
高炉混喷自控系统的改进
2010-01-04 14:10刘瑞玲天津天铁冶金集团有限公司动力厂河北涉县056404
天津冶金 2010年6期
刘瑞玲 (天津天铁冶金集团有限公司动力厂,河北涉县 056404)
高炉混喷自控系统的改进
刘瑞玲 (天津天铁冶金集团有限公司动力厂,河北涉县 056404)
天铁集团2 800 m3煤粉混合喷吹自控PLC系统原有设计存在缺陷,在运行过程中,造成整体失控,严重影响生产。因此,针对所暴露的问题,确定将PLC系统改造为双机冗余系统,完善制粉连锁控制程序。并对有关热风切断阀、烟气放散阀、气动阀,仪表气源、报警装置等进行技术改造,还增加烟气炉膛灭火器,改造结果使喷煤系统稳定。
高炉 喷吹 煤粉 自控 系统 改造
1 前言
天铁集团新建2 800 m3高炉煤粉混合喷吹项目作为高炉的主要附属系统,对高炉生产降焦降本起着至关重要的作用。本项目由中冶南方总包设计、由二十冶安装完成。PLC系统采用美国通用电气 PAC RX3i单机系统,所有低压设备就地操作均由PLC控制。项目投运初期运行平稳,未出现重大生产问题。直至2010年3月份,由于PLC系统主机架设计缺陷,造成CPU模块从主机架丢站,PLC系统整体失控,从而导致所有低压设备就地无法操作;润滑油泵停止供油,磨机低油压运行;氮气中断,事故充氮失效;热风切断阀、烟气放散阀就地操作失效。制粉系统温度无法控制,烧毁布袋除尘系统一千余条布袋,造成巨大经济损失和检修负担,严重影响高炉喷煤。针对这起事故和事故中暴露出来的问题,对2 800 m3高炉混喷自控系统进行改造。
2 PLC系统改造
PAC RX3i单机系统在生产中的安全性和可靠性存在极大隐患,因此将系统改造为双机冗余系统非常必要。将制粉和喷吹两套PLC系统改为CPU、通讯冗余配置,彻底解决一块CPU或通讯设备故障时PLC系统工作失控的问题。
2.1 系统使用GE最新的冗余处理器IC695CRU320控制器。
2.2 主备控制器之间通过光纤进行同步数据传输。
2.3 原有系统的接线和布置都不用变动,只需要将原有控制器机架变动为RX3i ENIU站进行远程扩展即可。
2.4 使用系统原有的以太网,站控模块等。
改造后的系统配置图如图1、图2所示。
3 完善制粉系统联锁控制程序
3.1 主排风机连锁控制
主要增加联锁如图3所示。
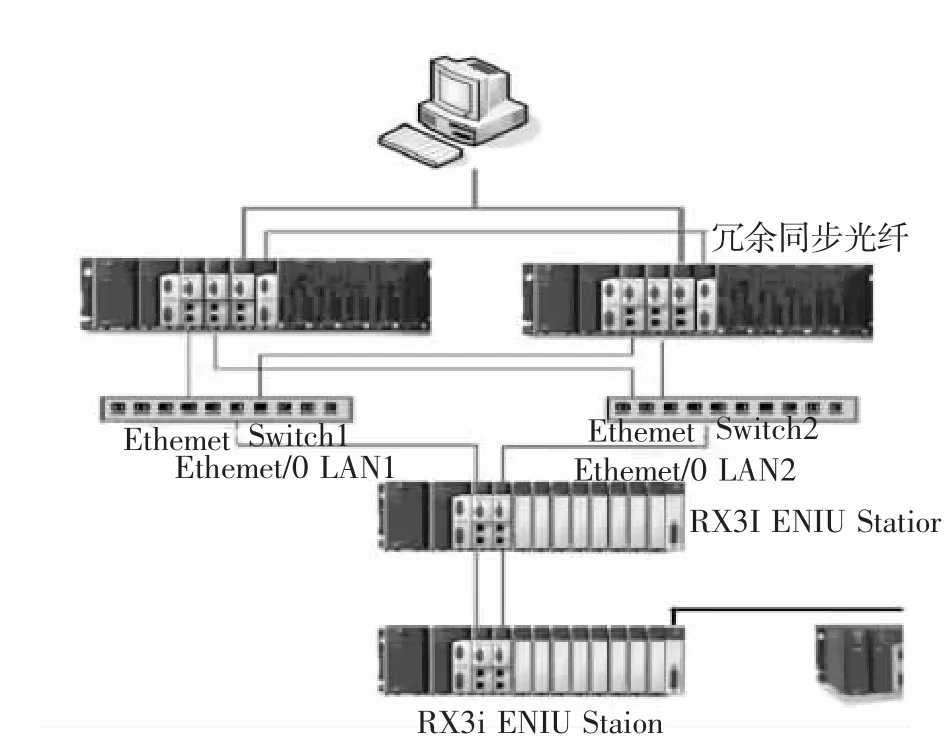
图1 改造后制粉PLC系统配制图
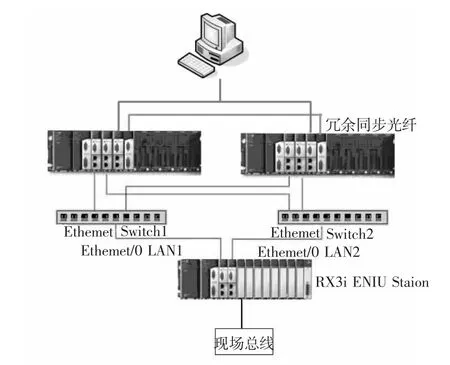
图2 改造后喷吹PLC系统配制图
3.1.1 主排风机跳闸,停磨煤机、给煤机。
3.1.2 主排风机跳闸,停废气引风机、关煤气切断阀。
3.1.3 主排风机跳闸,关热风切断阀,开烟气炉放散阀。
3.1.4 主排风机跳闸,开事故充氮阀。
3.2 增加烟气炉炉膛灭火保护系统
需要增加1套火检系统,采用2取2判断。判断炉膛灭火后,主燃料跳闸,跳主排风机,关热风切断阀,开烟气炉放散阀。炉膛灭火逻辑图如图4所示。点炉前自动吹扫15 min。
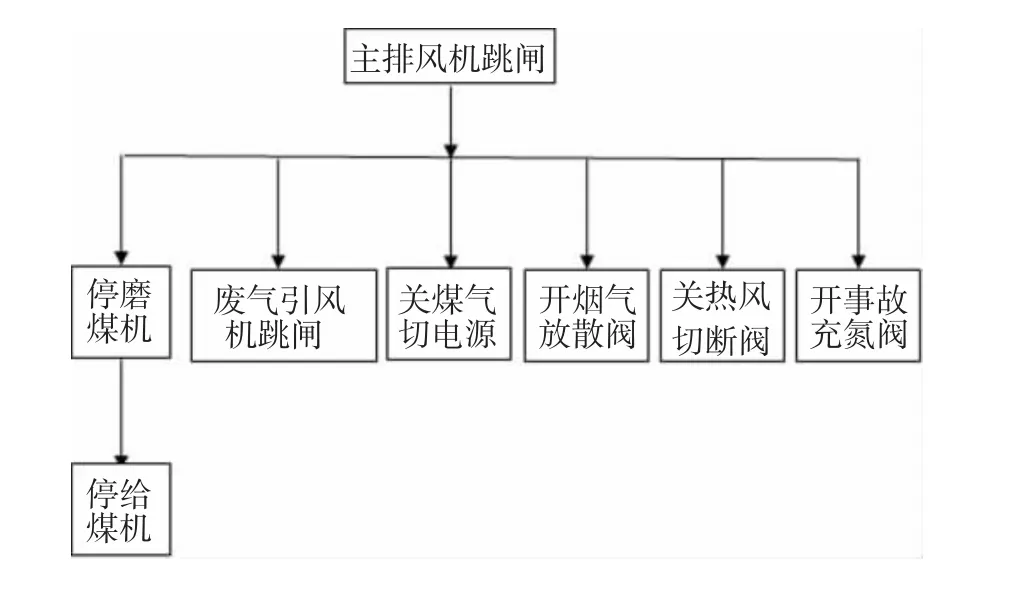
图3 主排风机跳闸逻辑图
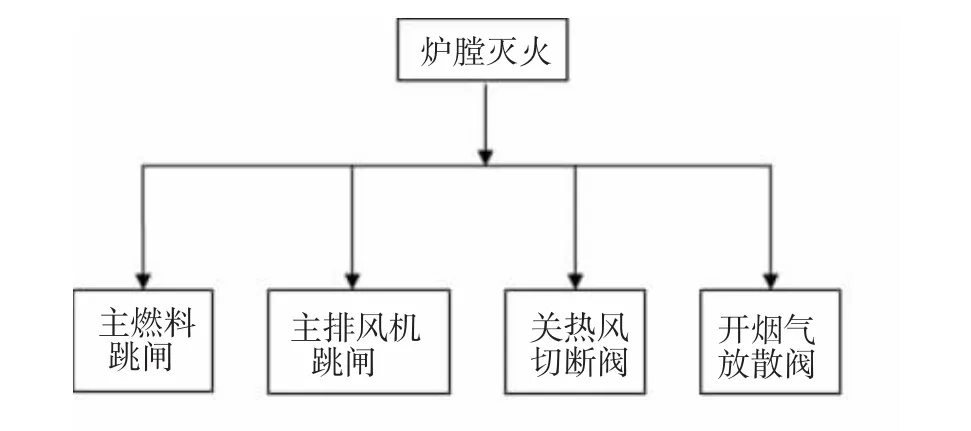
图4 炉膛灭火逻辑图
4 混喷系统操作控制改进
4.1 停止命令控制的改进
原有的主排风机和磨煤机等高压电气设备的停止命令由常开触电发出,只有在人为给出断开的信号时,设备才能停止。当控制回路或PLC系统出现掉电或其他异常现象时,主排风机和磨煤机不能及时停止。如将停止命令改为常闭点控制,一旦控制系统出现异常,继电器释放,设备则立即停止运行,可以有效避免设备事故的发生。同时,对高压电气设备增加事故急停按钮,从操作台上进行紧急停机操作。
4.2 润滑油泵启停控制的改进
将润滑油泵启停改为双继电器控制,即在事故状态下仍然保持运行。如图5为改造前的运行方式、图6所示,为改造后的运行方式。后者的优点是“关命令”不给出,设备就能保持运行。
4.3 热风切断阀和烟气放散阀就地操作改造
目前所有低压设备就地操作均通过PLC控制,即在PLC控制系统中接受到转换开关就地操作接点信号后,判断PLC开关命令输出由就地开关按钮控制来实现就地操作的。这种操作在PLC事故状态下无法实现,建议对以上两个电动阀改为就地、集中并行控制。控制原理图如图7所示。这种控制方式与PLC工作状态无关。
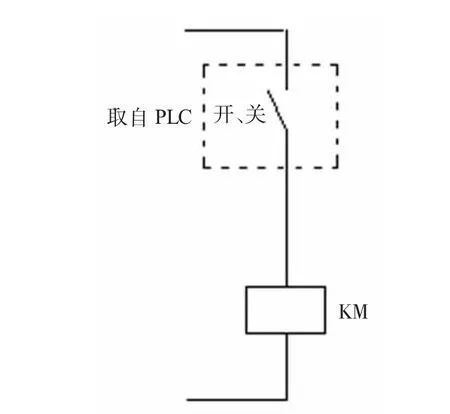
图5 单继电器控制原理图
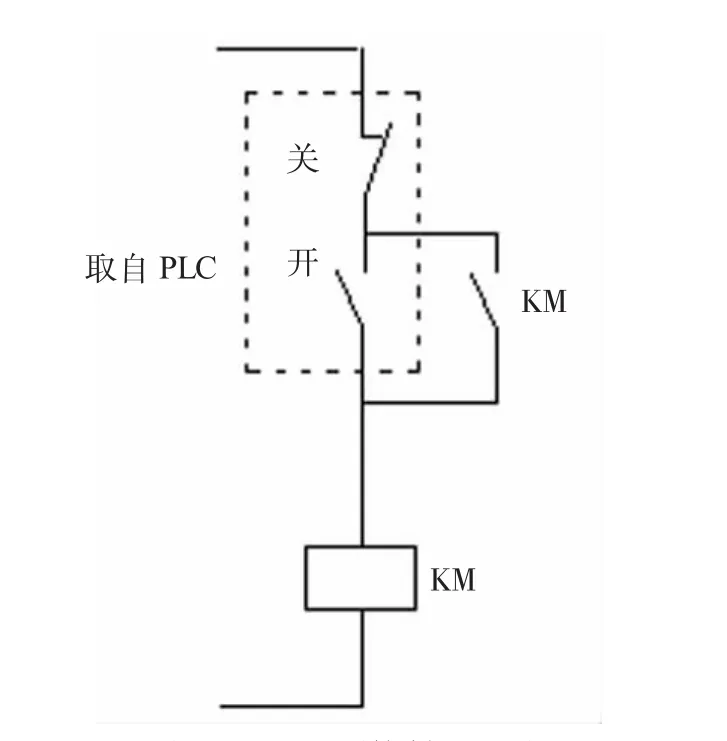
图6 双继电器控制原理图

图7 改造后的电气原理图
4.4 气动阀改造
将调压站3个氮气调节阀改为逆行程,即在事故状态(失气或失电)下时阀门开启,保证系统的氮气安全供应。
原有氮气调节阀为失气关闭型气动阀,当气源失气或掉电时阀门自动关闭,将切断对工艺的氮气供应,而对于制粉系统和喷吹系统来说,氮气供应是十分重要的,故该调节阀应改为逆行程,以保证系统在事故状态下的氮气供应。
将磨煤机事故充氮阀、粉仓事故充氮阀和除尘布袋事故充氮阀改为气关型,失气或失电时保持开启。
4.5 仪表气源改造
原有的CO和氧气分析仪气源取自事故充氮主管道,当事故充氮投入时,气体分析仪要求气压达不到,自动停止工作。将气源取自自励式氮气调压阀前,保证稳定供气。
改造前所有气动阀的气源均采用压缩空气单路供气,当压缩空气压力不正常时容易造成气动阀无法正常动作(特别是装粉阀和喷吹放散阀异常时后果严重),影响生产。因此,加装一台储气罐,采用氮气和压缩空气双路供气。
4.6报警系统改造
报警系统是通过上位机人机界面监控报警,这种报警方式脱离PLC系统并且很依赖工控机的工作状态,极不合理。我们将报警系统改为由CPU逻辑判断通过DO通道输出声光报警。
5 结束语
改造后,PLC系统运行稳定,没有出现过失控现象;制粉系统出现过一次因电网波动引起的掉电现象,主排风机、磨煤机和给煤机都实现了可靠停机;润滑油泵的启、停控制得到明显的改善;热风切断阀和烟气放散阀实现了就地、集中两种控制方式;报警系统实现了声光报警。改造完成至今,烟气炉尚未出现过自动灭火现象,炉膛灭火保护系统的改造效果尚不明确;供气气源没有发生过故障,因此,气动阀和仪表气源的改造效果不能及时得到验证。
Improvement of Automation Control System of BF Mixed Injection System
Liu Ruiling
During running,the automatic PLC system of mixed coal injection system of 2 800 m3BF,Tiantie was out of control as a whole due to design defect,which seriously affected production.In order to solve the found problems,the PLC sys-tem was decided to modify into a dual redundant system to improve the interlock control program for pulverized coal preparation.Other technical modifications were carried out on blast shut off valve,fume discharge valve,pneumatic valve,instrument air and alarm device and fume shaft fire distinguishers were added.Consequently,the coal injection system worked stably.
BF,coal injection,pulverized coal,automatic control,system,modification
(收稿 2010-10-20 责编 崔建华
刘瑞玲,助理工程师,2006年毕业于天津工程师范学院电器技术教育专业,现在天铁集团动力厂铁前区从事电器维修工作。
猜你喜欢
今日自动化(2022年1期)2022-03-07
商品与质量(2021年27期)2021-06-28
商品与质量(2019年40期)2019-11-28
中国设备工程(2019年6期)2019-04-26
专用汽车(2018年10期)2018-11-02
现代面粉工业(2018年6期)2018-02-14
西南石油大学学报(自然科学版)(2016年6期)2017-01-15
现代工业经济和信息化(2016年8期)2016-05-17
科技与创新(2015年4期)2015-03-31
海军航空大学学报(2015年4期)2015-02-27
