西门子机床在线检测头的调试及宏程序应用
2024-12-28 00:00:00廖志青朱小明童洲段海峰陈宇姗
机械制造与自动化 2024年6期
关键词:机床











摘要:针对西门子机床在线检测头安装应用过程的难点和关键技术问题,分析雷尼绍测头和信号接收器的基本结构,阐述其装配方法以及与机床的线路连接、参数设置和数据通调试方法等;调试测头与接收器的光电信号对码,建立测头和接收器之间的信号同步通信;检验装在主轴上刀具端的测头或者装在机床工作台上工件端的测头是否连接正常;通过对内拐角几何特征的检测宏程序编制及运用实践,验证测头系统在西门子机床的在线检测功能,检验系统能否实现对超差数据的报警反馈,提高智能化在线检测精密设备的运用能力。
关键词:机床;在线测头;接收器连接;对码步骤;宏程序验证
中图分类号:TG659文献标志码:A文章编号:1671-5276(2024)06-0057-05
Abstract:In view of the difficulties and key technical problems in installation and application of the Siemens machine tool online detection head, this paper analyzes the basic structure of Renishaw probe and signal receiver, elaborates its assembly method and the line connection with the machine tool, parameter setting and data communication debugging methods. The photoelectric signal matching between the probe and the receiver is debugged, and the signal synchronization communication between the probe and the receiver is established. The normal connecting status of the probe installed on the tool end of the spindle or the probe installed on the workpiece end of the machine tool table is checked. Through the preparation and application of macro program for the detection of geometric features of inner corners, the online detection function of the probe system in Siemens machine tools is verified, and whether the system can realize alarm feedback for out-of-tolerance data is tested, which improves the application performance of intelligent online detection precision equipment.
Keywords:machine tool; online probe; receiver connection; code matching steps; macro program verification
0引言
当前五轴数控加工机床的应用越来越普及,广大用户对五轴加工技术的掌握也明显提升。随着产品精度要求的提升和加工自动化程度的提高,机床自身精度检测、补偿和机内自动测量技术的应用受到空前的重视。国内许多现代制造企业为了适应技术发展和市场竞争,开始在数控加工过程实行严格的质量检测和精益生产模式,推广运用触发测头进行数控机床在线加工精度检测。其特点是在完成数控加工程序后,零件保持不动,不需拆下,随时在机床上编制测头宏程序进行检测。自动判断测量结果与标准公差之间的差别,如发现加工误差及时予以纠正,从而提高数控机床加工系统精度,形成智能化的数控加工质量控制闭环体系。但以雷尼绍品牌等为代表的精密品质触发测头系统,设备精度高、机构严谨、价格昂贵,在西门子机床上的安装调试应用过程复杂,涉及红外通信技术和数控机床宏程序应用等多方面技术[1],因此成为许多企业普及推广运用在线检测的难点。本文通过第二代雷尼绍触发测头系统在西门子铣削加工中心机床上的装配调试过程中难点技术环节的剖析,运用典型的内拐角几何特征检测宏程序进行了验证研究[2-4],具体过程详述如下。
1测头和接收器组成及机床上的安装
RMP60触发式测头是雷尼绍公司开发的加工中心机床新一代光电在线测量系统,采用跳频(FHSS)技术,工作频带为2.4GHz,比较适合于大型精密零件加工时的在线检测及精密模具加工的在线检测,具有坚固性强和超程大的特点,能确保信号传输不受干扰。RMP60触发式测头是一个软硬件集成的系统,如图1所示。系统由接触触发测头、RMI信号接收器传输系统、接口装置和西门子加工中心机床系统组成。测头与接收器之间的通信信号必须实现无干涉传输,才能实现保证在线检测数据的实时准确传输。其中RMI信号接收器把从触发测头的光信号转换成电信号,并经过MI 12接口装置传递到机床控制器[5-7]。
1.1测头及信号接收器组成和安装
测头及信号接收器的安装,除必须按照正确的安装步骤外,安装的位置还需考虑操作使用方便,尽量减少与机床加工动作、其他刀具换刀和切削液的干涉等[4]。用于数控机床在线检测的RMP60触发测头内部有电池和LED灯组,内部采用盘形三点式触点结构,机械式开关触点,结构简单,结实耐用。圆周方向预行程较大,检测精度可达1μm。RMI信号接收器的作用是把测量数据传输到机床控制器中与标准坐标进行比较和逻辑运算,图2所示即为RMP60触发测头内部电池安装和触发力度调节方法[5]。
安装接收器时先在机床内部罩板选择可靠位置钻孔,使用紧固螺丝稳固安装好装配支架之后,再将RMI信号接收器装上支架,调整接收器朝向主轴测头方向后,拧紧支架侧部的固定螺丝。注意安装RMI接收器时电缆应从较高的一侧伸出以使冷却液方便流出。
1.2RMP60测头和RMI接收器的连接调试
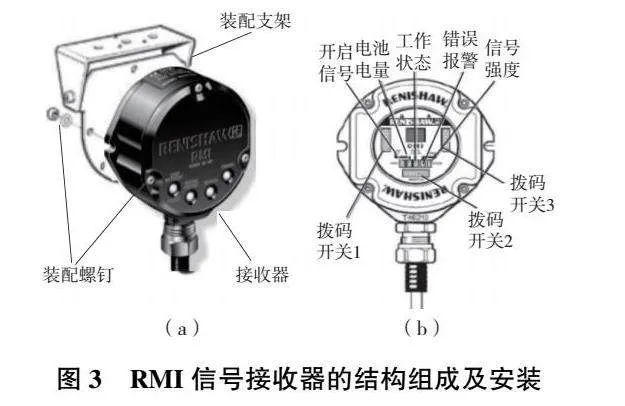
为保证测头和接收器的正常连接工作,首先应进行测头与信号接收器的光电信号对码连接调试。如图3所示,对码应在信号接收器开启状态下按照表1的步骤进行对码连接,调试成功后,才能建立起测头和接收器之间的信号同步通信。
作为精密贵重测量设备,测头和信号接收器的安装接线需严格按照线路图和要求实施。为保证测头和接收器的正常连接,首先应进行测头与接收器的光电信号对码连接调试,对码连接调试成功后,才能建立起测头和接收器之间的信号同步通信。RMP60测头和RMI组装时的对码连接调试步骤如表1所示。
2测头和接收器与机床的接线调试
为保证机床在线检测数据的精准传递,测头和信号接收器的安装接线需严格按照线路图和要求实施,因此测头与接收器在机床上的正确安装与调试,是在线检测成功与否的决定性环节[6]。
2.1测头的连接及配对
测头与接收器之间必须实现无干涉信号传输,并保证机床在线检测数据的精准传递。为此测头信号与机床系统之间要进行正确的连接。西门子840D型数控系统提供有两个测头信号输入接口。测头信号端口连接到NCU的X121插头上,X121则为37芯的D型插头,其具体的功能接线如表2所示。
如表2所示,X5:2、X5:3端口连接第一测头信号输入,而第一测头一般为连接工作台上的工件测头;X10:2、X10:3端口连接第二测头信号输入,第二测头连接机床主轴上的刀具测头一端。
将接收器线缆拉到机床电气柜内,根据接收器线缆颜色进行接线,RMP60触发测头与西门子840D机床的接线图,如图4所示。
当图4中所有端口接线完毕后,需要检验装在主轴上刀具端的测头或者装在机床工作台上工件端的测头是否连接正常。其中验证工件端的测头方法是:进入MENUSELECT—Diagnosis—PLC Status Series startup菜单中,DB10DBX107.1即为工件测头开关参数项,其默认状态为0,当在机床上执行M59指令后,再用手触摸测头,DB10DBX107.1的值如果变为1,则表明工件测头接线正确。
2.2西门子840D系统的测量端口设置
接收器通过MI 12接口装置或MI 12接口电路板与西门子840D机床控制系统的RS232C端口连接,进行测量数据的通信传递。RS232C端口的7、8、10、11端子既可以定义成输入,也可以定义成输出。CU参数P0728设置端子的输入、输出方式,其中0为输入,1为输出;X122默认就是输入方式,不用再修改。针对MD参数项进行设置修改:
X132.11端口改为如下输入方式:
至此完成信号接收器与机床的数据通信参数设置。
3测头系统程序设定
在测头和信号接收器安装完毕之后,应对光电传输功能和电路连接情况进行检查试验。再导入雷尼绍公司针对西门子机床开发的专用宏程序。通过宏程序对几何特征的检测实践应用,验证测头系统在线测量能否顺利进行,并检验系统能否实现对超差数据进行报警反馈[7]。
3.1宏程序文件内容导入
通过西门子加工中心机床的RS232通信端口可将宏程序的文件传入系统。进入主菜单MENU SELECT—Service—Date in—PG—OK专用宏程序文件内容有如下几项:
将上述导入的宏程序粘贴到机床数据管理中启动即可。安装成功后,无论是测头安装在主轴刀具端上还是安装在机床工作台上的工件端,刀具测头的参数就被设置到RENT[*]中,工件测头的参数都将设置到RENP[*]。其中常用的设置如:RENP[4]=0时,系统的语言为中文简体,当RENP[4]=1时,表明系统的语言选择为英语;当RENP[7]=1时,表明第一测头并为常开状态;RENP[7]=2时,则表明第二测头并为常开状态[8]。
雷尼绍公司针对各种不同的加工中心机床系统提供了相应的在线应用软件,其中为西门子加工中心机床840D系统提供的软件主要内容如表3所示。
刀具测头的子程序文件为: L901;L902;L920;L921;L922;L923,应用于不用几何类型的工件;测头检测的子程序文件为:L9700;L9701;L9702;L9710;L9721;;L9722;L9724;L9725;L9726;L9727;L9730;L9731;L9732;L9800;L9801;L9802;L9803;L9804;L9810;L9811;L9812;L9814;L9815;L9816;L9817;L9818; L9819;L9820;L9821;L9822;L9823;L9830;L9831;L9832;L9833;L9834;L9835;L9843等。将以上文件全部都通过RS232通信端口导入到系统后,每个文件都需要在西门子机床840D系统上运行“LOAD TO NC”才能生效。
3.2测头接口信号连接状态验证
在接口模块连接正常情况下,测头上有2个绿灯,状态灯应为绿,然后把光源挡上后,状态灯为红绿变化,确认接口信号状态正确。接下来在子程序L9724/RENP[7]钟指定连接测头所使用的接口信号通道。信号通道设定如下:
设定好信号通道后,继续编辑下面程序并自动运行该程序检验:
G00G90G54X0Y0;
D1Z150;探针的理论刀长
L9800;清除R变量
R24=150;x 轴正向移动 150mm
R9=2000;进给倍率2000
L9810
M30
测头x轴方向完成移动150mm后,用手触碰测头探针部分,发现触碰后机床x轴停止,说明系统连接无误,可正常使用。
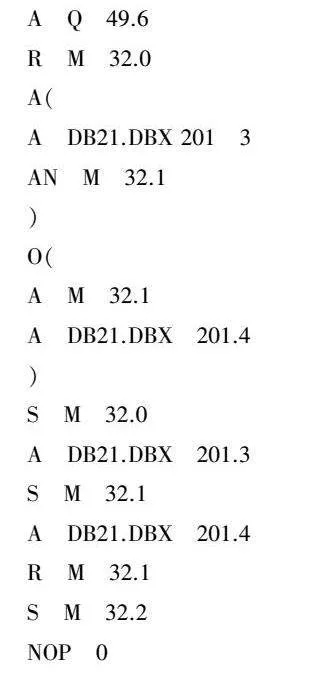
3.3在西门子机床PLC中增加测头触发号
在PLC中增加测头触发号之后,就可以通过西门子机床面板的M59数控指令打开工件测头使能,M60指令则关闭工件测头使能。在PLC中增加测头触发号的程序如下:
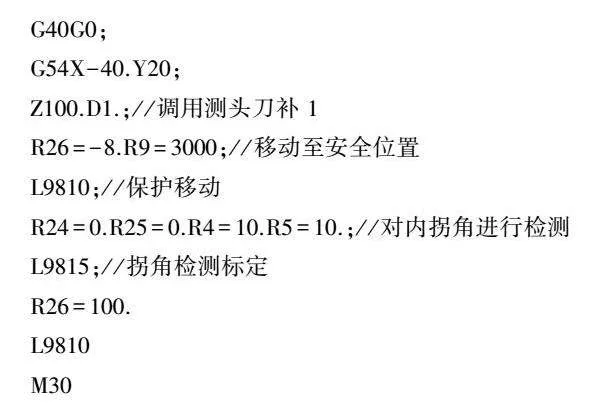
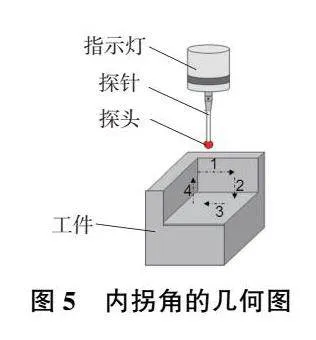
3.4内拐角的几何形状检测
如图5所示,通过对内拐角的几何形状检测,验证测头是否能够顺利进行在线检测。为了测头安全起见,测量过程工件只是呈非紧固状态放置在工作台上即可。通过测头对内拐角几何形状4个点的宏程序检测运行过程及比较,便可以验证出测头安装和调试的情况。被测量的内拐角工件的标准几何数据已经事先知道,将被测数据与标准数据相比较便可得出测头运行情况正确与否的结论[9]。
3.5检测结果
该内拐角的几何形状检测需针对4个点的定位误差进行检测判断,某次检测结果如表4所示。根据加工精度,设定标准误差为0.05mm,其中b点误差为0.07mm,大于0.05mm,此时测头信号灯报警提示需要对b点进行尺寸补偿,直至4个点误差全部小于0.05mm,达到要求。
4结语
在线测量技术应用越来越广泛,解决了数控加工中分工检测方式带来的搬运、多次装夹和重复检测等因素造成的检测误差问题,实现了加工与检测工序的快速最佳配合。测头在线检测关键环节在于在线测头与机床的配合,因此需要仔细研究。通过对雷尼绍测头的数控加工应用,得出以下结论。
1)研究RMP60触发测头和RMI信号接收器的基本结构,解决西门子机床在线检测头安装应用过程的难点和关键技术问题,清楚其装配方法以及与机床的线路连接、参数设置和数据通信调试方法等。
2)通过对内拐角几何特征的检测宏程序编制及运用实践,测试验证测头系统在西门子机床的在线检测功能,从而提高智能化在线检测精密设备的运用能力。
3)在线检测能实时监控零件关键尺寸质量,提高精密制造过程质量控制能力,大幅度提高产品合格率,提升经济效益。同时也推动数控在线检测技术的设备、软件和人才发展,并将产生更广阔的应用前景和较好的经济效益。
参考文献:
[1] 王平江,雷宇晴,邹尚波,等. 在机测量技术现状与发展趋势[J]. 组合机床与自动化加工技术,2015(7):1-4.
[2] 何飞翔,朱小明,韩伟,等. 模具零件数控加工在线检测宏程序编程及应用[J]. 现代制造工程,2021(5):70-74.
[3] 陈芳. 利用宏程序实现FANUC反向间隙自动测量与补偿[J]. 组合机床与自动化加工技术,2016(4):101-104.
[4] 王为东,姚彬. 一种应用于铣削机床的壁厚补偿周期测量方法[J]. 机械制造与自动化,2021,50(4):49-52.
[5] 杨建风. 三坐标测量机测头的正确使用[J]. 机床与液压,2006,34(10):245-246.
[6] 盛伯浩,杨晓军,华玉亮. 提高触发式测头在机检测精度[J]. 制造技术与机床,1997(9):162-164.
[7] 鲁淑叶. 数控测头测量功能宏程序的研究[J]. 机床与液压,2017,45(14):169-171,180.
[8] 桑宏强,刘丽冰,刘芬. 基于AutoCAD的加工中心在线工件自动检测系统[J]. 机床与液压,2007,35(5):190-191.
[9] 曾鹏,郭超,刘家伦. 数控机床在线检测工件测头的安装调试与校正[J]. 产业与科技论坛,2014,13(11):71-72.
收稿日期:20230329
基金项目:2020年广东省教育厅特色创新青年专项(自然科学)项目(2020KQNCX130)
第一作者简介:廖志青(1983—),男,广东英德人,实验师,本科,研究方向为机械工程及自动化技术,121375423@qq.com。
DOI:10.19344/j.cnki.issn1671-5276.2024.06.011
猜你喜欢
中国设备工程(2024年10期)2024-06-02 16:40:20
中国设备工程(2022年12期)2022-07-11 04:33:00
制造技术与机床(2019年12期)2020-01-06 03:18:28
制造技术与机床(2019年10期)2019-10-26 02:47:18
制造技术与机床(2019年2期)2019-03-06 07:11:42
制造技术与机床(2017年7期)2018-01-19 02:29:42
制造技术与机床(2017年11期)2017-12-18 06:47:01
制造技术与机床(2017年9期)2017-11-27 02:14:18
制造技术与机床(2017年8期)2017-11-27 02:10:30
中国市场(2016年45期)2016-05-17 05:15:26