
镁合金铸件缺陷搅拌摩擦修复工艺方法
2010-01-08 08:32鑫孟松康旭武亨亮史清宇
航天器工程 2010年1期
王 鑫孟 松康 旭武亨亮史清宇
(1 清华大学机械工程系,北京 100084) (2 中国空间技术研究院,北京 100094)(3 山西航天机电设备研究所,山西 030800)
1 引言
航天器上使用大型镁合金铸造结构的应用可减轻结构重量从而增加有效载荷的配置。大型薄壁复杂铸件的砂型铸造不可避免地会产生如气孔、疏松、裂纹等铸造缺陷。影响了镁合金铸造结构的质量,严重时会导致产品报废。铸件缺陷修复非常困难,尽管国内外都对镁合金铸造缺陷的修复开展了大量研究,但一直没有获得理想的修复方法,而对于航天器轻金属焊接工艺则已经发展了新的固态连接技术——搅拌摩擦焊[1]。
现有的镁合金铸件缺陷修复,采用的是传统氩弧焊方法。对于疏松、气孔等缺陷的修复困难;另一方面,镁合金氩弧焊过程本身也可能造成新的气孔等缺陷,进而影响使用性能。采用新的方法,对镁合金铸件进行修复,其研究结果对于提高航天制造技术有积极的作用。
搅拌摩擦焊技术于1991年在英国焊接研究所(TW I)发明以来,在镁合金、铝合金等轻金属材料的连接中,开展了广泛的应用研究[2-4]。搅拌摩擦焊这种固相连接技术,其原理如图1 所示。搅拌工具旋转着缓慢插入被焊工件的待焊接处,搅拌工具和被焊材料之间的剪切摩擦产生热,使材料软化并塑性变形[5-6],释放出塑性变形能。当搅拌工具沿待焊界面前移时,热塑化的金属在周围金属及搅拌工具的挤压作用、轴肩面对材料向下的顶锻作用下,由搅拌工具的前部向后部转移,实现工件之间的固相连接。接头的材料在压力作用下经历动态的回复再结晶过程,形成细小的等轴晶。焊接后接头具有变形小、组织及力学性能优良等优点。其主要工艺参数包括旋转速度、前进速度、下压量。
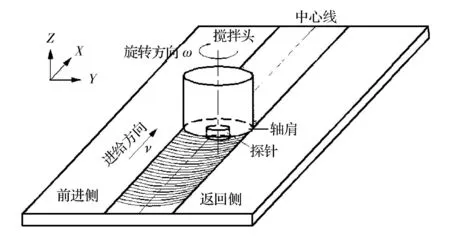
图1 搅拌摩擦焊原理示意图Fig.1 Scheme of the principle of FSW
本研究将搅拌摩擦焊的方法用于铸造镁合金结构件的缺陷修复。通过设计搅拌工具、批量的工艺试验优选适用的工艺参数,来对铸造镁合金结构件进行修复,并对焊后的修复效果进行X 射线无损检验,以验证修复效果。进而,在平板修复试验的基础上,针对航天器铸件中常见的T 形结构、角形结构进行搅拌摩擦加工工艺可行性的初步探索。
2 带缺陷镁合金铸件搅拌摩擦修复试验
对于特定材料,不同的搅拌工具型式、不同的工艺参数均会对搅拌摩擦加工结果造成影响。因此,要设计适用于缺陷修复的搅拌工具型式,并进行参数匹配试验获得相应的适用参数。
搅拌工具与被加工件间的摩擦作用是核心影响因素,而这一摩擦作用的改变对搅拌摩擦加工工艺过程具有明显的影响。铸造结构件表面粗糙度高,甚至出现起伏不平,搅拌摩擦过程中易出现摩擦作用不稳定现象。当前的试验中,加大下压量以保证充分的摩擦作用。同时,足够的下压量也保证了缺陷处塑化金属的充分填充。
试验材料为AZ91D 铸造镁合金在XT-900 搅拌摩擦焊专用数控机床上进行搅拌摩擦修复试验。搅拌针型式为带螺纹锥台型。
2.1 修复试验所采用的搅拌工具
在搅拌摩擦焊过程中,搅拌工具具有与其周围材料摩擦产生热、破碎工件表面氧化层、转移塑性流变材料等重要作用[5]。针对镁合金搅拌摩擦修复过程压入量较大的特点,改进了搅拌工具外形。开发了搅拌摩擦焊接及加工用搅拌针,如图2 所示。采用该型式搅拌针可以用于镁合金铸件的搅拌摩擦加工修复,还可以实现镁合金的搅拌摩擦焊接。
2.2 搅拌摩擦参数
影响搅拌摩擦修复效果的重要参数是:搅拌工具的形状尺寸、旋转速度、焊接速度、下压量以及焊接工具倾角[7-9]。对于一定的工具,搅拌工具旋转速率和移动速率最为重要,工具的旋转导致搅拌针周围的材料发生搅拌和混合,而沿给进方向搅拌工具的移动则将搅拌过的金属从搅拌针前端转移到后部,实现缺陷修复、材料连接等加工过程。高的旋转速度可以产生相应较高的温度并形成更强烈的材料搅拌混合,但由于材料高温性能的变化,产热量与转速大小并非线性关系[6]。初步试验阶段发现对带有缺陷的铸造镁合金板材,必须加大压入深度才能保证能够形成良好的金属填充,实现良好焊接。
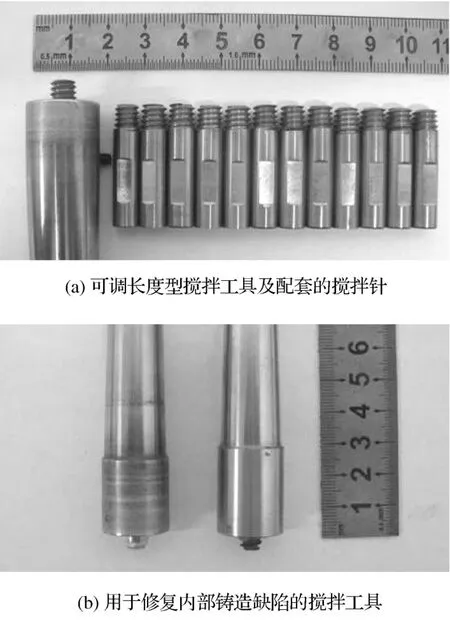
图2 试验中使用的自制的搅拌工具Fig.2 Self-made stir tools
2.3 搅拌摩擦加工程序算法流程
在XT-900 搅拌摩擦焊专用数控机床数控系统平台上,采用编制的专用搅拌磨擦程序控制精度。程序的算法流程如图3 所示。
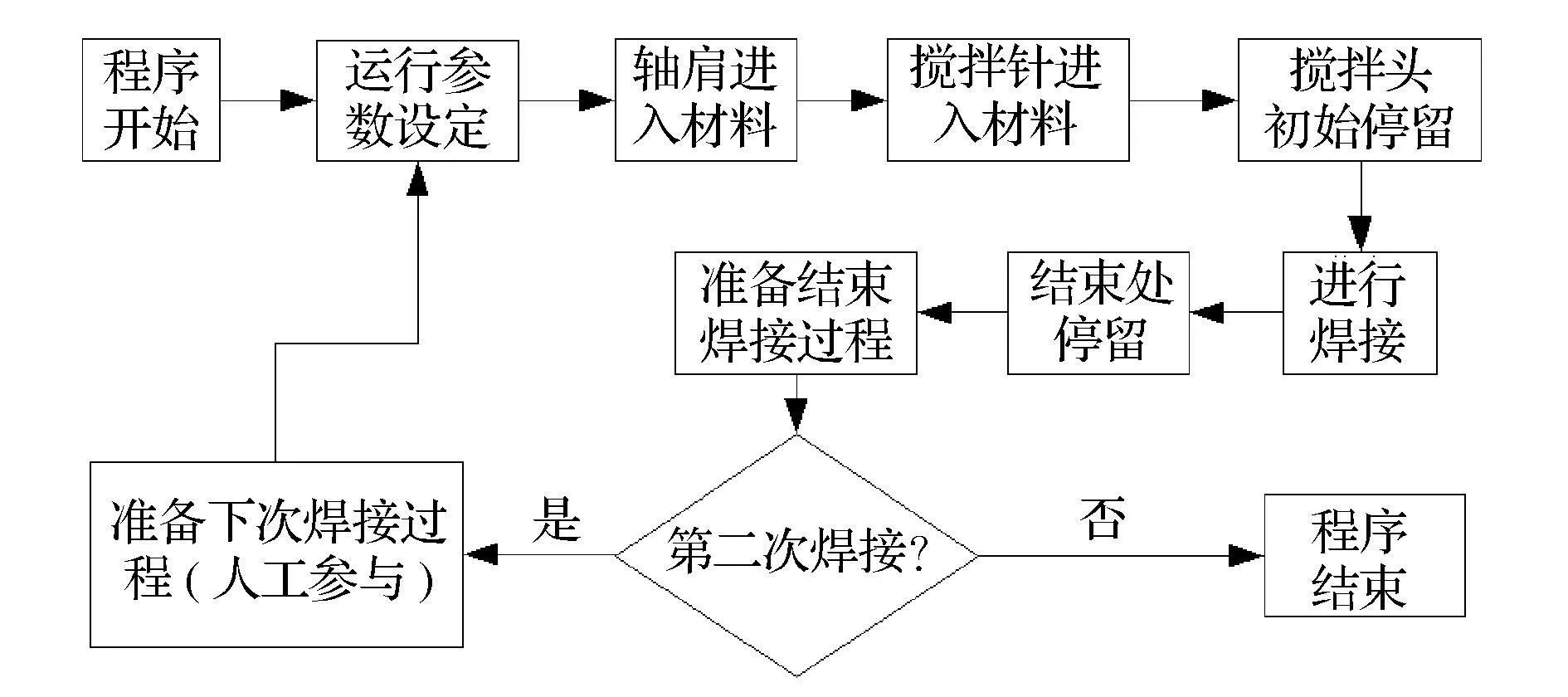
图3 数控机床程序算法流程Fig.3 Algorithm flow of NC machine tool program
在第二次修复准备过程中,可调整运行的参数,包括旋转速度、平移速度、下压量以及多道次面修复时的偏移量。
3 试验结果及讨论
与塑性加工过程相似,搅拌摩擦加工过程中,会达到塑性变形温度,同时具有很大的静水压应力和大塑性应变[5],因此起到改善材料组织和性能的作用。另一方面,相比于塑性加工,搅拌摩擦加工是被加工件形状基本不变的局部塑性大变形过程,因此对于缺陷修复具有非常显著的作用。
3.1 带缺陷镁合金铸件搅拌摩擦加工工艺可行性的研究
已经可以实现镁合金的良好搅拌摩擦焊接。对于待焊焊缝可以看作是一种缺陷,搅拌磨擦加工过程中由于搅拌工具的搅拌破碎作用以及热循环的影响,促使焊缝区域动态再结晶,晶粒为细小的等轴晶。同样,对于铸造镁合金的缺陷,由于搅拌工具的搅拌、挤压作用,均有利于去除金属内部缩孔、疏松等缺陷。
在试验平台初步试验的基础上,获得了适用于搅拌摩擦修复的工艺参数范围。针对普通铸造镁合金与带缺陷的铸造镁合金分别开展了搅拌摩擦加工工艺实验,所选用的实验参数如表1 所示。对比研究表明,编号为G 的参数组合具有最佳修复效果,带缺陷的镁合金铸件修复后照片及X 射线照片分别如图4、图5 所示。图4 中所示为采用参数组合G 修复以后的外观,中间平直部分为修复后的表面,可见搅拌摩擦方法典型的半环形。图5 对比了修复前后的内部缺陷情况,修复后原内部铸造过程中产生的疏松区域变得密实。
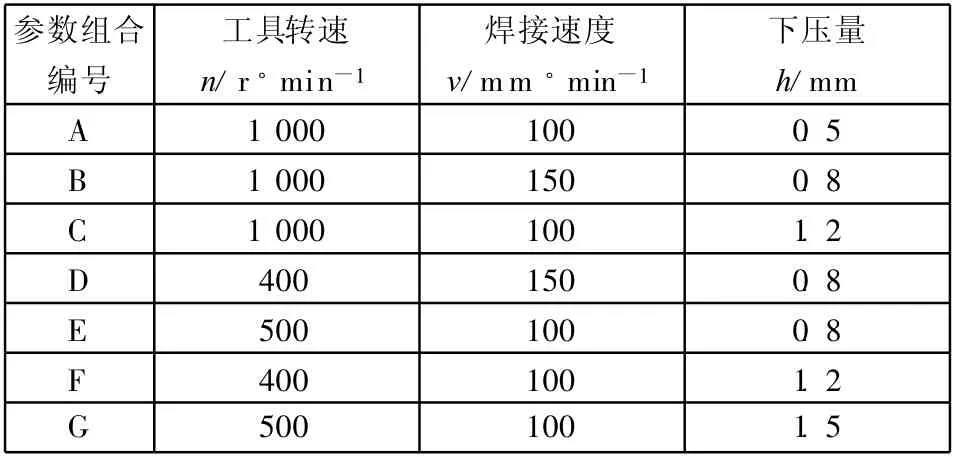
表1 缺陷修复采用的典型参数Table 1 Typical parameters used for defect repair
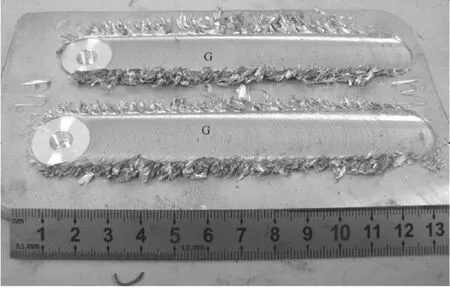
图4 含铸造缺陷镁合金采用参数组合G 修复后的宏观照片Fig.4 Macro photos of magnesium alloy with casting defects after being repaired using parameters combination G
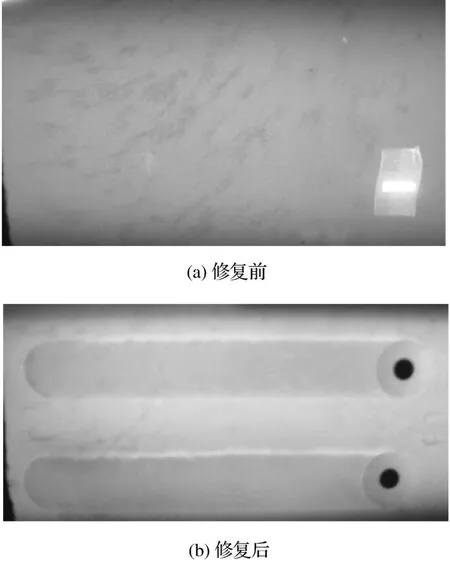
图5 含缺陷镁合金铸件修复前后X 射线照片Fig.5 X-ray photos of magnesium alloy with castings defects before and af ter repair
从图5 可以看出,修复后镁合金铸件成形良好,表面飞边可以用简单的机械加工方法去除。而图5中的(a)为铸件修复前的X 射线照片,其中深色区域为存在缺陷的部位中的(a)。图5 中的(b)为修复后的X 射线照片。可以发现,修复区域呈均匀的深色,这是由于搅拌摩擦加工后加工区厚度变薄,因此整体颜色变深,但该区域的颜色非常均匀,说明其中已无缺陷。而未加工区仍可见颜色斑驳,表明其缺陷的存在。上述研究结果表明:搅拌摩擦加工方法可以有效地修复铸造镁合金中的缺陷。
3.2 典型结构搅拌摩擦加工工艺可行性研究
复杂的铸造结构也是由简单的边、角、圆弧等形状所组成。本文针对边、角结构中最常见的角形结构和T 形结构,开展了搅拌摩擦加工工艺可行性研究。其核心是研究搅拌摩擦加工对空间角度相干性的适应程度,进而扩展到具有相同空间角度相干性的真实结构中。
T 形结构搅拌摩擦加工过程中的装夹与加工后试板照片分别如图6 和图7 所示。
对于T 形结构而言,在T 形交角处最易出现缺陷。试验中另加工一块工艺板,通过搅拌摩擦加工方法,将工艺板与原始T 形结构焊接在一起,同时消除T 形交角处的缺陷,新的T 形结构由一块平板和两块立板组成,而未加工前,两块立板间并无冶金结合等原始T 型结构的结合处等于存在平面裂纹,而加工后两块立板间形成了冶金结合,即消除了原来存在的缺陷,如图7 所示。图7 为T 形结构搅拌摩擦加工后试件照片。

图6 T 形结构搅拌摩擦加工的装夹Fig.6 Clamp of friction stir processing of T-shaped structure
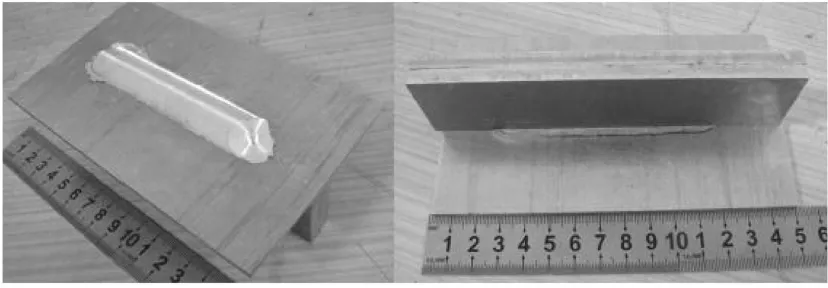
图7 T 形结构搅拌摩擦加工后试件照片Fig.7 Sample of T-shaped structure af ter friction stir processing
角形结构缺陷修复的模拟实验也具有相似的原理和过程,通过新加工艺板作为补充材料或满足工艺适用性,实现缺陷的修复。其装夹状态和加工后的试件分别如图8 和图9 所示。

图8 角形结构的装夹状态Fig.8 Clamping state of angular structure
4 结论
通过以上实验分析,得出如下结论:
1)提出了采用搅拌摩擦加工方法修复镁合金铸造缺陷的新思路,并通过带缺陷镁合金板材搅拌摩擦加工工艺实验,无损检测实验证明:该方法原理上是可行的,搅拌摩擦加工方法修复镁合金铸件的缺陷在工艺上具有比较广的适用范围;

图9 角形结构搅拌摩擦加工后的试件Fig.9 Sample of angular structure after f riction stir processing
2)对于自制的螺纹锥台形式的搅拌工具,在优化的搅拌摩擦加工的参数组合(在旋转速度500 r/min,前进速度100mm/min,下压量1.5mm)下,能够有效地修复镁合金铸件中的缺陷;
3)T 形结构和角形结构的缺陷也适用于搅拌摩擦加工方法,但对工装夹具的要求相对较严格。
)
[1]姚君山, 周万盛, 王国庆, 等.航天贮箱结构材料及其焊接技术的发展[J].航天制造技术, 2002, 5
[2]Dawes C J, Thomas W M.Friction stir joining of aluminium alloys[R].TWI Bulletin, 1995, 6:124
[3]Dawes C J, Thomas W M.Friction stir process welds aluminium alloys[J].Welding Journal, 1996, 75 (3):41
[4]James M, Mahoney M, Waldron D. Residual stress measurements in f riction stir welded aluminum alloys[C]//Thousand Oaks, CA, USA, Proc. 1st Int.Symp.on Friction Stir Welding, June 1999
[5]Shi Qingyu, Dickerson Terry, Shercliff H R.Thermomechanical FE modelling of f riction stir welding of Al-2024 including tool loads[C]//Utah, USA:4th International Sym posium on Friction S tir Welding, January,2003
[6]Shi Qingyu, Terry D, Shercliff H R.Thermo-mechanical analysis on welding process of aluminium 2024 with TIG and FSW[C].Proceedings of the 6th International Conference on Trends in Welding Research, April 15-19, 2003:247-252
[7]Kallman L, Magnusson L, Mechanical.Properties of friction stir welds in thin sheet of Aluminium 2024,6013 and 7475[C]//Gothenburg, Sweden:Proceedings of the 2nd Friction Stir Welding Symposium. June,2000
[8]Sutton M A, Reynolds A P, Wang D Q, et al.A study of residual stresses and microstructure in 2024-T3 aluminum friction stir butt welds[J].Journal of Engineering Materials and Technology, 2002, 124:215-221
[9]Shindo D J, Rivera A R, Murr L E.Shape optimization for tool wear in the f riction-stir welding of cast A1359-20%SiC MMC[J].Journal of Materials Science, 2002,37:4999-5005
猜你喜欢
机械工业标准化与质量(2022年3期)2022-08-12
表面工程与再制造(2022年1期)2022-05-25
中学生数理化·八年级物理人教版(2022年3期)2022-03-16
沈阳工业大学学报(2021年2期)2021-03-30
中国金属通报(2020年16期)2020-12-20
科技视界(2020年26期)2020-09-24
中学生数理化·中考版(2019年10期)2019-11-25
中学生数理化·八年级物理人教版(2019年3期)2019-04-25
作文周刊·小学二年级版(2018年9期)2018-04-18
科学中国人(2017年35期)2017-06-08
