提高铁回收率的实验研究
2010-01-22 05:49孙丽梅
中国矿业 2010年3期
孙丽梅
(上海电力学院环境工程系,上海 200090)
某选矿厂八系列是典型的连续磨矿-弱磁-反浮选工艺流程处理磁铁矿石的生产系列,但由于其矿石性质比较复杂,并存在磁铁矿与氧化矿的混矿现象,使该系列自投产以来铁的回收率一直比较低。在如今资源日趋紧张的情况下,充分利用资源,提高铁的回收率,就显得尤其重要。为此,针对选矿厂具体生产指标状况,开展了提高铁回收率的试验研究。
该系列经过多年的生产运行,磨矿工艺和弱磁选工艺流程及其设备配置比较合理,所以,该试验研究矿样选为弱磁选精矿和弱磁选尾矿,其重点试验内容为弱磁选尾矿的分选。研究目的是通过试验研究,查明其铁回收率低的原因,并寻找提高磁矿系列铁回收率的措施和途径。
1 实验矿样
1.1 取样
实验矿样取自选矿厂八系列,矿样为弱磁精选精矿和弱磁粗选尾矿。连续取样一个星期,每天取样6次。同时,对系列处理原矿也进行取样考查,并进行分析化验。所取实验矿样的平均指标为:原矿铁品位TFe 32.47%、TFeO 11.13%,原矿平均氧化度2.92%;弱磁精矿铁品位TFe 61.20%、理论产率37.41%、铁回收率70.51%;弱磁粗选尾矿铁品位15.30%、理论产率62.59%、铁损失率29.49%。实验所取矿样从取样时间、取样点、所取矿样重量及指标,都具有一定代表性。
1.2 矿样性质分析
1.2.1 矿样的物质组成及其分析
试验矿样的多元素分析及物相分析结果,分别见表1和表2。

表1 试验矿样的多元素分析结果 %
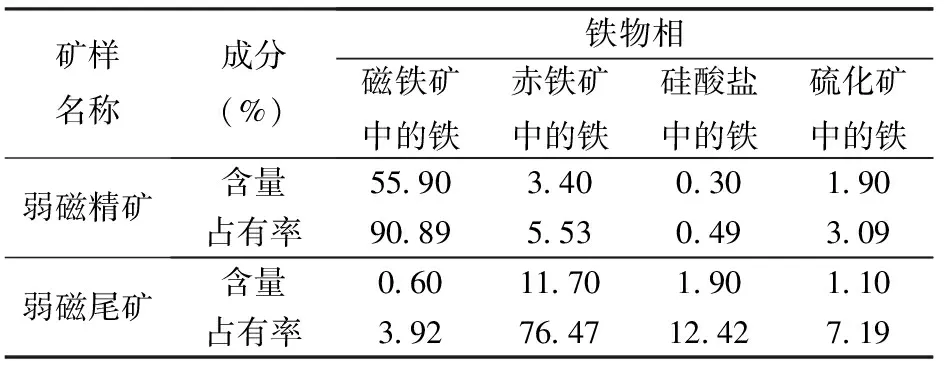
表2 试验矿样的铁物相分析结果
分析结果表明,原矿经弱磁选别后,磁铁矿的回收率较高,说明现场磁选流程对磁铁矿的选别效果很好。但氧化矿的回收率很低,大部分损失在尾矿中。从而说明,要提高磁矿系列的回收率,主要是回收损失在尾矿中的氧化矿。
1.2.2 矿样的单体解离度及粒度分析
试验矿样的单体解离度分析结果见表3,粒度分析结果见表4。

表3 试验矿样中铁矿物单体解离度测定结果

表4 试验矿样的粒度分析结果
试验矿样的组成和单体解离分析结果说明, 弱磁尾矿中铁矿物的单体解离度低,从弱磁尾矿中回收铁矿物,无论采取什么方法,要得到较高铁品位的铁精矿,其铁的回收率都不会太高。
粒度分析结果表明,弱磁尾矿中细粒级矿物含量高,其中铁的占有率也高。所以,要从弱磁尾矿中回收铁矿物,首先要考虑微细粒级铁矿物的有效回收。
2 选别试验及其结果
2.1 试验工艺流程
根据矿石性质,本研究采用的试验方案为:对选矿厂弱磁选的弱磁尾矿,进行直接反浮-正浮选试验研究,探讨提高系列回收率的途径;并对选厂弱磁选的弱磁精矿进行现场的一粗二精反浮选工艺试验。
弱磁尾矿的浮选工艺流程为反浮-正浮选工艺流程。反浮选为一道作业,采用Na2CO3-水玻璃-石蜡皂药剂组合;正浮选为一次粗选两次精选,采用明矾-氟硅酸钠-石蜡皂药剂组合。试验流程及设备见图1。
2.2 试验结果及分析
2.2.1 弱磁精矿反浮选试验结果
在原矿品位为32.71%及弱磁精矿品位为61.83%、产率37.41%的情况下,弱磁精矿经过一粗两精反浮选后,可获得反浮精矿品位为64.48%、产率为34.66%的分选结果。
2.2.2 弱磁尾矿正浮粗选条件试验
试验用水为清水,根据以往的研究,并经探索试验,确定粗选的明矾用量为5kg/t,氟硅酸钠用量为1.77kg/t。在此条件下,进行捕收剂不同用量的条件试验。试验结果见图2、图3和图4。由试验结果确定,捕收剂用量为0.80kg/t。
2.2.3 弱磁尾矿正浮精选条件试验
通过探索试验,正浮精选试验的药剂用量确定为:一精抑制剂为1.0kg/t、捕收剂为0.1kg/t。用清水进行试验,其结果为:铁精矿作业产率10.94%、铁品位50.60%、作业回收率36.50%的选别指标。
2.2.4 弱磁尾矿反浮-正浮回水试验
在清水试验的基础上,考虑到该试验方案的现场可行性,用现场回水进行了开路试验。试验表明,回水试验的药剂用量与清水比较有一定变化。具体的药剂用量见表5。开路试验结果为:正浮精矿品位53.10%、作业产率11.04%、作业回收率38.71%的选别指标。选别结果较清水要好。
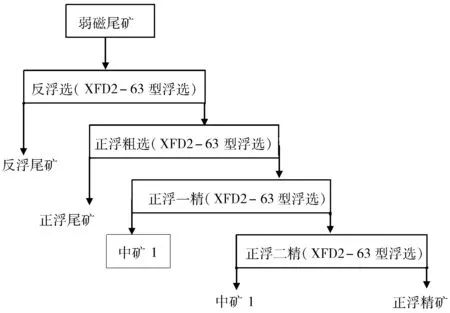
图1 试验工艺流程图
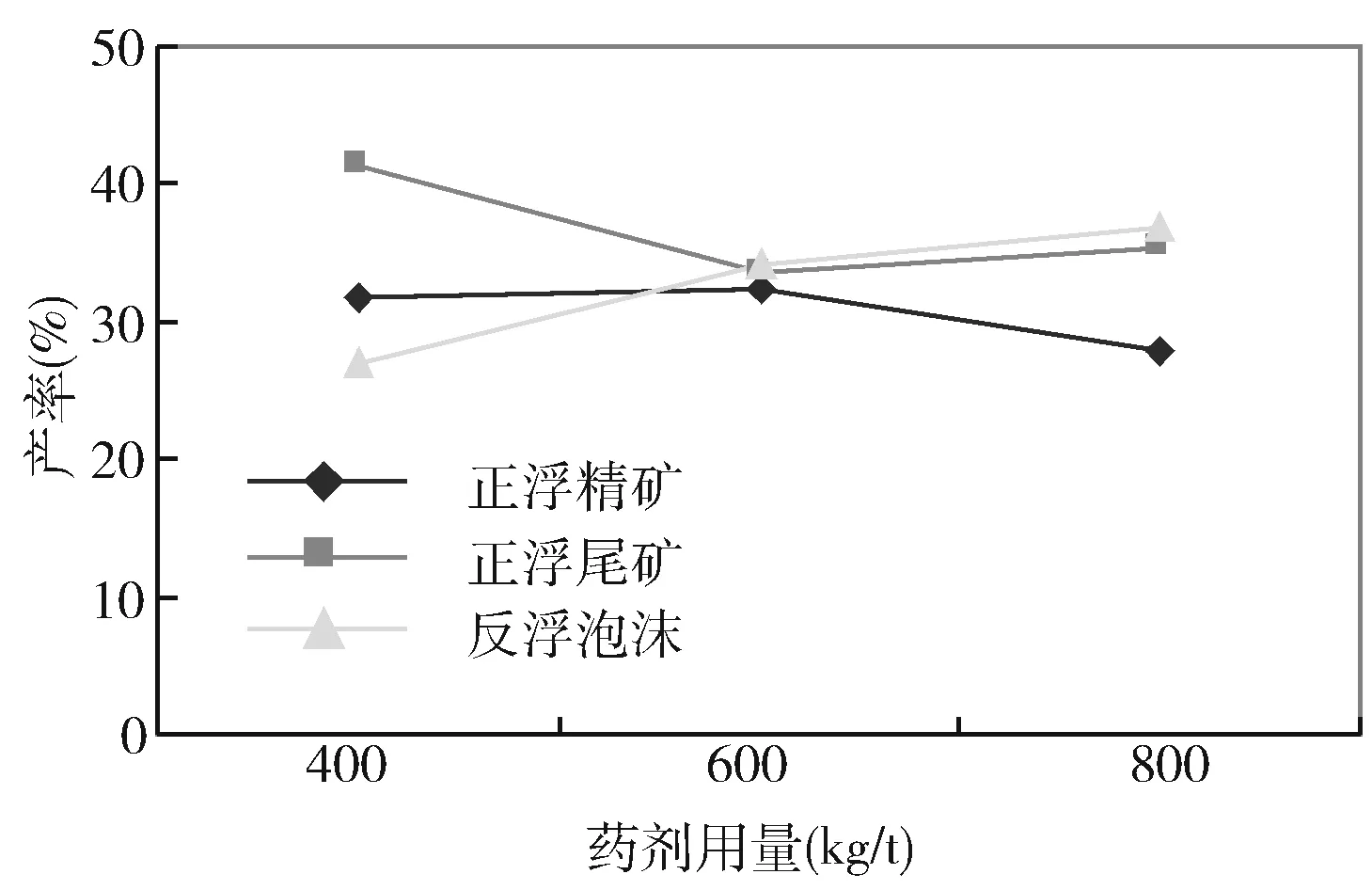
图2 捕收剂用量对正浮粗选产品产率的影响
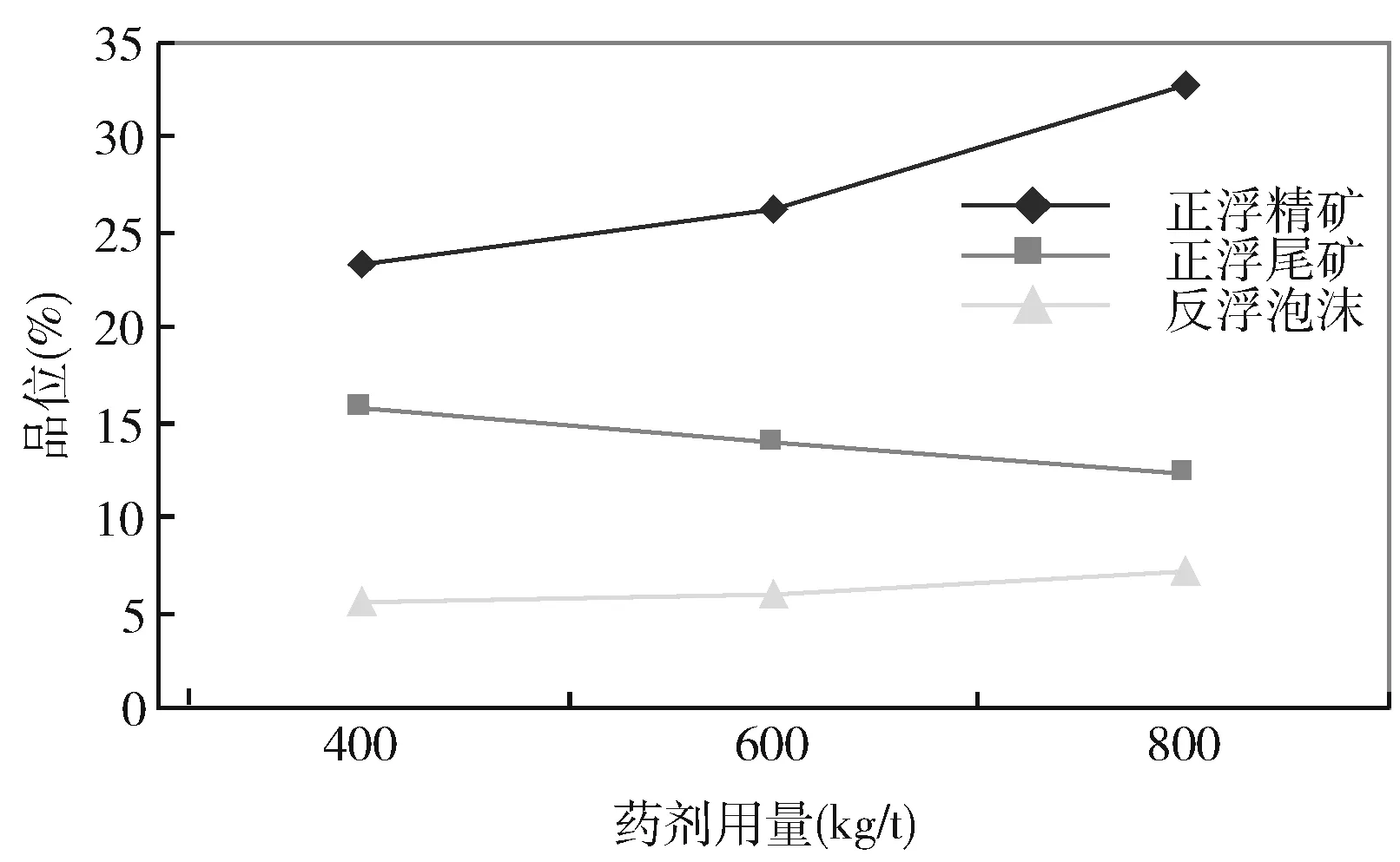
图3 捕收剂用量对正浮粗选产品品位的影响

图4 捕收剂用量对正浮粗选产品回收率的影响

表5 反浮-正浮选回水试验药剂用量(kg/t)
2.2.5 弱磁尾矿反浮-正浮回水闭路试验
回水闭路试验的药剂用量,在条件试验的基础上略有调整。弱磁尾矿经反浮-正浮选工艺流程闭路试验后,可获得:正浮铁精矿品位55.60%、作业产率11.20%、作业回收率40.73%的选别结果,试验结果达到预期指标。
弱磁精矿经反浮选、弱磁尾矿经反浮-正浮选工艺试验后,可获最终综合铁精矿,其产率41.69%、铁品位62.96%、铁的回收率80.13%、杂质氟0.53%的选别指标。比现选厂的实际回收率指标提高10个百分点以上。
3 产品结果分析
对弱磁尾矿反浮-正浮选工艺试验的正浮铁精矿产品和尾矿产品,进行了物相分析和粒度组成分析,结果表明:①正浮铁精矿中,主要矿物为赤铁矿,其占有率为91.90%;脉石矿物主要为角闪石和钠辉石,占脉石矿物的48.95%。弱磁尾矿经反浮-正浮选后,非磁性铁矿物铁的回收率为45.04%,含铁硅酸盐矿物铁的抛出率为88.37%,说明该工艺及其药剂组合的选择,对回收弱磁尾矿中铁是非常有效的。②根据单体解离度的测定结果来看,从弱磁尾矿中回收铁矿物,要得到较高品位的铁精矿,就要损失很大的收率,否则,铁精矿品位就不会太高。③弱磁尾矿经反浮-正浮后,反浮选抛出的-20μm的量为69.02%,该粒级铁的损失率为50.84%。回收细粒级铁矿物仍是提高铁矿物回收率的重要研究内容。
4 结语
由试验结果可知,弱磁尾矿直接反浮-正浮选工艺流程,无论从回收细粒级铁矿物来说,还是从回收非磁性铁矿物来说,都优于已进行的弱磁尾矿经强磁选后再反浮-正浮选工艺流程的结果。在不改动现选矿厂磁矿系列生产工艺的情况下,通过增加浮选作业,即可实现提高铁回收率的目标,工艺流程相对简单。该研究结果,为选矿厂今后提高磁矿系列回收率,提供了一个重要的参考方案。
猜你喜欢
中国科技纵横(2022年7期)2022-05-03
建材发展导向(2022年4期)2022-03-16
河北地质(2021年2期)2021-08-21
粮食与食品工业(2021年2期)2021-04-15
中国金属通报(2021年1期)2021-04-05
锦绣·中旬刊(2020年4期)2020-10-20
矿冶工程(2020年4期)2020-09-14
矿产综合利用(2020年1期)2020-07-24
世界有色金属(2020年5期)2020-06-09