
基于图像配准的玻璃瓶印刷字缺陷检测系统研究与设计
2024-12-31 00:00:00兰子奇
信息系统工程 2024年12期







摘要:设计基于图像配准的玻璃瓶印刷字缺陷检测系统,通过图像采集部分获取玻璃瓶印刷字图像,图像处理部分利用空间域算法增强该图像,提升图像的清晰度与辨识度。图像配准部分以增强后的图像为基础,提取图像中关键点,并且确定关键特征点的位置和方向,采用高维向量的最近邻搜索算法匹配关键特征点,通过计算两幅待匹配图像上关键特征点之间的相似性实现特征匹配,从而完成图像配准,以此确定印刷字缺陷情况。测试结果显示:该系统能够获取瓶上的印刷字的关键特征提取结果,并且提取的字体特征完整,通过配准可靠确定玻璃瓶印刷字缺陷位置。
关键词:图像配准;玻璃瓶;印刷字;缺陷检测
一、前言
玻璃瓶作为常见的包装材料,其印刷字体的清晰度和准确性直接关系到产品的品牌形象和消费者体验。然而,在玻璃瓶的生产和印刷过程中,由于工艺控制、机械精度及环境等多种因素的影响,印刷字体常会出现模糊、错位、漏印等缺陷,这些缺陷不仅影响产品的美观度,还可能误导消费者,对产品的质量和安全性构成潜在威胁[1]。传统上,玻璃瓶印刷字缺陷的检测主要依赖人工目视检查,这种方法存在诸多局限性。首先,人工检测效率低下,难以适应大规模生产的需求。其次,检测结果易受主观因素影响,存在漏检和误检的风险。最后,长时间的人工检测还可能导致视力疲劳和职业病等问题[2]。因此,开发一种高效、准确、自动化的玻璃瓶印刷字缺陷检测系统显得尤为重要。
图像配准(Image Registration)是将不同时间、不同传感器(成像设备)或不同条件下(如天候、照度、摄像位置和角度等)获取的两幅或多幅图像进行匹配、叠加的过程。它已经被广泛地应用于遥感数据分析、计算机视觉、图像处理等多个领域。图像配准的目的是找到图像之间的点对点映射关系,或者对某种感兴趣的特征建立关联,从而实现对图像的精确对齐和融合[3]。因此,本文研究基于图像配准的玻璃瓶印刷字缺陷检测系统,该系统通过图像采集设备获取玻璃瓶印刷图像,利用图像处理技术对图像进行预处理和特征提取,然后采用图像配准算法将待检测图像与标准图像进行精确对齐,最后基于配准结果对印刷字缺陷进行识别和判定。
二、玻璃瓶印刷字缺陷检测
(一)基于图像配准的玻璃瓶印刷字缺陷检测系统架构
为保证玻璃瓶印刷字缺陷的检测效果,本文结合该类印刷字的特点设计基于图像配准的玻璃瓶印刷字缺陷检测系统。该系统整体包含3个部分,分别为图像采集部分、图像处理部分以及图像配准部分。图像采集部分的主要作用是实现玻璃瓶印刷字图像采集,图像处理部分的主要目的是对采集的图像进行增强处理,以此提升印刷字的细节和清晰度[4]。图像配准部分主要是提取图像中的特征点,然后依据特征点的提取结果实现特征匹配,从而实现玻璃瓶印刷字缺陷检测。基于图像配准的玻璃瓶印刷字缺陷检测系统架构如图1所示。
(二)基于空间域算法的玻璃瓶印刷字图像增强
图像的增强过程是一个针对特定需求而定制的技术手段,其核心在于强调图像中的关键信息,同时可能淡化或消除不必要的细节。这一过程旨在提升图像质量,使之更契合计算机视觉处理的需求。首先,通过优化图像的视觉表现,提升图像的清晰度与辨识度,特别是强化或凸显那些对分析至关重要的敏感特征。这一过程不仅仅是简单的信息放大,而是根据研究者的具体需求,对图像中的不同信息特征进行有选择性的增强,以满足特定分析场景的精细要求[5]。其次,待测图像的增强还能显著提升计算机视觉处理系统的效能。特别是当图像经过锐化处理,其边缘轮廓变得更加鲜明,极大地便利了系统对目标的识别与检测过程。通过聚焦于图像中用户感兴趣的目标区域,图像增强技术不仅减少了处理数据的冗余度,还提高了处理速度和准确性[5],从而使整个视觉处理系统的工作效率和性能得到质的飞跃。
本文为实现玻璃瓶印刷字图像增强采用空间域法实现增强处理,该方法是通过灰度级对采集的图像进行处理,以此降低图像中的噪声。天工石能够通过灰度级矫正以及直方图修正提升图像的均匀性。如果采集的原始图像用S(x,y)表示,增强后的图像用G(x,y)表示,其映射处理公式为:
式中:f(x,y,z)表示映射函数,其中z表示锐化因子。
为实现图像的增强处理,通过二维正交变换进行原始图像的处理,获取该图像的频率域,其公式为:
式中:Q(m,n)表示变换后获取的空间域图像。
对上述公式进行反变换处理,以此获取图像的最终增强结果,其公式为:
(三)基于图像配准的印刷字缺陷检测
1.关键点提取
完成图像增强处理后,为提升印刷字缺陷的检测精度,需提取图像中的关键点,本文结合图像配准需求,采用一种基于尺度变换且保持特征不变性的算法,以提取两幅图像中的显著特征点。该算法的关键点提取流程如图2所示。
此算法的核心在于遍历多个尺度空间,精准定位那些在不同尺度下均表现为极值的点。为进一步提升这些极值点的定位精度,算法利用高斯差分函数结合极值点处的二阶泰勒展开式,实现对极值点位置及其所属尺度的精细调整。算法以每个关键点为中心,构建一个8×8的局部邻域窗口,并在此窗口内进一步细分为四个4×4的子区域。在每个子区域内,算法计算8个不同方向上的梯度累加值,这些累加值共同构成了该关键点的特征描述符,该描述符能够全面而紧凑地刻画关键点周围的局部纹理信息。最后,为评估两幅待配准图像中关键点之间的相似性或相关性,算法采用特征描述符之间的匹配策略。通过比较不同图像中关键点特征描述符的相似度,可以识别出潜在的对应点对,进而为后续的图像配准或拼接任务提供有力的支持[6]。
2.特征点主方向确定
在通过上述小结获取关键点后,可生成关键点特征点集合,即候选特征点集。为确保特征点的稳定性和可靠性,必须执行一个筛选过程,以剔除两类不利特征点:一类是对比度较低的点,这些点由于响应值微弱,容易受到噪声干扰,进而削弱SIFT(尺度不变特征变换)特征点的抗噪性能;另一类是边缘上的点,该类点可能展现出较高的响应值,但边缘区域的不确定性使得特征点的精确定位变得困难,从而影响SIFT特征点的整体稳定性。因此,通过这一筛选步骤保留那些既显著又稳定的特征点,为后续的图像匹配和配准任务奠定坚实的基础。
完成特征点位置确定后,需确定特征点的主方向,以此保证图像的旋转不变性,基于此,本文以极值为中心,以特征点邻域图像梯度方向m(x,y)和位置θ(x,y)为基础,旋转一个角度,公式为:
式中:L表示图像的尺度空间,arctan表示反正切函数。
在梯度计算过程结束后,采用直方图分析技术来综合领域内像素的梯度强度与方向信息。直方图的构造中,横坐标轴映射梯度方向的各种可能性,纵坐标轴则累积展示对应于每个梯度方向上的梯度强度总和。通过这样的统计方式,直方图中的显著峰值指示特征点周围区域中梯度分布的主要趋势,这一趋势被定义为该特征点的主导方向,是后续特征匹配与识别过程中的关键参考点。
3.关键特征点配准
完成特征点主方向确定后,进行关键特征点配准,为保证该匹配的精准性,采用高维向量的最近邻搜索算法进行匹配,该算法主要是通过计算两幅待匹配图像上关键特征点之间的相似性实现特征匹配,从而完成图像配准,以此确定印刷字缺陷情况。
如果两幅图像的关键特征点及描述符数量分别用M和N表示,计算两个关键点之间的相似性R(i,j),其计算公式为:
式中:E和F表示两幅图像中关键点描述符。
本文采用了双向匹配策略,旨在规避一对多匹配情况并剔除错误的特征点匹配,从而增强匹配的精确性。具体实施时,首先在图像1上执行FLANN算法来搜索与待配准图像中关键点的匹配项。随后,反向操作,从待配准图像出发,再次利用FLANN算法搜索与图像1中关键点的匹配项。在该过程中,计算两次匹配过程中关键点坐标的累加和。只有当这两个方向的匹配结果所得到的坐标和完全一致时,才将这一对点视为有效的匹配点,否则将其排除。
在完成精确匹配步骤后,随即进入图像配准阶段,依据上述结果生成配准图像,此配准图像不仅与基准图像共享相同的空间坐标系统,而且在每一个对应的坐标点上,都精确映射待配准图像中的像素值,确保信息的完整性与一致性,通过配准结果判断玻璃瓶印刷字的缺陷情况。
三、结果分析
为验证文中系统的应用效果,以某公司生产的玻璃化妆品瓶为例展开相关测试,由于该玻璃瓶尺寸较小,字体印刷时极易发生缺陷,因此,通过文中涉及的系统进行检测,以此衡量该系统的应用效果。利用CCD相机采集该化妆品瓶的20张图像,将该图像用于后续测试中。
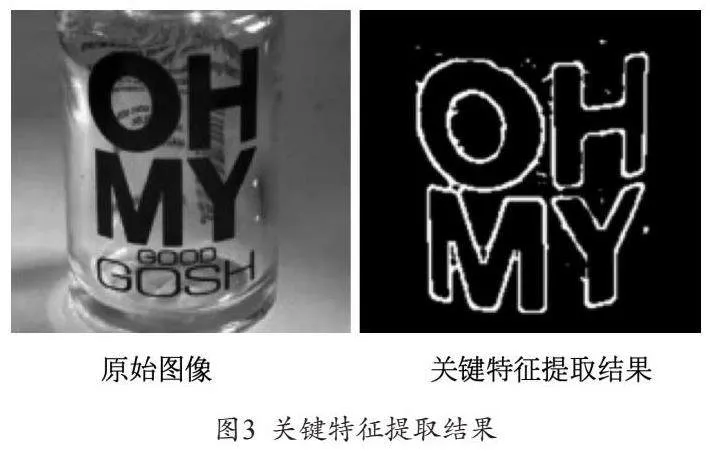
系统在进行玻璃瓶印刷字缺陷检测时,需先获取关键特征点,特征点的获取效果直接影响后续的配准效果,随机选择一张采集的图像,通过系统提取图像中目标印刷字的特征(目标印刷字OHMY),目标字的关键特征提取结果如图3所示。
依据图3测试结果可知:通过系统进行玻璃瓶目标印刷字关键点特征提取后,能够获取瓶上印刷字的关键特征提取结果,并且提取的字体特征完整,不存在模糊和缺失位置。
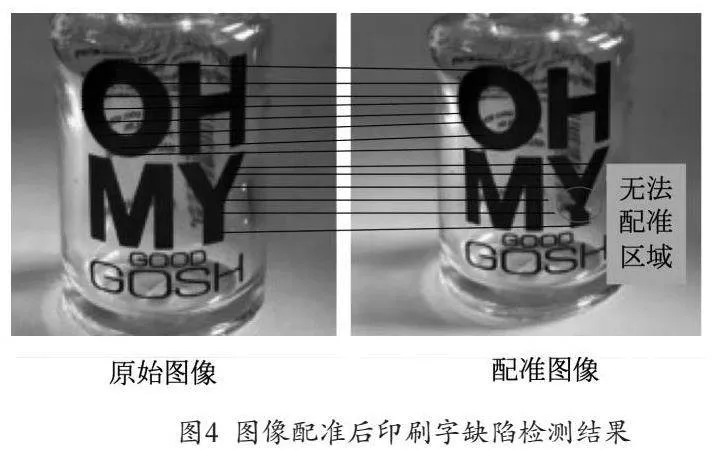
为验证系统对于印刷字缺陷的检测效果,在图3特征提取的基础上,进行图像配准,通过该配准进行玻璃瓶印刷字缺陷检测,检测结果如图4所示。
依据图4测试结果可知:通过系统完成图像配准后,能够依据配准情况确定两张图像之间无法匹配的区域,以此确定印刷字的缺陷位置,完成该缺陷检测。
四、结语
在包装瓶的印刷流程中,检测环节扮演着至关重要的角色,其成效直接关系到产品质量。然而,这一环节复杂多变,常因多种生产因素导致印刷字体出现瑕疵。鉴于人工检测存在的局限性,本文创新性地融合机器视觉与先进的图像处理技术,设计基于图像配准的玻璃瓶印刷字缺陷检测系统。对该系统的应用效果进行实验分析后确定,该系统不仅具备实时检测能力,还保证缺陷识别效果,为实现包装流程的加速、印刷材料的高效利用,以及生产线自动化水平的提升开辟新的路径。
参考文献
[1]戴志威,林淼,陈超,等.基于差异模型的印刷标签缺陷检测算法[J].工业控制计算机,2023,36(06):63-64.
[2]张德海,祝志逢,李艳芹,等.基于机器视觉的二维图像质量缺陷检测研究进展[J].包装工程,2023,44(23):198-207.
[3]左才,张勇斌,齐元胜,等.基于机器视觉的印刷品表面划痕缺陷检测[J].印刷与数字媒体技术研究,2023,(05):42-48.
[4]裴帅,桂志国,刘祎,等.基于图像配准的铸件内部缺陷检测技术[J].无损检测,2022,44(11):16-21.
[5]牛彤,刘立东,武忆涵.基于CUDA加速的图像配准算法[J].计算机系统应用,2023,32(01):146-155.
[6]刘学,姚洪利,金世龙.基于扩展的SURF描述符的彩色图像配准技术[J].计算机应用研究,2011,28(03):1191-1194.
基金项目:黄冈职业技术学院重点科研项目“基于机器视觉的玻璃瓶缺陷检测系统开发”(项目编号:2021C2011102)
作者单位:黄冈职业技术学院
责任编辑:王颖振、郑凯津
猜你喜欢
小学时代·科学小问号(2024年5期)2024-06-26 00:00:00
红领巾·萌芽(2022年9期)2022-11-24 05:55:46
少儿美术(2019年12期)2019-12-14 08:09:56
小学生(看图说画)(2018年3期)2018-10-30 07:03:50
学生天地(2017年12期)2017-05-17 05:51:12
科技创新与应用(2017年7期)2017-03-27 17:21:04
中国高新技术企业(2016年34期)2017-02-10 16:40:20
计算技术与自动化(2016年4期)2017-01-11 14:19:49
发明与创新(2016年6期)2016-04-17 03:28:04
科技视界(2016年3期)2016-02-26 11:42:37
