柔性玻璃成型过程中粘度对板宽性能影响的研究
2025-02-02 00:00:00王举靳晓玮许莹莹田蓉刘鑫城崔静侯丽丽
佛山陶瓷 2025年1期

摘 要:通过数值模拟的方式,针对高铝硅酸盐柔性玻璃,完成不同粘度玻璃流经成型器后的轨迹模拟,发现了玻璃粘度越高,玻璃的有效板宽越小,但是玻璃的平整度越好。该结果表明:在后续柔性玻璃的展薄环节中,将玻璃的厚度降低到更低的水平,要综合考虑有效板宽、平整度和粘度三者之间的关系,严格控制玻璃的粘度。
关键词:柔性玻璃;粘度;板宽
1 前言
柔性玻璃是指厚度小于0.1mm的玻璃[1]。相较于传统玻璃,其弯曲半径低、柔韧性强,有望用于柔性显示、OLED、照明、LSI 用转接板、电容器及新型太阳能电池等领域[2]。目前,美国康宁公司、日本旭硝子公司、电气硝子公司和德国肖特公司的柔性玻璃工艺技术比较成熟,初具市场销售的能力[3,4]。我国虽然通过技术引进奠定基础,但对于厚度小于0.1mm柔性玻璃,国内尚无任何研究机构或企业公开表明具备生产能力。主要的原因就是缺乏基础理论指导,成型设备的设计与工艺条件的控制还更多地停留在经验水平上,对玻璃成型规律也没有一个系统的研究[5,6]。柔性玻璃的板宽决定了柔性玻璃在后期牵引和展薄过程中的成效,而板宽又和玻璃液粘度有关。因此,本文旨在解释玻璃液粘度与对板宽的影响规律,探索形成柔性玻璃一次快速稳定拉薄关键技术,开发更能满足市场应用需求的柔性玻璃。
2研究对象及方法
2.1玻璃组成
本次实验的柔性玻璃采用狭缝下拉法生产,生产工艺流程中存在拉伸展薄的过程。根据生产实际,选用高铝硅酸盐玻璃作为主要的研究对象。
本次研究中高铝硅酸盐玻璃的组成如表1所示:
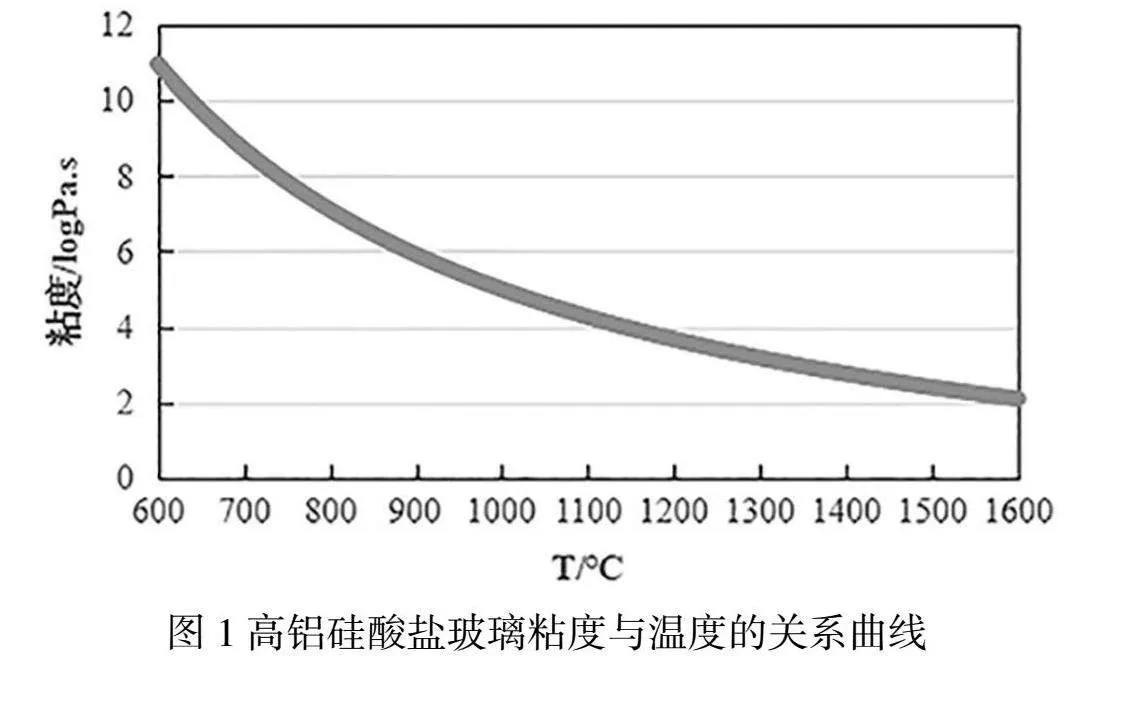
采用美国奥顿公司Model 1412 STD高温旋转粘度仪测玻璃黏液的温度曲线,如图1所示。
2.2玻璃的部分物理性能
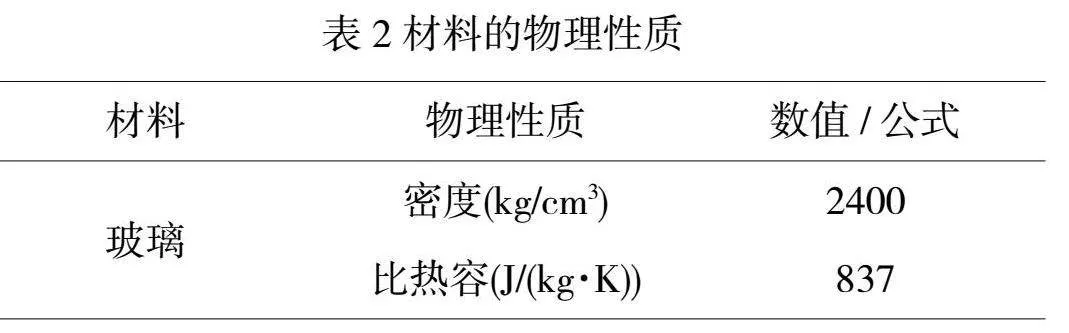
密度采用阿基米德排水法测量,比热容采用德国STA449c/3/G同步热分析仪测量,具体如表2所示。
3结果与讨论
为方便数值运算,本文针对模拟系统中出现的工艺过程作出假设和简化:
(1)不考虑玻璃液的气泡、结晶、杂质等缺陷。
(2)玻璃液密度恒定,为牛顿流体和不可压缩流体。
(3)玻璃密度大小和温度的关系忽略不计。
整个系统仅存在内部换热,与外界不发生能量交换。模拟中的液体遵循质量守恒定律、动量守恒定律和能量守恒定律三大定律,并选择非平衡壁面函数研究。初始条件中压力设为标准大气压1.013×105Pa, 并同时设置空气介质温度及传热模式,。由于要研究空气介质温度变化, 所以空气介质温度不设为定值。
玻璃液体流经成型器通道的时候有两种排列方式:水平方向和垂直方向。采用水平的排列方式,玻璃液会迅速流入成型器内,并向狭缝位置快速移动。越靠近狭缝位置,由于空间的急剧收缩,会让其他玻璃液体无法迅速流出,只能发生回流,会对其他往下流动的液体产生阻碍。为了避免这个缺点,因此在本次模拟中采用垂直的排列方式。
根据高铝硅酸盐玻璃粘度与温度的关系曲线可以知道,玻璃的粘度主要和温度有关系。当玻璃液自身温度较低,流经狭缝通道后,出口温度也会较低,此时的玻璃液体具有较大粘度,流动粘滞性强。但是如果玻璃液自身温度高,那么流经狭缝通道后,出口处温度也较高,玻璃液粘度较小,流动粘滞性会显著减弱。
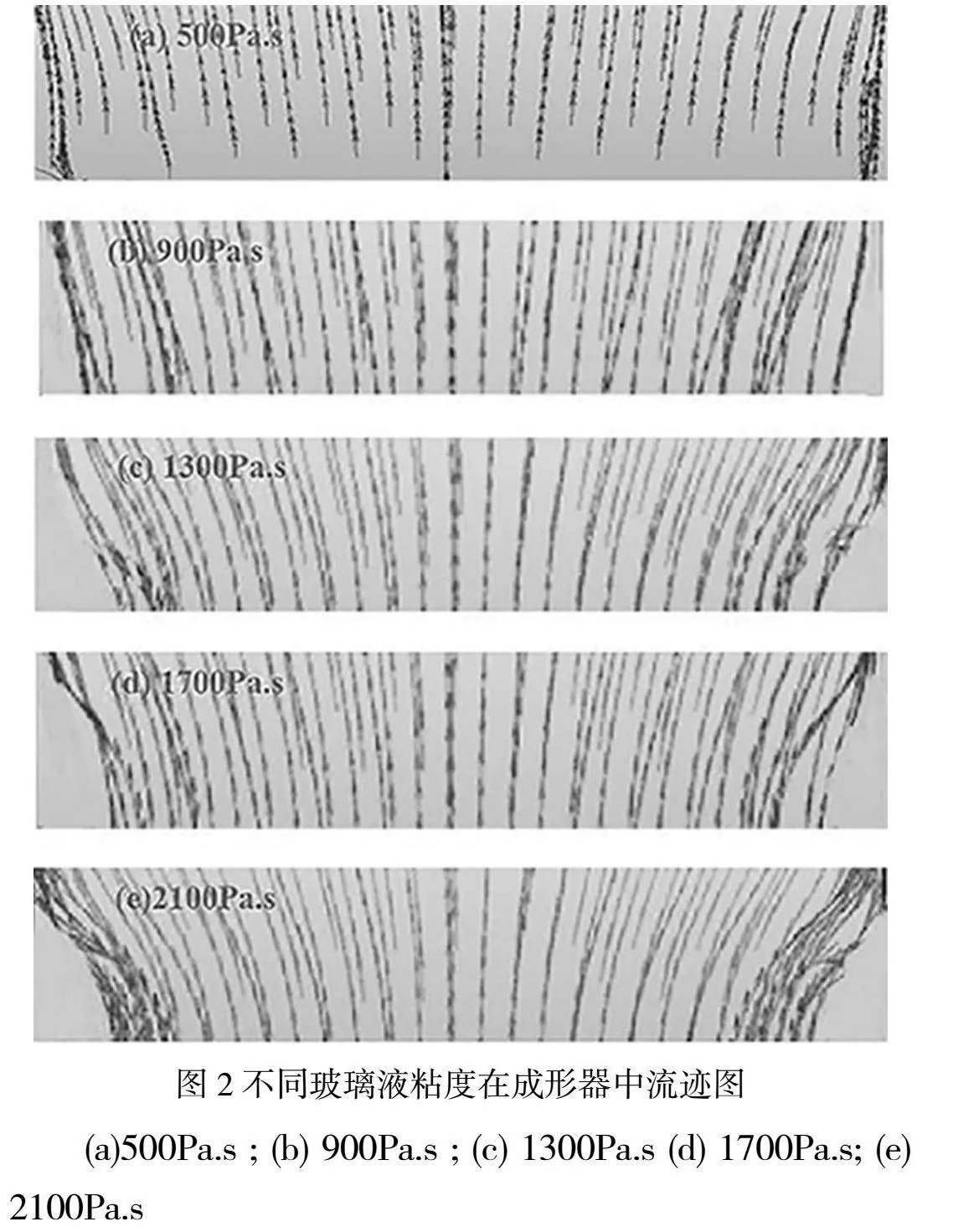
为了研究玻璃液粘度对板宽的影响,拟选取粘度为500Pa·s、900Pa·s、1300Pa·s、1700Pa·s和2100Pa·s的五组模型进行模拟计算。不同玻璃流经成型器后的轨迹线如图2所示。
(a)500Pa.s ; (b) 900Pa.s ; (c) 1300Pa.s (d) 1700Pa.s; (e) 2100Pa.s
从图中可以发现,随着粘度的增加,轨迹线的两侧明显收窄,有效板宽逐步降低[7]。
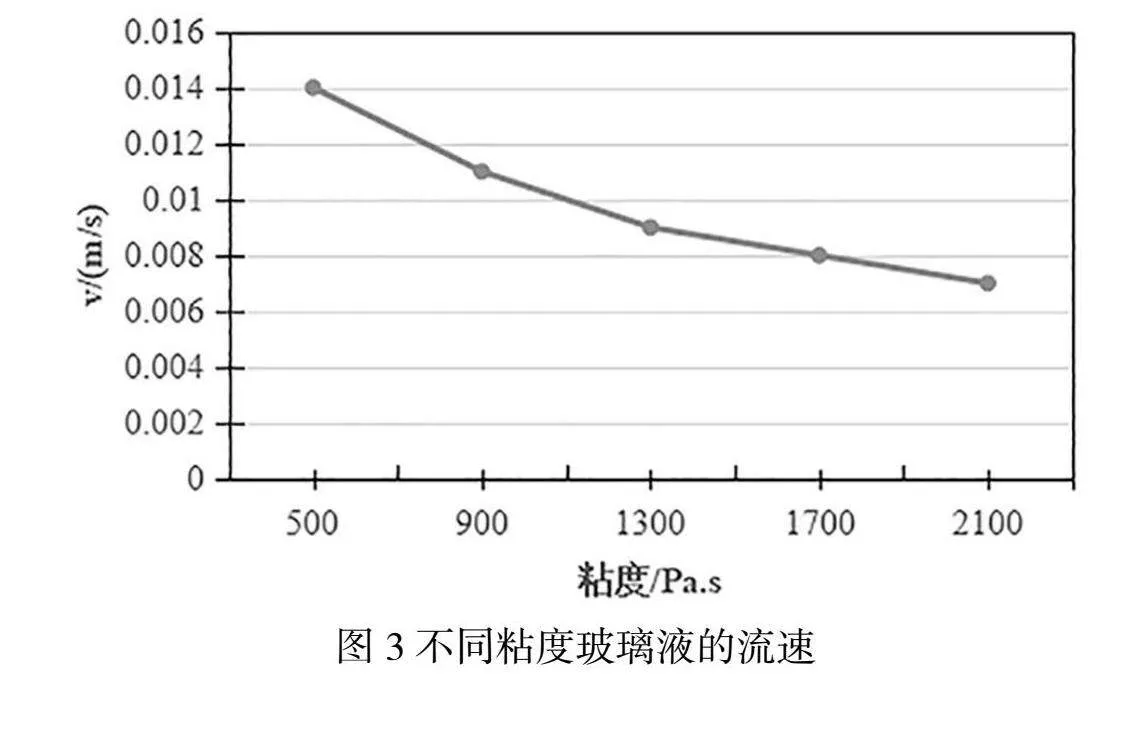
通过进一步观察可以发现,玻璃液的边部与粘度呈现规律性的变化,玻璃液的粘度越多,横向偏移越大,有效板宽越低。造成这个的主要原因是粘度越大,玻璃的流动性越差,玻璃往下流需要更大的动力(如图3所示)。狭缝下拉法的玻璃液主要依靠的是自身的重力和轧辊的牵引来加速流动。模拟中没有计入牵引力,单纯依靠
重力,两边因为流速慢,重力小,反而不容易流动。而中间因为流体的流量大,重力大,加重了玻璃的流动,从而让玻璃液在中间较容易流动。
从图3可以看出,考虑到流速和有效板宽的大小,最合适的粘度应该是500Pa.s~1300Pa.s,粘度太大,玻璃液的流速慢,有效板宽低。
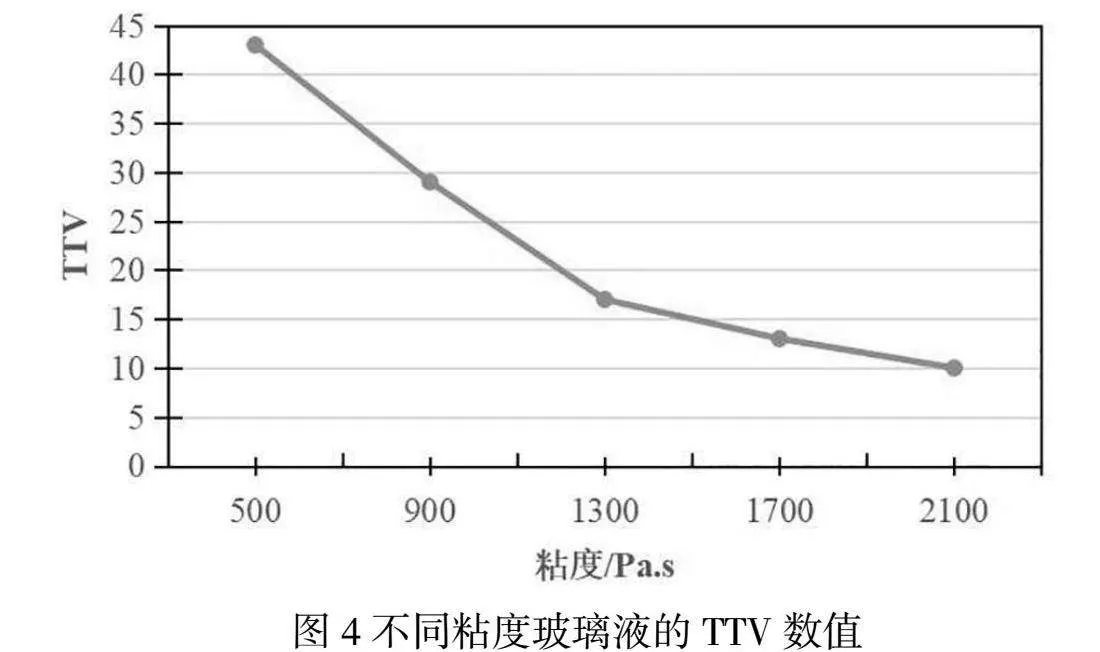
但是在实际使用中,玻璃的板宽还要考虑玻璃的平整度。平整度TTV在半导体材料硅片中描述的是待测样品里面最大厚度和最小厚度之间的差值。如果TTV数值大,平整度差,尽管获得的板宽大,但是为了保证平整度,需要对玻璃进行切割,这会导致实际获得的有效板宽减小。因此,将不同粘度的TTV数值模拟出来,也是十分必要的。
不同玻璃液粘度的TTV数值如图4所示。从图中可以明确地发现,随着粘度的增加,玻璃的平整度TTV数值一直在增大。图中的模拟结果证明,粘度越大,玻璃的平整度反而越好。在1300Pa.s以上的时候TTV数值的变化变小。
因此为了保证板宽的质量,不能仅选择粘度低的玻璃液,同时要考虑到玻璃的粘度和温度的关系,有的玻璃往往需要更高的工艺温度,这无疑也增加了生产的成本,并缩短了金属成型器的寿命。因此,结合TTV数值和粘度与板宽的结果,综合考虑应该选择玻璃液粘度在1300 Pa.s附近的。
4结论
(1)玻璃液的粘度越高,玻璃的有效板宽越小;
(2)玻璃液的粘度越高,玻璃表面的平整度越好;
(3)玻璃液的粘度选择要综合考虑板宽和平整度的关系。
参考文献
[1]Tamagaki H, Ikari Y, Ohba N. Roll-to-roll sputter deposition on flexible glass substrates[J]. Surface amp;Coating Technology, 2014, 241: 138-141.
[2]魏韶山,饶美娟,刘小根,曹大可,万德田.两点弯曲下柔性玻璃变形和疲劳行为研究[J].硅酸盐通报,2024,43(09):3455-3471.
[3]司敏杰,郭卫,田芳,等.柔性玻璃的研究现状及发展趋势[J].玻璃,2016,43(05):17-21.
[4]陈福,武丽华,王迎春.柔性玻璃国内外发展现状及趋势[J].玻璃,2017,4(11):15-17.
[5]李会平,李明.超薄浮法玻璃拉薄行为数值研究[J]. 玻璃,2023(03):12-19.
[6]李淼,孔令歆,王答成,曾召,兰静.柔性显示用玻璃制造加工进展综述[J]. 玻璃,2022(05):11-19.
[7]郭振强,袁坚,淮旭光,王瑞璞,史连莹,王兵兵,何聪.牵引速度对狭缝下拉法柔性玻璃拉薄过程的影响[J].玻璃 .2020,47 (06) :8-13.