
工具钳工清角工艺浅析
2009-09-09 05:42张敏丰
新校园·上旬刊 2009年5期
张敏丰
清角工艺是工具钳工手工加工中的一个难点课题,对产品结构和配合精度影响很大。本人结合多年教学实践经验,就不同的清角结构工艺方法分析。
一、外形式清角结构
外形式清角结构(如图1),可直接锯削下料,加工难度不大、检测也很方便,加工的方法也可灵活多样。具体工艺方法如下:
1划线、锯削下料。
2用錾削粗加工两面和清角。用扁錾采用退錾法,由清角处向外錾削两加工表面,并使清角处有向下倾斜趋势(如图2)。
3用方锉半精锉清角。
4半精锉两加工表面,并保留适当余量给精加工。
5用窄錾精錾清角。
6用什锦锉精修清角和两加工表面至加工要求。
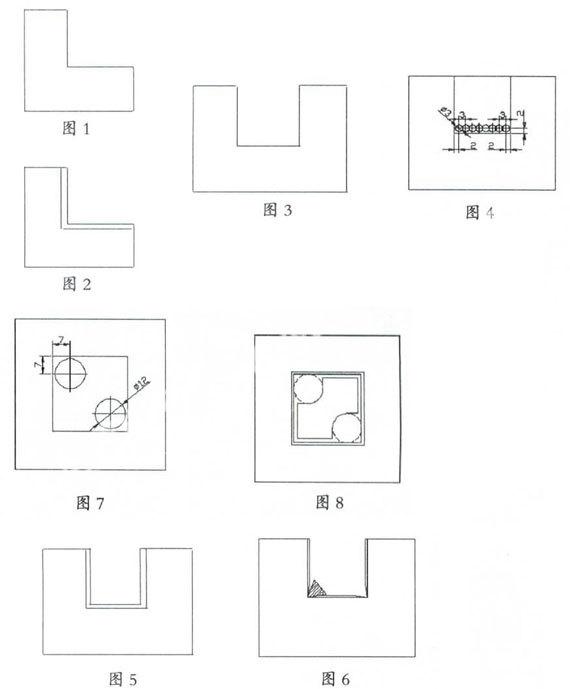
二、半封闭式清角结构
半封闭式清角结构(如图3),有一面无法直接锯削,要进行排孔加工,具体工艺方法如下:
1划线。为了排孔准确,也可划出钻孔位置线。安排孔用麻花钻(如直径3mm加0.5mm余量)由两端向中心划出钻孔位置线,打样冲(如图4)。
2排孔。
3锯削两侧面,錾削下料。
4粗锉排孔面。
5在清角处沿已划出的线,用已磨损的锯条锯出浅槽,注意不能超出所划的线(如图5)。
6用三角锉粗修两处清角,使清角处有向下倾斜的趋势(如图6)。
7粗锉三个加工表面。
8用方锉半精锉两清角。
9半精锉三个加工表面,留适当余量。
10用什锦锉精修两清角和三个加工表面至加工要求。
三、封闭式清角结构
封闭式清角结构(如图7),结构最复杂,无法直接锯削,排空下料难且易变形,可采用钻、锯结合的工艺方法:全内面加工难度大,在此采用刮削的工艺进行清角加工。具体工艺方法如下:
1划线。
2钻孔(如图8)。
3用方锉锉削钻孔,锯削四边下料。
4在清角处延已划出的线,用已磨损的锯条锯出浅槽。
5用三角锉粗修四处清角,使清角处有向下倾斜的趋势。
6粗锉四个加工表面。
7用精刮刀刮削四处清角。
8半精锉四个加工表面,留适当余量。
9用精刮刀和什锦锉精修四处清角和四个加工表面至加工要求。(此工艺方法同样也适用于前两种结构。)
由以上分析,加工过程使用的工艺方法有:划线、锯削、錾削、钻孔、扩孔、排孔、锉削、刮削等;使用量具有:游标高度尺、游标卡尺、刀口尺、直角尺(检验清角90度)、万能角度尺、千分尺等。
由此可以看出,钳工技能教学应注重基本功训练,针对具体课题进行工艺方法的研究分析,做到合理、灵活、创新运用。
猜你喜欢
中老年保健(2022年5期)2022-08-24
娃娃乐园·综合智能(2022年8期)2022-07-28
装备制造技术(2020年11期)2021-01-26
考试与评价·八年级版(2020年5期)2020-10-29
考试与评价·八年级版(2020年5期)2020-10-29
电子测试(2017年11期)2017-12-15
湖南农业(2016年3期)2016-06-05
湖南城市学院学报(自然科学版)(2016年4期)2016-02-27
河南科技(2014年4期)2014-02-27
中学英语之友·上(2008年6期)2008-06-30
