浅谈三段式渗滤液处理技术在垃圾电厂的应用及经济效益分析
2009-09-30 06:18赵伟东
今日科苑 2009年11期
赵伟东
摘要:本文通过对垃圾发电厂垃圾渗滤液处理要求,引出了三段式垃圾渗滤液处理技术,并详细从技术应用和经济效益上进行分析说明。
关键词:渗滤液处理;技术垃圾电厂
随着中国城镇化快速发展以及人们消费水平的提高,城市生活垃圾产生量将快速增加,按照目前我国城市人均年产生垃圾440公斤推算,到2010年,我国城市将年产2.64亿吨生活垃圾,产液量按20%推算,年需处理渗滤液5280万吨,而垃圾发电厂所产生的垃圾渗滤液又占了总量的40%,如何把大量的垃圾渗滤液进行达标处理,是垃圾发电厂环保的首要任务。
由于垃圾渗滤液成分复杂,处理难度较大,采用的处理技术相对要求较高,国内主要采用三段式处理技术,就是从三阶段进行处理,并有多处调节设施的设置,可确保整套系统的高效稳定运行。
一、技术应用
三段式垃圾渗滤液处理工艺的三个阶段为:预处理系统、生化反应系统、污泥处理系统。
(一)预处理系统
预处理系统工艺流程:调节池→反应池1→预沉池1→氨氮吹脱池→pH调节池→反应池2→预沉池2→厌氧中间池→排污过滤器→加热系统→厌氧反应器→沉淀池。调节池是调节渗滤液进水水量,缓解运行压力,降解部分COD。在反应池1里投加混凝剂和碱,提高水体的pH值,确保后续预沉池的沉淀效果和氨吹脱进水的DH值要求。
预沉池1采用平流式沉淀池。利用重力作用沉淀在反应池1产生的大量絮体,去除污水里的悬浮物和部分COD。脱塔是调节污水pH值至10以上,先进行预曝气,然后通过提升泵打入吹脱塔循环吹脱,去除氨氮。PH调节池中加入酸对污水进行pH回调,以利于后续的厌氧
生化处理。
反应池2里投加絮凝剂,进行絮凝反应。
预沉池2采用竖流式沉淀池。利用重力作用沉淀在反应池2产
生的大量絮体,去除污水里的悬浮物和部分COD。
经过厌氧中间池的提升泵把废水打入厌氧反应器中,起到了调节和缓冲作用。
为了保护后续的超滤膜,在厌氧反应器进水前加了排污过滤器,去除废水中的小颗粒物、绳子、头发等。
加热系统安装在排污过滤器之后,用于加热进到厌氧反应器的废水,使反应器的水温达到30℃-35℃。
厌氧反应器是进行厌氧反应,将大分子有机物转化为小分子有机物,提高可生化性,降解有机物。
沉淀池把厌氧反应器溢流来的废水利用重力作用进行沉淀处理。
(二)生化反应系统
生化反应系统工艺流程:反硝化池→硝化反应池一→接触氧化池→MBR膜处理系统→纳滤膜处理系统。
从厌氧反应器过来的废水经过沉淀池的沉淀后溢流进入反硝化池,在池内装有液下混合搅拌装置,使反硝化作用更有效进行。
硝化池内采用自吸式射流曝气装置提供氧气。通过高活性的好氧微生物作用,降解大部分有机物,并使氨氮氧化为硝酸盐和亚硝酸盐。
接触氧化池是通过好氧微生物的训化,使其在曝气的作用下去除废水中绝大部分的有机污染物,从而达到净化水质的作用。
MBR膜处理系统的主要作用是把曝气池里的混合污泥进行固液分离,把处理合格的水从曝气池里分离出来,把浓缩污泥返回曝气池,提高曝气池里的污泥浓度,从而提高有机废水的生化效果。
纳滤膜处理系统是去除水中多余的COD和盐分。
(三)污泥处理系统
污泥处理系统工艺流程:沉淀池污泥→污泥浓缩池→压滤机。
每天产生的污泥和絮凝后的纳滤浓液进入污泥浓缩池沉淀浓缩,浓缩污泥从池的底部抽出,经过压滤机进行压滤,压滤后的污泥进行固化,渗滤液打回调节池重新进行处理。
二、经济致量分析
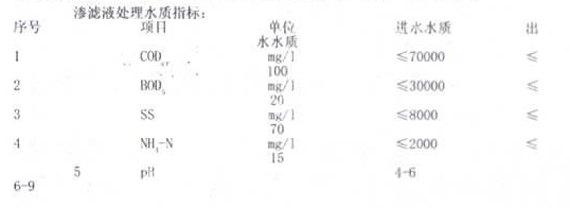
该套技术与其他垃圾渗滤液处理技术相比,虽然初投资大(约800万左右),但技术先进,操作简便,处理成本低,并且,出水的水质指标达到了国家一级排放标准。目前国内每吨垃圾渗滤液的处理补偿费在75元/吨左右(与垃圾处理补偿费一样),处理垃圾渗滤液达到一级排放标准,一般的运行处理费用大约30元/吨,节约45元/吨。以垃圾渗滤液产量为150吨/天的垃圾发电厂为例,采用本套工艺技术,每年节约的资金大约246万元。处理过的水经过系统改造后可以二次利用,如果按每天150吨的出水量,每吨水按3.65元计算,一年就要节省近20万元。每年两项加起来有266万元,三年就节省798万元,也就是说三年时间可以收回初投资费用,经济效益非常可观。
从上表中可以看出,经过处理后的渗滤液出水水质指标完全达到了中华人民共和国国家标准《污水综合排放标准》(GB8978-1996)一级排放标准。说明三段式垃圾渗滤液处理技术是完全成熟的,是可以在垃圾发电厂大力推广的。
猜你喜欢
世界有色金属(2022年16期)2022-10-20
戏曲研究(2022年4期)2022-06-27
供水技术(2022年1期)2022-04-19
装备制造技术(2021年4期)2021-08-05
环境卫生工程(2021年3期)2021-07-21
生物化工(2021年3期)2021-07-10
环境卫生工程(2020年3期)2020-07-27
供水技术(2020年6期)2020-03-17
中国资源综合利用(2017年4期)2018-01-22
中国组织化学与细胞化学杂志(2016年4期)2016-02-27