浅谈磨机球体座的加工
2010-01-05 08:17刘春侠李宾张秀华
水泥技术 2010年6期
□□刘春侠,李宾,张秀华
浅谈磨机球体座的加工
Stand Processing of Sphere for Cement Mill
□□刘春侠,李宾,张秀华
1 概述
滑履轴承主要由托瓦、球体座、底座和罩子组成。托瓦与球体座之间用凹凸球面座连接,以保证托瓦在各个方向上转动灵活,从而使瓦面与滚圈接触良好。
球体座在使用时,置放在整体平板式底座上,采用导向槽进行位置调整,球体座的加工精度直接影响磨机的顺利安装及运转效果。我公司经过不断摸索,总结出一套较完善的球体座加工工艺,通过几十台磨机的安装、运转验证,是一套科学可行的加工方案。现以我公司ϕ5.0m×15m水泥磨的球体座为例介绍如下。
2 球体座的加工难点
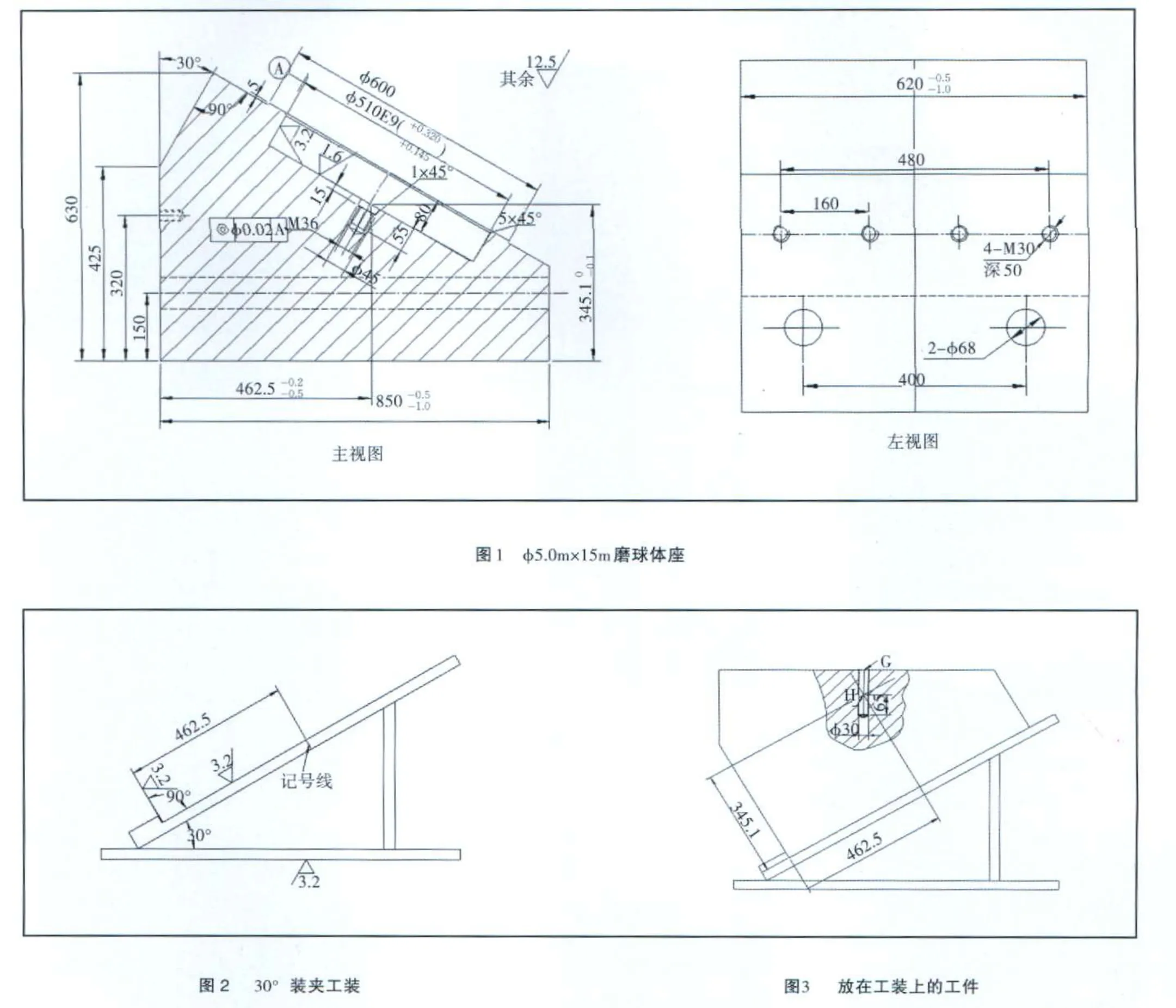
球体座的形状如图1所示。
材料:ZG230-450
净重:1567kg
数量:每台套4件
从图1可以看出此球体座有以下几个加工难点:
(1)ϕ510E9孔与底平面呈30°夹角,比较难加工,须设计一个带斜度专用工装,将球体座把合到工装上,使ϕ510上平面与刀架垂直,以保证此孔的加工。
(2)加工机床的选择:此球体座的材质为ZG230-450;净重1567kg,毛重2吨多,外形尺寸850×620×630,加工ϕ510E9孔时须将此球体座把合到工装上。我们既要考虑工件能旋转过来,还要考虑机床的承重,所以选择在3.5m立车加工。
(3)ϕ510E9孔中心的确定。
(4)从图1中看到,M36螺纹孔与ϕ510E9孔的同轴度要求为ϕ0.02,这就要求M36螺纹孔与ϕ510E9孔必须在一次装夹中加工完成,这样才能保证形位公差要求。
3 球体座加工工艺过程及难点解决
3.1 工装设计
为了保证球体座ϕ510E9孔的加工,首先设计了一个30°装夹工装,见图2。
此工装为Q235-A焊接件,焊接成形后进行退火处理,以消除焊接内应力,然后在数控龙门铣床进行加工,以保证30°角度的准确。加工完毕后,划出十字刻线,以便找正用。
此工装斜面与底面呈30°夹角,当工件放到工装上以后,工件上的斜面变成水平位置,也就便于此斜面的加工。
3.2 球体座上工装前的加工
(1)划球体座底面及四周铣加工线;划高425,30°斜面铣加工线。
(2)按线铣加工球体座底面及四周,保证尺寸620-0.5-1、850-0.5-1;刀架扳30°角度,铣高425,30°斜面。
(3)划2-ϕ68、4-M30孔位置及加工线。
(4)用加长钻头钻2-ϕ68通孔(此孔也是加工ϕ510E9时将球体座固定在工装上用孔),钻4-M30螺纹孔底孔并攻螺纹。
3.3 划线找出斜面中心点
(1)将工件水平放置,以底面为基准找平,用高度尺划出345.1水平线。
(2)将工件立放在平台上,用高度尺划出462.5垂直线。
(3)取 345.10-0.1水 平 线 与462.5-0.2-0.5垂直线的交点H,作样冲标记。
(4)如图3所示,工件放在30°斜面工装上,用高度尺过H点划竖直线交斜面于G点;过交点G划斜面中心线,找出斜面中心点,也即ϕ510E9孔在斜面上的中心点。在斜面上划出ϕ510、ϕ30圆,并作样冲标记。这样,ϕ510E9孔中心的确定这个难点也就解决了,接下来就可以进行斜面上的加工了。
4 ϕ510E9孔的加工
工件如图3所示放在工装上,按ϕ30规圆找正,钻ϕ30引导孔,深度由H点向下65。用平头钻加工ϕ30引导孔。
车加工平面及内圆。工件放在工装上,用表按ϕ30引导孔找正,平面找平,压杆压牢工件,车斜面,车ϕ 600,深 5台阶;车ϕ510E9,深 80内圆。用小刀车ϕ45,深15台阶;车ϕ30引导孔至螺纹底孔尺寸。各部位按图倒角。
从以上步骤可以看出,我们是先钻出斜面上的ϕ30引导孔,然后以此引导孔找正,进行ϕ510E9、ϕ45的车加工,M36螺纹孔的底孔也是由ϕ30引导孔车加工而成。所有车加工是在一次装夹中完成的,避免了先车加工再划线钻孔的划线、钻孔误差,从而使M36螺纹孔与ϕ510E9孔的同轴度得到了保证。
TQ172.632.9
B
1001-6171(2010)06-00100-02
通讯地址:中天仕名(徐州)重型机械有限公司技术部,江苏 徐州 221006;
2010-03-26;
吕光
猜你喜欢
建材发展导向(2021年6期)2021-06-09
数学大王·低年级(2021年4期)2021-04-27
消费电子(2020年5期)2020-12-28
金属加工(热加工)(2020年12期)2020-02-06
上海建材(2019年3期)2019-09-18
制造技术与机床(2018年12期)2018-12-23
池州学院学报(2017年5期)2018-01-23
制造技术与机床(2017年4期)2017-06-22
制造技术与机床(2017年4期)2017-06-22