之一。该产品已纳入了冷冲模国家标准,其零件结构形式、规格和技术条件均实行了统一的标准,在设计方面已无需考虑,产品已进入市场运作。作为学院实训基地,在工种设备方面,冷、热加工工种具全,唯一的是要进行制作过程的技术工艺实践。
1 冷冲模模架制造工艺流程
按照标准模架技术要求,结合学院模具专业学生实训中所使用的模具型号,首先选用后侧导柱模架,作为此次制作产品的项目。按照该模架所具有的标准,进行铸造木模的设计,模架中的上、下模座采用HT200铸铁;机加工进行模架导柱(套)、上下模座加工,钳工最后进行装配。模架生产的工艺流程是:木模设计及制作—毛坯件铸造—热处理(退火)—机加工(包括热处理)检验—钳工装配。
2 机加工制造工艺及技术要求
2.1 导柱
导柱材料为T10A碳素工具钢。
工艺路线:棒料切断—车外圆及端面—钻、锪工艺孔—热处理淬火—外圆磨削—修磨—检验—装配。
加工方法:导柱和导套是冲模的导向零件,其加工技术要求很高。选用的导柱形状,是导柱伸入导套部分与压入下模板部分的直径略有不同,两直径由退刀槽分界。导柱两端设有中心工艺孔,在加工时,可用两顶尖顶住进行外圆车削和磨削加工,精度较高。同时,导柱外圆两端加工有R 3 mm的圆弧,这样导柱压入下模座时,可起导正作用,容易获得导柱对下模座平面的垂直度。导柱与导套间隙按H7/h6配制,导柱与下模座的配合按H7/r6配制。
(1)备料,切断。根据图样上导柱的长度及直径,选择T10A碳素工具钢,长度留有10~15 mm的装夹余量,直径留有3~4 mm的切削加工余量。
(2)车削加工。车削时,车切断面及倒R圆角,并按图样粗车,半精车,留0.5 mm的磨削余量。
(3)热处理。淬火硬度为58~62 HRC(淬火后必须及时回火)。
(4)外圆磨削加工。磨削外圆时,利用外圆磨床加工。磨削后留有0.01~0.02 mm的研磨余量。
(5)研磨。为了提高表面粗糙度等级,进行研磨加工。
2.2 导套
导套材料为T10A碳素工具钢。
工艺路线:备料、锯断—车削内、外圆(内外配合位置留磨余量0.3~0.5 mm)—热处理(淬火硬度为58~62 HRC)—磨削内、外圆—珩磨—清洗—检验、修正。
加工方法:
(1)备料、切断。根据导套的长度,选择棒料圆钢锯断,并留有适当的车夹余量,圆钢毛坯外圆应有3~4 mm加工余量。
(2)车削加工。按图加工车合外形,内外圆有配合的位置留余磨量为0.3~0.5 mm的磨削余量。
(3)热处理。淬火硬度为58~62 HRC(淬火后心须及时回火)。
(4)磨削加工。校正外圆,按配合要求磨合内孔,留珩磨余量0.01~0.015 mm。然后利用芯棒管住内孔,磨削外圆合图配合要求。
(5)珩磨。珩磨内孔,提高内孔表面粗糙度等级,使导柱导套配合精度能得到提高。
2.3 上、下模座
按图纸技术要求经铣、磨工序加工后,关键是镗孔技术。上、下模座上的导套、导柱孔,技术要求很高,含有孔的圆度、垂直度、尺寸精度、位置精度、配合精度等。按标准厂家的制作,用的是专用设备或数控设备加工;而按我们现有的设备,只有传统的机械加工设备,很难保证产品的技术要求。针对这一客观的现实,老师们收集资料,反复讨论研究,定出了两套较为合理的方案,在北京大立铣X5040上进行了钻铰孔加工。
(1)上、下模座两件同时配作。即两件同时装夹,同钻同铰,然后扩、铰上模板导套孔。加工完毕经测量检验符合要求,方能转入第二个孔的加工。加工方法与第一个孔类同(如图1所示)。

图1 上、下模座两件同时配作示意图
(2)制作定位夹具装置。在一块垫板上先加工出一个定位孔,装上定位销,定位销的上端部加工有一段锥度,用于与上定套作锥度配合。上定位套上加工有4条膨胀槽,其外圆与上模板上的导套孔小于0.1~0.2 mm,当拧紧上定位套上的螺钉时,上定位套就自然地胀大,起到定位的作用。可以先制作定位夹具装置。在上、下模板上,按图要求各加工合一个孔,作为基准,然后装入定位夹具中,拧紧压板螺钉,同时按照两孔距的尺寸要求,移动工作台,达到要求后,锁紧工作台,只允许工作台作上下进给运动,进行同钻同铰。这样的加工方法,效果好,质量高,两孔中心距尺寸达到统一要求,还可以达到零件的互换性。制作定位夹具装置如图2所示。
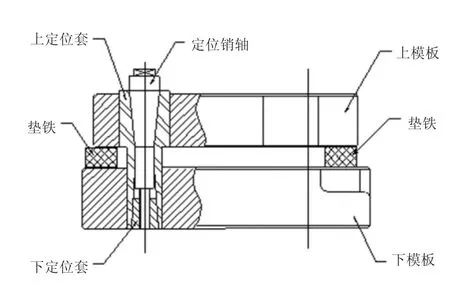
图2 制作定位夹具装置示意图
3 模架的装配
3.1 装配的技术指标
模架的装配,指的是导柱、导套与上、下模座的装配。装配成套的模架有三项技术指标要求:
(1)上模座上平面对下模座下平面的平行度;
(2)导柱轴线对下模座下平面的垂直度;
(3)导套孔轴线对上模座上平面的垂直度及导柱、导套孔的中心距离应一致。
3.2 装配方法
该项目制作的是小型模架,因此导柱、导套与上、下模座的固定,采用H7/r6过盈配合的形式。
装配方法用压入法。由于受设备条件所限限制,没有压力机,只能因地制宜,采用精密机用虎钳装夹压入。压入时,经常利用精密刀口直角尺检测压入的垂直精度,确保压入后达到垂直精度的要求。
具体的装配方法是先压入导套的装配方法。
(1)选配导柱、导套。按模架精度等级规定的每对导柱、导套的配合间隙值选配。
(2)压入导套。将导套外圆压入处的锐角用油石磨钝,清洗于净,涂上机油,先用铜棒轻轻将其敲入上模座孔口,敲进深度约为3~5 mm后,用精密直角尺校正,然后用精密机用虎钳压入。在压入过程中,不断地检查垂直度和转动位置压入,确保受力平衡,导套压入垂直,直至符合要求为止。
(3)装入导柱。在上、下模间垫入两个等高垫铁,上模座在下,下模座在上,倒装法。然后将导柱从下模座孔插入导套内,用铜棒轻轻将导柱敲入下模座孔内约5~6 mm,检查下模座与等高垫铁平面的接触松紧是否均匀,上模座上下活动是否良好,如果不符合,应检查导柱与下模座上平面的垂直度,调整好后,方能继续将导柱敲入下模座中。
(4)敲入导柱。继续将导柱按要求敲入下模座。
(5)检验。测量模架下模座下平面与上模座上平面平行度误差,检查动态精度,上模座导柱上、下移动应平稳和无阻滞现象,压入上、下模座的导套、导柱应牢靠,不可松动。导柱固定端端面,应相对于下模座底面内陷1~2 mm;导套固定端端面低于上模座上平面1~2 mm。
4 结束语
在该模架项目的制作过程中,共制作了20套。经检测,各项指标均符合国家标准的技术要求。通过模架制作过程的技术工艺实践,从木模设计到零件的加工工艺,别是零件的铣削、夹具装置的设计等方面,我们都受益匪浅,为今后的实训教学及开展产学研的工作奠定了良好的基础。
[1]彭建声,秦晓刚.模具技术问答[M].北京:机械工业出版社,2003.
[2]许发樾.模具钳工工艺[M].北京:机械工业出版社,2003.
[3]杜文宁.模具钳工工艺与技能训练[M].北京:中国劳动社会保障出版社,2002.
猜你喜欢
橡塑技术与装备(2022年5期)2022-12-13
橡塑技术与装备(2022年7期)2022-07-06
钣金与制作(2021年5期)2021-05-18
读与写·中旬刊(2020年7期)2020-10-23
健康必读·下旬刊(2020年9期)2020-09-13
制造技术与机床(2019年12期)2020-01-06
兵器知识(2019年10期)2019-11-04
制造技术与机床(2019年7期)2019-07-22
制造技术与机床(2019年6期)2019-06-25
制造技术与机床(2018年11期)2018-11-23
