基于JDPaint V5.20的车标模具的开发与研究
2009-11-04 08:04王震宇申如意
科技传播 2009年18期
王震宇 申如意
摘要 以FORD车标模具设计为例,阐述了通过JDPaint V5.20软件辅助进行FORD车标模具设计的过程,加工模具的刀路选择。以及其之于传统设计的优势所在。
关键词 JDPaint V5.20;仿真;FORD车标;制造
中图分类号 TG76文献标识码 A文章编号 1674-6708(2009)05-0036-03
0引言
综合利用JDPaint V5.20软件的CAD与CAM功能,在JDPaint V5.20平台上设计FORD车标模具并对其进行数控编程,能够大大提高模具设计与制造的效率和质量。本文以FORD车标模具为例,介绍基于JDPaint V5.20设计与制造的方法。
1模具的设计
基于JDPaint V5.20的FORD车标模具设计的主要流程是:在JDPaint V5.20建模环境下导入FORD车标图形,确定合适的建模比例,通过二维曲线构造、三维曲面构造等功能,将模具构建出来,在通过CAM模块选择合适的刀具路径,最后完成FORD车标的设计与制造。设计过程如下:

在JDPaint V5.20建模环境下导入FORD车标图形(如图1),根据提供的二维图,在JDPaint V5.20建模环境下灵活运用各种建模命令,创建出FORD车标的二维模型(如图2所示)。根据FORD车标模具的制品外形要求,需要通过曲面拉伸功能将二维曲线从底面拉伸从而形成一个可以被截平面的三维曲面,拉伸距离15mm(如图3)。

在JDPaint V5.20建模环境中创建一个50x30x5的凸半椭球,运用运算、裁减面等功能,完成椭球截面FORD字体的创建,如图4、图5、图6所示。
通过分析FORD车标模具二维图(图1)可以看出,FORD车标模具的外轮廓是由椭圆轮廓线和椭球截面扫琼制出。这样在XY平面内绘制130x80的椭圆,在XZ平面内绘制50x30的1/4椭球截面线如图7。利用曲面扫琼功能即可得到如图8所示的芯铁模型。

利用文字功能编写出外轮廓上的文字,转换成图形后排列在FORD车标的外轮廓上,如图9、图10。完成FORD车标模具的设计。
2FORD车标模具刀具路径的选择
如图10为FORD车标模具待加工的轮廓曲面,曲面内包含有FORD字型的凸台,凸台面与零件表面相差3mm,加工深度5mm。根据图示要求,生成铣型腔加工刀具路径。
分析:由于曲面内含有凸台,采用分层区域粗雕刻加工方式与等高外型精加工方式相结合进行加工较为合适。为了提高加工效率,本例首先采用大直径的刀具(D6mm)进行凸台加工,然后选用小直径刀具(D2mm),用残料加工方式处理残留余量。这样既保证了加工零件的加工尺寸精度,同时也提高了加工效率。精加工中选用2mm的球刀和0.3mm的锥度刀完成对曲面和字体的加工。
2.1分层区域粗加工(如图11)
1)单击Toolpaths/pocket项;
2)系统提示Select face1,选择曲面;
3)选择Done。

2.2设置刀具参数(图12)
1)在刀具陈列区中,右击鼠标,弹出选项菜单;
2)选择Get tool library;
3)选择一把直径为6mm的立式端铣刀,点击“OK”。
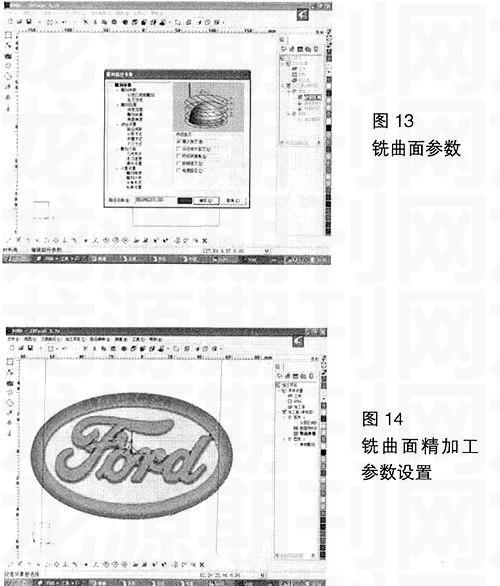
2.3设置铣曲面参数(图13)
1)加工类型:Island facing;
2)安全高度(clearance):0mm;
3)刀具退回高度(Retract):10.0mm;
4)进给高度(Top of stock):0.5mm;
5)切削深度(Depth):-6.0mm;
6)选择Depth cuts按钮;
7)完成图13所示的切削深度对话框设置的相应参数。

2.4铣曲面精加工参数设置(如图14)
1)选择等高外型精加工方式;
2)路径间距0.06mm,重叠率97%;
3)进刀方式——关闭;
4)刀具几何形状2mm球刀;
5)选择走刀方向顺铣优先,轮廓排序从内向外;
6)选择在所有粗加工完成后,执行精加工;
7)选择OK完成曲面加工刀具路径设置。
2.5雕刻字加工参数的设置(图15)
1)选择单线雕刻加工方式;
2)雕刻深度1mm;
3)进刀方式——关闭;
4)刀具几何形状0.3mm锥刀;
5)选择走刀方向顺铣优先,轮廓排序从内向外;
6)选择OK完成雕刻字加工刀具路径设置。

2.6模拟加工
以上工作完成后,我们可以利用JDPaint V5.20仿真功能进行模拟加工,模拟加工效果如图16所示。
3结论

传统的模具设计完全依靠设计者的设计经验,对设计者的要求较高并且效率低下不易修改。采用JDPaint V5.20软件进行辅助设计,只需根据样件或产品图纸建立产品制件的三维模型,利用JDPaint V5.20软件的强大功能,就可以完成设计内容并且创建出来的模具与产品材料的参数相关。这样模具设计变得快捷、容易、修改简单。利用JDPaint V5.20软件建立的模具三维模型,可以交互式地模拟演示材料按数控刀轨数据被去除的过程,可迅速自动生成数控代码,缩短编程人员的编程时间,提高程序的正确性和安全性,降低生产成本,提高工作效率。图16为在JDPaint V5.20软件中仿真加工的效果。
参考文献
[1]李海连.基于PRO/E的橡胶护套模具设计与制造[J].现代制造技术与装备,2009(3).
[2]滕汶.MasterCAM-NC铣槽加工刀具路径的生成[J].机械制造与自动化,2004(6).
猜你喜欢
装备制造技术(2020年1期)2020-12-25
制造技术与机床(2019年11期)2019-12-04
计算机工程与应用(2018年12期)2018-06-26
制造技术与机床(2017年7期)2018-01-19
制造技术与机床(2017年9期)2017-11-27
家庭百事通(2017年8期)2017-08-12
计算机工程(2015年4期)2015-07-05
学生天地·初中(2014年9期)2014-10-17
卫生职业教育(2014年16期)2014-05-16
河南科技(2014年8期)2014-02-27