基于PLC技术的数控机床控制系统设计
2024-09-23 00:00:00尹振龙王鑫
电子产品世界 2024年8期
关键词:数控机床;PLC;控制系统
中图分类号:TP273;TG659 文献标识码:A
0引言
数控设备作为集机械与电子技术于一体的先进技术产物,其技术领先性、结构多样性以及资本密集性的特征显著。随着企业规模的持续扩大,数控设备在生产中的应用类别和数量持续稳步增长,这对提升生产效率和灵活性具有关键作用。可编程逻辑控制器(programmable logic controller,PLC)既保持了传统继电器操作简单、经济实用的特性,又结合了计算机技术的灵活性和多功能性[1]。在当前网络安全形势日益严峻的环境下,PLC 展现出强大的安全防护能力。该设备支持多种先进的加密算法,确保了数据在传输过程中的高度安全性。同时,PLC 还集成了防火墙和入侵检测系统等,使其能够有效抵御各类网络攻击和恶意软件的威胁,保障系统运行的稳定性和数据的安全性。采用PLC技术来设计数控机床的控制系统,旨在提升数控机床的性能,优化其在复杂工况下的运行表现,以确保在保障安全生产的同时,提高设备的运行效率和可靠性。这将为企业的长期稳定发展提供强有力的技术支撑。
1 数控机床及其控制系统架构
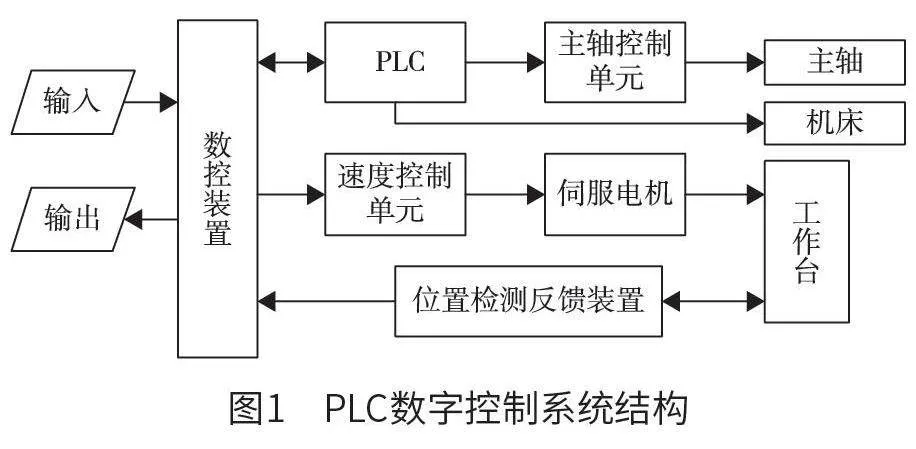
PLC 数字编程系统具有良好的抗干扰性能、高度可靠的程序运行稳定性和较高的工作效能,因此受到广泛认可。其编程的数控平台也展示出较好的适应性和灵活性。PLC 数字控制系统架构由用户环境、硬件组件及软件模块共同构建[2]。在硬件架构设计上,该系统整合了外部与内部交互的接口。其中,外部接口负责与外部机械电气设备进行通信,而内部接口则包含处理模块、控制模块以及用户输入/ 2d2c9a03fab81892276ae0f7627f3cd042a7b396e953f37d98046fe28c432c20输出模块,这些组件均严格遵循控制程序的精确指令运行。PLC 数字控制系统通过解析并执行获取的数字指令来操纵数字机床,该系统由4 个相互协作的组件构成,包括程序媒介、数控设备、机床主体和电机系统。
图1展示了PLC 数字控制系统的核心组件、辅助模块以及扩展接口,并深入揭示了它们之间的紧密联系。在核心组件的基础上,辅助模块和扩展接口赋予了系统应对复杂多变应用场景的强大能力。通过借助扩展接口,PLC 数字控制系统能够无缝对接各类传感器与执行器,实现对现场环境的实时监控与精确调控。
此外,随着物联网技术的蓬勃发展,PLC 数字控制系统正逐步向智能化、网络化方向迈进。该系统通过融合云计算、大数据等先进技术,成功实现了远程监控、故障诊断及数据分析等核心功能,大幅提升了系统的智能化水平和运行效率。在具体应用领域中,PLC 数字控制系统已广泛应用于工业自动化、楼宇自控、交通控制等关键领域。
2 基于 PLC技术的数控机床控制系统硬件设计
系统硬件由嵌入式微处理器、存储设备、输入/ 输出装置以及这些组件间的互连网络构成。其中,嵌入式微处理器在监管嵌入式数控机床的运行流程中起到核心作用。外部设备则通过数据存储设备、计算机接口设备以及生成控制数据的打印设备等,实现系统与操作环境的交互功能。用户可根据具体需求对硬件配置进行定制,以满足特定应用需求。因此,系统中的嵌入式计算机必须确保与标准计算机完全兼容,并且其他硬件配置应与标准计算机系统保持一致,以保证其能够执行与标准计算机相同的工作任务。
硬件设计核心集中在输入接口的电路设计。此接口电路采用了集成型组件,该组件集成了光电隔离和信号滤波功能,能有效管理和接收来自数字量和模拟量输入的信号[3]。微处理器的输入接口由寄存设备、选通线路以及包含中断请求逻辑的线路共同构建,通过将这些功能模块整合于单一芯片,从而建立一个完整的集成化电路架构。
输出接口部分采用基于继电器的输出方案,利用其固有的线圈与触点隔离特性,使其能够适应并连接各种不同特性与电压等级的外部电路。因此,本设计中的PLC 能够实现对继电器输出电路内部与外部驱动电路的完全隔离,从而在保证两者相互独立的同时,维持系统运行的稳定性和可靠性[4]。
3 基于PLC技术的数控机床控制系统软件设计
3.1 数控机床控制数据通信接收
在数控机床系统的操作流程中,首先是对数据进行获取与管控,这一步骤主要通过接口模块从外部输入端口捕获控制指令。由于实际操作中数据可能混杂一些非有效信息,所以需要利用PLC 进行系统性的排查处理,依据预设的控制逻辑对这些数据进行甄别,确保只有有效信息能够被安全地存储在内存中,以备后续的处理步骤使用。在程序运行进程中,借助机床内置的控制数据稳定机制,以确保在输入控制数据出现变动的情景下,存储的控制数据能够维持其固有的稳定性,有效防止任何潜在的异常状况发生。控制数据的更新操作将严格遵循预定的周期性规则,在下一个既定的数据接收周期中进行安全操作,从而保证系统的稳定运行。
3.2 基于PLC 的控制数据映射
在数控机床的控制流程中,通信接收阶段结束后,系统将立即通过专用的计算接口进行精确、高效的控制数据交流,以获取由两个8 位的十六进制数值组成的参数[5]。这些数值经过映射转换,能够精准解析各个控制点的数值,随后这些值会被安全地储存在特定的变量中,实现局部的数据映射。基于PLC 的控制数据映射阶段是系统的核心操作,该系统充分运用其功能,将用户的输入参数精确无误地转化为控制指令,以确保对数控机床进行精准操作。在数据采集环节,将用户编写的语言程序转变为系统可运行的数据,再利用计算机接口板的端口状态对信息进行实时存储。这些数据随后被导入映射区域,通过映射程序解析数据的原始含义及相应背景信息,以得到精确的控制决策,确保操作的规范性和准确性。
3.3 数控机床控制程序执行
实现数控机床控制程序执行的首要任务是根据用户的输入信息,采用运行控制程序来达成预期的输出效果。在设计过程中,首先,需要确保控制数据变量与系统接口的精确对应,以实现设备元件状态的实时同步。控制程序将被拆解为多个独立的操作模块,逐一进行转化处理。每个模块均与机床的特定元件相匹配,各自承载独立的控制逻辑和功能。其次,本文还对逻辑进行后序周游,使系统在后序周游的过程中对各个控制指令进行逻辑运算,并将运算结果输出至对应的映射区域。最后,依据映射区域的运算结果执行相应的控制指令,进而实现对数控机床精确、高效的控制。
4 仿真实验
本文对初始的数控机床工业控制系统实施了PLC 的改良与优化策略,同时运用线性控制器中的比例积分(proportional integral,PI)控制器进行了仿真验证。首先,在进行模糊控制前,根据受控对象的数学模型,搭建PI 控制器模型,再根据跃阶响应的曲线调制PI 参数。其次,在模糊控制阶段,选择信号绝对值与微分环节输出信号的绝对值作为输入参数,结合积分环节的传输函数,将其输入系统运行模型中,以深入研究动态波形特性。
通过对系统的响应曲线进行分析,可以得出以下结论:在应用PLC优化后,相较于未优化的控制系统,改良系统的响应时间显著减少,PI 控制器的效率有所提升,并且系统超调量更小。此外,经过PLC 优化的机床控制体系表现出更快的响应速度和更短的过渡时间,使数控系统可以更迅速地进入稳定的工作状态,其稳定性和精度均得到了显著增强,具有较好的可靠性。此外,优化前的数控系统在1.1s 后才趋向稳定,且伴有微小的波动,这种状况可能导致刀具的磨损加剧和加工零件的不良品率增加。然而,使用了PLC优化的模糊PI 控制系统后,数控系统在0.6 s 内即能实现稳定,且后期的曲线保持了高度平滑,波动幅度极小,这极大地提升了机床运行的稳定性。这充分证明了改进后的系统在精确度和稳定性方面都具有显著的性能优势。
5 结语
综上,随着各行业对数控技术的依赖度持续增强,提升该技术的尖端性已成为当前的关键需求。在机电行业中,数控机床的控制系统居于核心地位,其与PLC的集成运用显著提升了企业的生产效能,同时对数控机床的性能改进具有积极影响。本文对结合PLC的数控机床控制系统进行深入研究和分析,旨在优化机床系统的架构,从而推动机电行业的进步。