模块化微小零件精密装配自动化设备研制
2024-12-28 00:00:00王思超王晓东赵鑫炜徐征孙永奎
机械制造与自动化 2024年6期





摘要:微小零件具有尺寸小、质量轻等特点,装配过程中存在操作困难、难以实现自动化等问题。所研制的微小零件自动化精密装配设备采用模块化的设计方案,通过模块间的相互配合实现自动上下料、自动点胶、基于机器视觉的精密测量、微小零件操作等功能。设计配合设备使用的组合夹具,实现胶粘接微小零件装配后的自动锁紧,对于锁紧状态下微小零件的受力进行分析。所研制的装配设备实现了某微小零件全自动的精密装配。
关键词:精密微小装配;装配自动化;模块化设备;自动锁紧
中图分类号:TP271+.2; TP278文献标志码:B文章编号:1671-5276(2024)06-0201-04
Abstract:Micro parts, small in size, light in weight etc. suffer difficulties in operating and automizing in assembly process. The automatic precision assembly equipment of small parts is developed by adopting modular design scheme. The mutual cooperation between modules is implemented to achieve automatic loading and unloading, automatic dispensing, precision measurement based on machine vision, small parts operation and other functions. The combined fixture coordinating with the equipment application is designed to realize the automatic locking after the assembly of the adhesive small parts, and the force of the small parts in locking status is analyzed. The developed assembly equipment realizes the precision assembly of a small part.
Keywords:precision micro-assembly; assembly automation; modular equipment; automatic locking
0引言
微小零件具有质量轻、装配过程复杂、装配过程易受到外界环境干扰、装配完毕后需要锁紧等特点,在MEMS系统、陀螺仪等精密微组件中得到了广泛应用[1-2]。当前微小零件的装配通常采用胶粘接的方式,由工人手动或者半自动的方式完成[3]。手动或者半自动装配虽然存在灵活的优势,但同时也存在装配效率低、装配质量参差不齐、胶粘接后容易受到烘干过程等外部因素扰动等不足。为解决上述问题,研发出具有自动锁紧功能的微小零件精密装配自动化设备便显得尤为关键[4-5]。
目前针对微小零件装配已经研制出部分微装配设备,大部分属于半自动设备,比如张嘉易等[6]针对MEMS平板类零件,研发出真空吸附式结构,实现了微小零件拾取过程的自动化;李海鹏等[7]针对微小圆形零件,基于显微视觉伺服研发出一套集成有6个机械手的微装配设备,实现了单套微小零件的自动化上下料以及视觉测量。虽然此前研制的半自动化设备已经实现了微小零件拾取、视觉测量等装配过程的自动化,但是点胶、夹具上下料、锁紧等功能仍然需要由工人进行操作。
为实现微小零件的自动化装配,本文对应用于微小零件精密装配的自动化设备展开研究。将自动上下料功能、自动点胶、基于机器视觉的精密测量以及微小零件操作等功能集成于微小零件精密装配自动化设备之中,实现微小零件全自动批量化装配。针对微小零件结构复杂,采用胶粘接的方式容易受到烘干过程等外部因素扰动等特点,设计了具有自动锁紧功能的组合夹具,能够实现装配后微小零件的自动锁紧。对于锁紧状态下微小零件的受力情况进行了分析,实现了某微小零件全自动精密装配。
1微小零件精密装配自动化设备
微小零件精密装配自动化设备的任务是实现待装配微小零件高精度自动化装配。设备整体结构如图1所示。采用模块化的设计思路,设备功能模块主要包括:装配作业模块、精密测量与点胶模块、上料模块、上料平台模块、作业工作台模块、上料转台模块和点胶测试模块。
1.1自动上、下料功能
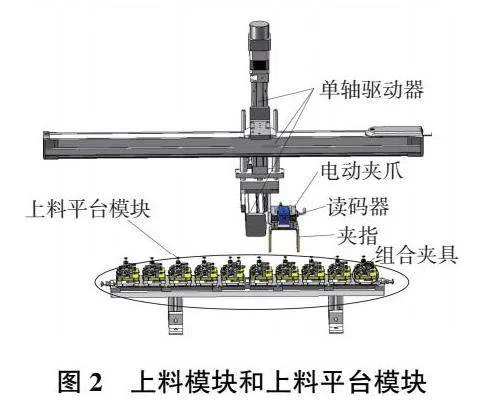
自动上、下料功能是指装配过程中微小零件装配前后的自动上料和下料。上料模块和上料平台模块结构如图2所示。
上料模块通过单轴机械手实现空间大范围运动,通过前端电动夹爪带动夹指开闭实现组合夹具的拾取和放置,读码器进行组合夹具信息读取。上料平台模块能够同时放置多套组合夹具,实现微小零件批量化装配的功能。通过托盘对于多套组合夹具进行分隔,上料模块按顺序进行连续自动上、下料。
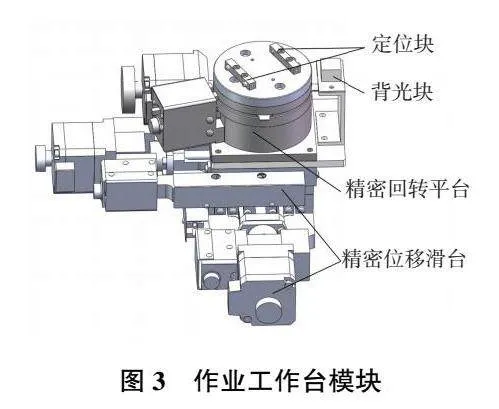
作业工作台模块结构如图3所示,上料转台与之结构类似。采用定位块对于组合夹具进行限位,确保微小零件位姿的准确性。背光模块和微小零件装配位置接近,从下方提供背光光源,辅助进行微小零件特征识别。
1.2自动点胶及精密视觉测量功能
自动点胶及精密视觉测量功能是指装配过程中微小零件的自动化点胶以及视觉测量。通过自动化点胶功能提升微小零件装配的胶粘接质量,视觉测量引导的微小零件位姿检测能够确保微小零件的装配精度。
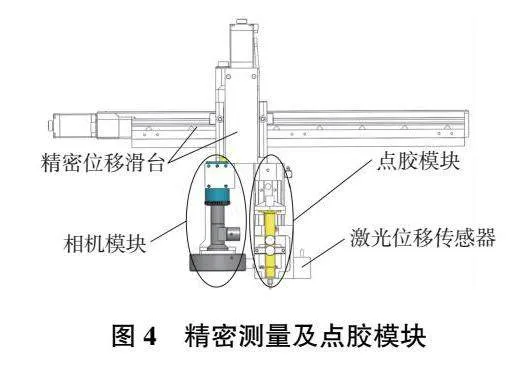
精密测量及点胶模块结构如图4所示。
精密位移滑台能够实现相机和点胶模块在xz平面的移动;相机模块实现微小零件位置信息采集。工业相机分辨率为3 088×2 064,视野范围为7 054μm×5 016μm,工作距离为65mm。集成有同轴光和环型光,保证了微小零件图像采集的质量。点胶模块通过气动滑台进行z方向工作位置的调整,通过外部气压实现自动点胶。激光位移传感器能够测量微小零件表面待点胶位置的高度信息。
1.3微小零件自动操作功能
微小零件自动操作功能指的是微小零件指定位置的拾取和放置。装配作业模块通过精密位移滑台实现作业机械臂空间运动。作业机械臂结构如图5所示。使用弹簧片进行柔性支撑;弹性柱塞和微动开关从作业机械臂的上方和侧面限制其变形量;作业机械臂前端进行微小零件的拾取和放置。移动定位块固定在针形气缸前端,对于组合夹具进行限位,组合夹具拾取后吸盘和夹具气路相连接,在外部真空发生器的作用下使得组合夹具内部处于真空状态,实现对微小零件的吸附。
2自动锁紧功能及误差分析
微小零件需要通过胶粘结等方式进行连接,装配完毕后烘干等外部因素容易对微小零件的装配精度产生影响,因此微小零件装配完毕后的自动锁紧十分重要。
2.1自动锁紧功能和方法
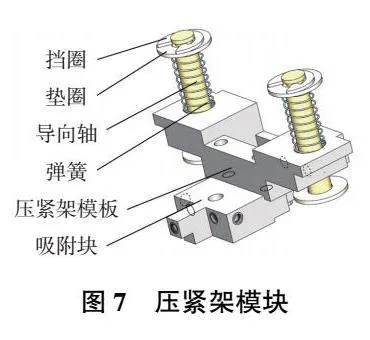
自动锁紧功能主要包括组合夹具和操作方法两部分。组合夹具能够实现微小零件的放置和锁紧功能,其结构如图6所示。压紧架模块结构如图7所示。压紧架模块通过弹簧施加锁紧力,弹簧两端分别作用在压紧架模板以及垫圈上。压紧架模块拾取过程中,下压力使得弹簧自由压缩,弹簧力通过压紧架模板传递至微小零件,实现零件的自动锁紧。吸附块固定在压紧架模块下端,在外部真空发生器的作用下其内部气路形成真空状态,实现微小零件的吸附。
锁紧底板模块实现微小零件和压紧架模块的放置。两侧设计为对称结构,装配前后压紧架模块分别放置在锁紧底板模块两侧,避免拾取和放置过程中作业机械臂和组合夹具产生干扰。锁紧底板两侧开有凹槽,可以和上料模块单轴机械手前端夹指相配合。
上料支架模块的主要作用是放置待装配微小零件,上料支架两侧开有凹槽,可以和上料机械臂前端夹指相配合。
2.2微小零件自动锁紧过程
锁紧状态示意图如图8所示。图中FS表示压紧架模块两侧弹簧力,FN表示下方微小零件提供的支持力。在弹簧力的作用下,锁紧架释放过程中微小零件将保持现有位姿。
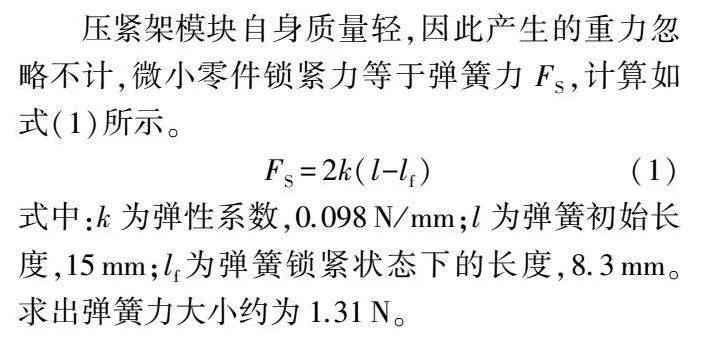
压紧架模块自身质量轻,因此产生的重力忽略不计,微小零件锁紧力等于弹簧力FS,计算如式(1)所示。
式中:k为弹性系数,0.098N/mm;l为弹簧初始长度,15mm;lf为弹簧锁紧状态下的长度,8.3mm。求出弹簧力大小约为1.31N。
基于设备模块提出了一种与之相匹配的操作方法,主要包括以下步骤。
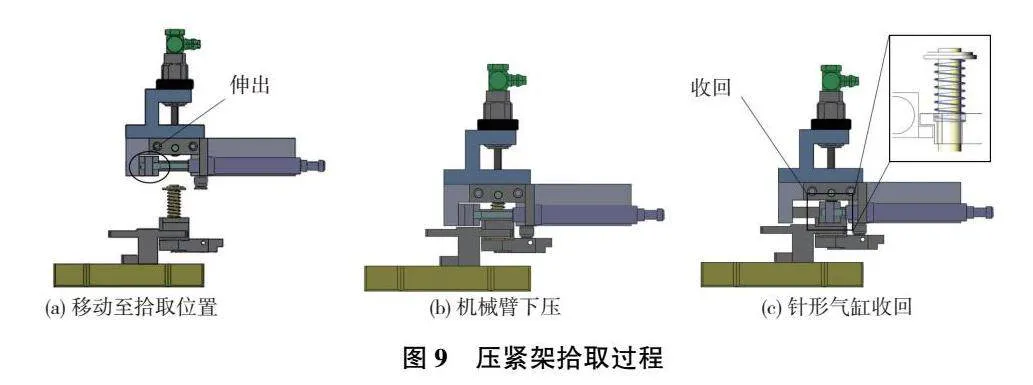
1)进行压紧架模块的拾取,拾取过程如图9所示,机械臂移动至可拾取位置后,两侧针形气缸带动移动定位块向前伸出,如图9(a)所示;2)机械臂沿z轴方向移动至定位块上表面低于压紧架模板下表面0.2mm后停止,如图9(b)所示;3)移动定位块收回,和下压气缸共同实现压紧架模块的定位,完成整个压紧架模块的拾取过程,如图9(c)所示。
压紧架模块拾取完毕后,作业机械臂带动压紧架模块移动至微小零件的拾取位置,通过真空吸附的方式进行微小零件的拾取,拾取过程中相机位于作业机械臂上方,进行微小零件特征识别。
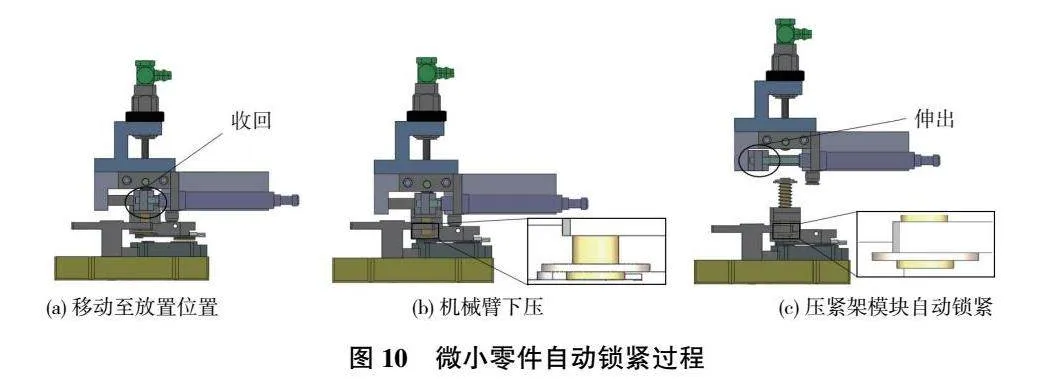
微小零件自动锁紧过程如图10所示。作业机械臂移动至压紧架模块释放位置后(图10(a));机械臂沿z方向向下移动,直到力传感器数值达到设定阈值后停止(图10(b));最后压紧气缸和针形气缸收回,作业机械臂撤出,压紧架模块释放,实现微小零件的自动锁紧(图10(c))。
3装配流程测试
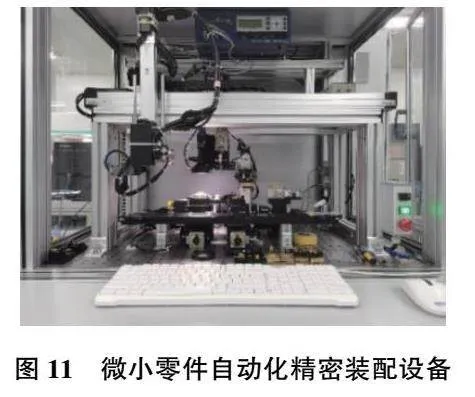
研制的微小零件自动化精密装配设备如图11所示。通过研发的装配设备对于某微小零件进行了自动化装配流程测试,设备装配流程如图12(a)—图12(h)所示。1)上料模块将组合夹具上料支架模块以及锁紧底板模块从上料平台模块分别上料至上料转台和作业工作台;2)点胶模块对待装配微小零件进行自动点胶;3)作业机械臂进行压紧架模块拾取;4)相机模块进行微小零件位姿检测;5)作业机械臂带动压紧架模块进行微小零件拾取;6)作业机械臂将微小零件和压紧架模块放置在锁紧底板模块上;7)微小零件通过压紧架模块实现自动锁紧;8)上料模块将组合夹具进行下料。本次研制的微小零件精密装配自动化设备很好地完成了自动化装配流程。
4结语
针对当前微小零件半自动装配设备存在的点胶、夹具上料和下料、锁紧等功能需要工人操作的问题,设计了微小零件精密装配自动化设备,采用了模块化的设计思路;通过建立误差补偿模型的方式对于设备安装过程中产生误差进行了补偿;并且针对微小零件胶粘接后容易受到烘干过程等外部因素扰动的问题,设计了一种具有自动锁紧功能的组合夹具和操作方法,实现了微小零件的精密自动化装配。对微小零件自动化精密装配设备进行了流程测试,很好地完成了某微小零件的精密自动化装配任务。
参考文献:
[1] 栾飞,蒋柏斌,荣伟彬,等. 锥壳靶自动精密微装配系统[J]. 机器人,2016,38(5):563-568.
[2] 强林森. 用于微装配的显微视觉断层扫描图像深度信息获取方法[D]. 重庆:重庆大学,2020.
[3] 黄心汉. 微装配机器人:关键技术、发展与应用[J]. 智能系统学报,2020,15(3):413-424.
[4] LU Q B,WANG Y N,WANG X X,et al. Review of micromachined optical accelerometers:from mg to sub-μg[J]. Opto-Electronic Advances,2021,4(3):200045.
[5] BORTOLINI M,FACCIO M,GALIZIA F G,et al. Design,engineering and testing of an innovative adaptive automation assembly system[J]. Assembly Automation,2020,40(3):531-540.
[6] 张嘉易,刘扬,郝永平,等. 平板类微小型零件的自动化装配[J]. 机械设计与制造,2017(9):101-104.
[7] 李海鹏,邢登鹏,张正涛,等. 宏微结合的多机械手微装配机器人系统[J]. 机器人,2015,37(1):35-42.
收稿日期:20230509
基金项目:辽宁省“兴辽英才计划”项目(XLYC2002020)
第一作者简介:王思超(1996—),男,硕士研究生,研究方向为微小零件自动化装配系统,wangsichao13@163.com。
DOI:10.19344/j.cnki.issn1671-5276.2024.06.040