
X52M螺旋缝埋弧焊钢管输氢关键技术研究
2024-07-02 02:48:36刘向薇付现桥卢雪枫杜明俊苗恩博王泽昊李晔
化工机械 2024年3期
刘向薇 付现桥 卢雪枫 杜明俊 苗恩博 王泽昊 李晔


DOI:10.20031/j.cnki.0254?6094.202403002
摘 要 对输氢管道的国内外标准进行梳理,对比各类标准对输氢工况下管道选材的相关要求,对国内外输氢管道已建工程的管材选用情况进行整理,总结出X52及以下钢级在输氢管道中的适用性。对X52M卷板及螺旋缝埋弧焊管材进行了试制,并对标准卷板、试制卷板及试制螺旋缝埋弧焊管材开展了氢环境下的适用性评价,评价结果显示,X52M螺旋缝埋弧焊钢管在输氢管道上的应用是可行的,但需根据氢相容性要求,对化学元素、硬度、夹杂及晶粒度等性能提出更高的要求。对站场、站外输氢管道在不同地形地貌、管径、壁厚及组焊方式下的焊接方式适用性进行了总结,同时给出了氢环境下的特殊要求。
关键词 长输管道 氢气 螺旋缝埋弧焊 X52M 氢脆
中图分类号 TE973 文献标志码 A 文章编号 0254?6094(2024)03?0332?09
Research on Key Technologies for the Hydrogen Transmission
in X52M SAWH Steel Pipe
LIU Xiang?wei, FU Xian?qiao, LU Xue?feng , DU Ming?jun,MIAO En?bo,
WANG Ze?hao, LI Ye
(North China Co., China Petroleum Engineering & Construction Corp.)
Abstract Both domestic and foreign codes for hydrogen pipelines were discussed, including having their requirements for selecting the hydrogen pipelines compared and the pipeline materials applied in the in?service projects put in order and the applicability of X52 in hydrogen pipeline summarized. In addition, the trial production of X52M strap and SAWH pipe was implemented and the applicability of both standard strap and trial strap in hydrogen environment was evaluated to show that, through considering hydrogen compatibility, applying X52M SAWH pipe to the hydrogen pipeline is feasible and higher requirements for chemical elements, hardness, inclusion and grain size become necessary. Meanwhile, the applicability of welding methods for hydrogen transmission pipeline under different terrains, pipe diameters, wall thickness and assembly welding methods were summarized and the special requirements under hydrogen environment were proposed.
Key words long?distance pipeline, hydrogen, SAWH, X52M, hydrogen embrittlement
基金项目:河北省重点研发计划项目(批准号:22314601D)资助的课题。
作者简介:刘向薇(1992-),硕士研究生,从事油气田地面工程材料设计与研发工作,970285652@qq.com。
引用本文:刘向薇,付现桥,卢雪枫,等.X52M螺旋缝埋弧焊钢管输氢关键技术研究[J].化工机械,2024,51(3):332-339;439.
从煤炭到石油,石油到天然气,天然气到氢气,能源系统构成正逐步趋向“低碳高氢”的态势。在众多新能源产业中,氢能作为一种零排放、能量密度大和转化效率高的绿色能源和二次能源载体,其开发、利用已受到了各国的高度重视。氢能是能源转型升级的重要方向,也是实现碳中和目标的重要途径。目前,国家“十四五”规划纲要中氢能已被列为前瞻谋划的六大未来产业之一[1~3]。
相比于高压储罐输氢和低温液态输氢,管道输氢可兼顾输氢距离、用氢需求及终端用户分布等因素。综合经济性和环保性,在大输量和长距离背景下,利用管道进行输氢是最优的输送方式。与天然气长输管道不同,管道输氢会存在氢脆、氢鼓泡、脱碳及氢腐蚀等风险。材料在临氢环境中长期工作,会引起塑性损减、裂纹扩展速度加快及断裂韧性降低等性能劣化现象,甚至会引发管道过早失效,危及管网运行安全。氢气长输管道用钢管在钢管类型、钢级、合金元素及操作压力等方面相比于天然气管道存在一定的限制。对于氢气管道,选用管道材料强度越高,氢脆风险越大。同时,碳、锰、磷、硫、铬等元素也会增强低合金钢的氢脆敏感性,焊接缺陷、残余应力等也易导致钢管氢致失效[4~6]。
由于在氢气管输方面缺少相应的指导标准和验收指标,笔者对目前国内外氢气输送标准及已建氢气项目进行了整理归纳。针对X52M输氢管用管材进行了试制,并对其物理化学性能指标进行了测试,同时针对试制板材及管材开展了氢环境下的适用性评价。除此之外,还整理了各类管道环焊焊接形式的适用范围及输氢环境下的相关要求,以供氢气输送管道设计人员参考。
1 输氢管材选用
1.1 标准要求
国际现行输氢管道参考标准主要有《Hydrogen Piping and Pipelines》ASME B31.12—2019和《Hydrogen Pipeline Systems》CGA G?5.6—2013[7,8]。
氢的体积分数不高于10%的掺氢管道系统(CO浓度不小于200ppm,1ppm=0.001‰)设计通常参照CGA G?5.6,根据CGA G?5.6中对氢服役工况下的碳钢和微合金钢要求,选用碳钢和微合金钢材质时,强度宜不高于X52,并需满足表1所列要求。氢比例大于10%的输氢管道则通常参照ASME B31.12,该标准中对钢级的允许范围较为宽泛,但相比于天然气输送管道,标准中提出了氢环境材料性能系数,以提高临氢环境下的安全裕度,相同设计工况下,氢气介质管材壁厚计算值增大了1.44~2.65倍[9~12]。相关要求见表2。
国内标准在氢气长输管道方面较为欠缺,可参照的标准有《汽车加油加气加氢站技术标准》GB 50156—2021、《加氢站技术规范》GB 50516—2010(2021版)和《氢系统安全的基本要求》GB/T 29729—2022[13~15]。国内标准主要针对的项目类型为加氢站、制氢站中站内工艺管道,要求相对严格,输气站场站内管道可参照执行。GB 50156中规定:“氢气管道材质应具有与氢良好相容的特性,设计压力大于或等于20 MPa的氢气管道应采用316/316L双牌号钢或经实验验证的具有良好的氢相容性的材料。”GB 50516中规定:“加氢站氢气管道的材料宜选用316L或其他经验证具有良好氢相容性的材料。”除此之外,两个标准还要求选用奥氏体不锈钢时,其镍含量应大于12%,镍当量不应小于28.5%等技术要求。相比于以上两个标准,GB/T 29729中给出的要求相对宽松,正文条款中给出的技术要求为“与氢有良好的相容性”和“无缝管”;附录D中还明确了X42、X52可应用于工作压力不超过21 MPa的输氢管道,并给出了X42和X52的化学成分和力学性能要求。相比于GB/T 9711标准管材,其化学成分要求介于调质态与正火态之间,两个标准的化学成分要求对比见表3,由表3可看,力学性能要求与调质态一
致[16]。
以上标准分析可以看出,不同标准对输氢管道的安全性保障方式各异。其中ASME B31.12是对其壁厚设计进行增大以保障其安全性;CGAG?5.6则是要求对碳钢/低合金钢等进行钢级限制,并对管材中磷、硫等危害元素、断裂韧性及晶粒度等性能指标进行严控以保障输氢安全;而国内标准则是通过对管材管型及选用耐蚀合金的方式保障输氢安全。设计过程中应对各类标准对输氢管道的特殊要求进行综合考虑。
1.2 已建项目应用情况
输氢管道的建设至今约70年历史,国内起步相对较晚。据美国太平洋西北国家实验室统计(至2016年),全球共计4 542 km输氢管道,国内累计约100 km。其中可追溯的国内外已建项目信息见表4[17~19]。由表中数据可以看出,国内外建设氢气输送管道的管道材质以X52及以下钢级为主,管型仍是以无缝钢管为主体,但逐渐有引入焊接钢管的趋势。
1.3 输氢管材选用
参照国内外标准要求,并结合已建氢气输送管道设计情况,推荐输氢管材的选用原则如下:
a. 管型选择。对于输氢管道,推荐选用无缝钢管,当制造工艺或成本受限时,可优先考虑直缝埋弧焊钢管,并开展相应的氢相容性评价,尤其针对焊缝和热影响区,应提出更高的设计要求。
b. 钢级选择。结合已建国内外工程的材质应用情况及国内外标准的相关技术要求,对于低压力的长距离输氢管道及站内输氢管道推荐选用X52及以下钢级管线钢钢管,选用更高钢级管材应对其氢相容性进行评价,对于20 MPa以上站内高压输氢管线,推荐选用不低于316L等级的不锈钢管。
c. 壁厚计算。对于输氢管道壁厚的计算,应按照ASME B31.12执行,以保证输氢管材具有更高的安全裕度。除以上要求外,还需结合氢环境对管材碳当量、晶粒度、带状组织、化学成分、硬度及断裂韧性等提出更高的要求。
2 X52M螺旋缝埋弧焊钢管输氢适用性研究
2.1 研究背景
受无缝管热轧工艺的限制,对应管径下无缝管的最小生产壁厚通常要远高于设计壁厚。而焊接钢管是由钢板或板卷卷制成型的,其壁厚控制要远精确于无缝管,且制造工艺相对简单,厚壁覆盖区间较广。制造成本方面,焊接钢管的单吨费用也低于无缝钢管,无缝管整体费用要远高于焊接钢管。以设计压力p=6.3 MPa,设计系数0.6工况为例,同钢级无缝钢管的投资费用要明显高于焊管,如图1、2所示。另外,随钢级提高,焊接钢管的投资值有明显降低,选用X52级别时,经济性表现最优。因此,为降低投资,提高工程效益,亟需对X52级焊管在输氢环境下的适应性进行验证。
2.2 管材试制
为进一步论证钢管在输氢环境下的适用性,对X52抗氢(以下称X52MH)卷板进行了试制。试制过程中严控冶炼过程,保证板材高洁净、低偏析,严控杂质元素、夹杂物等;轧制时,全流程细化晶粒控制,控制晶粒度和析出物;控制组织以细晶铁素体为主、控制带状组织及硬度等。按照以上控制要求,试制了X52MH卷板,通过对试制卷板的化学成分、力学性能、冲击韧性、硬度、晶粒度、非金属夹杂和金相组织进行测试,其试制效果明显超出标准中的规定数值(表5)。另外,卷板的微观组织整体表现为铁素体组织,并伴有少量珠光体出现,符合组织控制需求(图3)。
为论证低成本螺旋缝埋弧焊管的可行性,采用上述试制卷板,用埋弧焊方法、自动埋弧焊工艺生产带有一条直焊缝的螺旋缝埋弧焊钢管,内外焊缝均不少于一个焊道。结合国内外设计标准,对管材母体、焊缝和热影响区中的化学元素、晶粒度、非金属夹杂、硬度、低温冲击、HIC、导向弯曲及CTOD等指标提出了设计要求,并对试制管材中的以上设计要求进行了验证,测试结果显示,所有指标均远优于设计要求,见表6。
2.3 氢相容性评价
金属在氢环境下的相容性主要评价指标为氢脆。氢脆是氢原子与金属相互作用而导致金属失效现象的总称,涵盖多种金属失效模式。第1种失效模式是氢原子在金属局部发生富集,当超过限值时,在外应力作用下产生金属裂纹的失效模式,即氢致开裂;第2种失效模式是氢原子渗透到金属内部后再结合成氢分子,随氢分子浓度增大导致的局部压力过大,从而导致氢鼓包的失效模式;第3种失效模式则是由于低浓度氢原子渗透,从而降低金属的机械性能的失效模式[20,21]。由于氢致开裂和氢鼓包通常需要氢原子聚集到一定程度方可发生,即机械性能衰减才是最普遍的氢脆失效模式。因此本次X52M的氢相容性评价,主要为氢环境下的机械性能衰减评价,该指标的测试通常采用充氢前后的断后伸长率和截面收缩率来表征氢脆塑性损失,其计算公式如下:
HEI=×100%(1)
HEI=×100%(2)
式中 HEI——氢脆敏感指数(断后伸长率);
HEI——氢脆敏感指数(截面收缩率);
δ——非氢环境下断后伸长率;
δ——氢环境下断后伸长率;
φ——非氢环境下截面收缩率;
φ——氢环境下截面收缩率。
卷板方面,试验过程选用了两种标准卷板制备的拉伸试样与试制板材试样进行了对比,试验拉伸速率为10-5 s-1。试验结果显示,标准卷板试样的HEI和HEI值均相对较高,经性能控制获得的试制试样在氢脆敏感度性能方面得到了较好提升。即采用普通的标准型X52M卷板在氢环境下的失效概率较大,但经过对C、P、S等化学元素、硬度、晶粒度及夹杂等指标的有效控制,可大幅减小氢对X52M钢级卷板机械性能的影响。
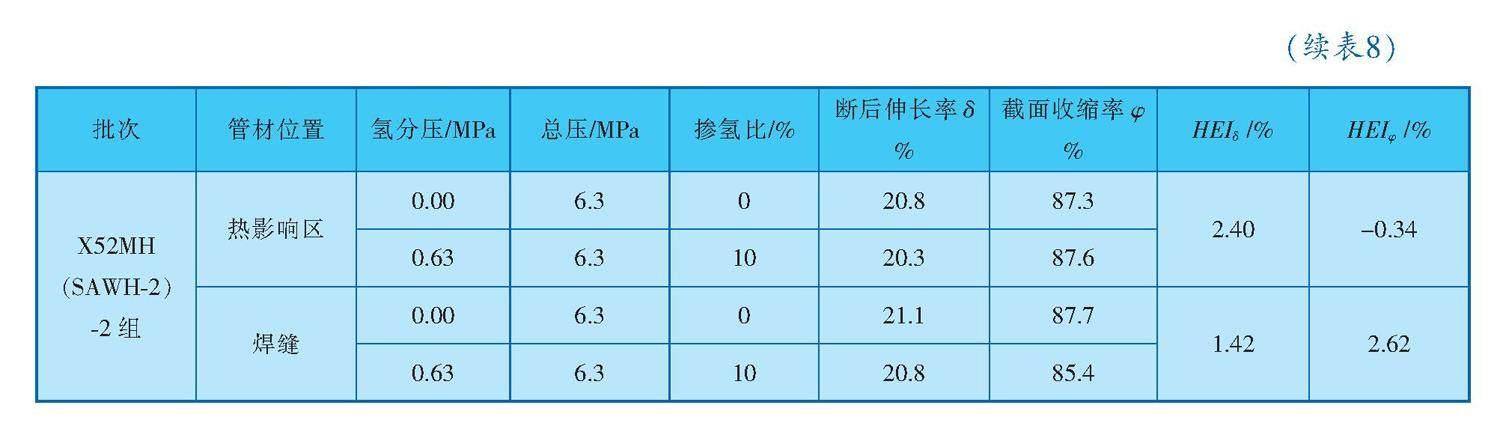
管材方面,在试制首批产品中抽检两根,选用相同的试验参数针对焊缝及热影响区开展了氢相容性评价,评价结果显示,试制管材中的焊缝及热影响区的HEI和HEI值均不大于3%,具有较好的氢相容性,见表8。
3 管道焊接
站内输氢工艺管道的焊接方式选用已相对成熟。可参照GB 50156中要求,对于碳钢管线采用氩弧焊打底+手工焊填充盖面的方式,对于不锈钢管线采用氩弧焊焊接方式。标准中暂未涉及氢气长输管道的焊接方式选用原则。如参照站内管道选用手工焊焊接形式,当管线长度较长时会严重影响施工周期。因此,需对自动化程度较高的焊接形式的适用性进行分析。在焊接方式选择方面,需要结合不同焊接工艺特点、长输管道所处地形、管径、钢级、施工队伍焊接设备配备情况、投资等综合确定,结合我国长输管道焊接历程、不同焊接工艺特点及项目应用情况,手工焊、半自动焊及自动焊焊接工艺的适用范围总结见表9。表中适用性仅考虑了地形地貌、管径、壁厚及组焊方式等因素。对于输氢管道还应对介质特殊性对焊接方式进行二次筛选。如:对于自保护药芯半自动焊接方式,其冲击韧性数值离散,冲击功不稳定,且焊接接头扩散氢含量较高,不易控制。因此,输氢管道焊接方式应尽量避免选用自保护药芯半自动焊接方式。
值得注意的是,氢气介质输送管材在硬度和韧性指标方面,相比于天然气介质要求更高,因此焊接工艺评定内容中应提高低温冲击试验、硬度试验、CTOD试验及低温施工时的韧脆转变曲线的测定等要求。但由于缺少标准指导,各类性能指标要求仍有待完善,因此亟需开展氢气管道焊接方面的相关研究。
4 结束语
从国内外氢气输送标准的归纳结果和工程应用情况来看,氢气管道宜选用无缝钢管及低钢级管材,通常认为X52及以下钢级是适用的。通过X52M板材试制及对应的氢相容性评价结果来看,X52M螺旋缝埋弧焊钢管在输氢管道上的应用是可行的,但需根据氢相容性要求,对化学元素、硬度、夹杂及晶粒度等性能提出更高的要求。关于输氢管道焊接方式的选择,站内管道宜选用手工焊(氩电联焊/氩弧焊)的焊接方式,长距离站外输氢管道应根据其地形地貌、管径、壁厚及组焊方式选用适用的自动焊焊接方式。但由于缺少标准指导,各类焊接性能指标要求仍有待完善。
随着氢能需求的不断扩大,更高压力、更大管径的输氢管道建设将成为未来开发重点。因此以下内容亟待解决:研发氢环境的相容性较好的高钢级管材;氢环境下,不同钢级、不同管型管材的性能验收标准的确认;焊接方式可行性论证及焊接工艺评定中各类指标的验收标准确认。
参 考 文 献
[1] 陈伟锋,尚娟,邢百汇,等.关于天然气管网安全掺氢比10%的商榷[J].化工进展,2022,41(3):1487-1493.
[2] 李星国.氢气制备和储运的状况与发展[J].科学通报,2022,67(Z1):425-436.
[3] 刘超广,马贵阳,孙东旭.氢气管输技术研究进展[J].太阳能学报,2023,44(1):451-458.
[4] 朱珠,廖绮,邱睿,等.长距离氢气管道运输的技术经济分析[J].石油科学通报,2023,8(1):112-124.
[5] 徐东,刘岩,李志勇,等.氢能开发利用经济性研究综述[J].油气与新能源,2021,33(2):50-56.
[6] LEE J?S, CHERIF A, YOON H?J, et al.Largescale
overseas transportation of hydrogen:Comparative techno?economic and environmental investigation[J].Renewable and Sustainable Energy Reviews,2022,
165:112556.
[7] NAYYAR M L.Hydrogen Piping and Pipelines:ASME B31.12—2019[S].New York:The American Society of Mechanical Engineers,2019.
[8] European Industrial Gases Association.Hydrogen Pipe?
line Systems:CGA G?5.6?005(R2013)[S].Chantilly:European Industrial Gases Association,2013.
[9] 时浩,吕杨,谭更彬.天然气管道掺氢输送可行性探究[J].天然气与石油,2022,40(4):23-31.
[10] 郭亚军.浅谈掺氢天然气管道输送发展现状[J].石化技术,2021,28(12):98-99.
[11] 王晓峰,蒲明,宋磊,等.氢气与天然气长输管道设计对比探讨[J].油气与新能源,2022,34(5):21-26.
[12] 李妍,张国庆,阳利军,等.输氢海底管道选材探讨[J].腐蚀与防护,2022,43(9):99-102.
[13] 中国石油化工集团有限公司.汽车加油加气加氢站技术标准:GB 50156—2021[S].北京:中国计划出版社,2021.
[14] 中华人民共和国工业和信息化部.加氢站技术规范:GB 50516—2010[S].北京:中国计划出版社,2010.
[15] 全国氢能标准化技术委员会.氢系统安全的基本要求:GB/T 29729—2022[S].北京:中国标准出版社,2021.
[16] 中华人民共和国国家质量监督检验检疫总局.石油天然气工业 管线输送系统用钢管:GB/T 9711—2017[S].北京:中国标准出版社,2017.
[17] 蒋庆梅,王琴,谢萍,等.国内外氢气长输管道发展现状及分析[J].油气田地面工程,2019,38(12):6-8;64.
[18] GILLETTE J L, KOLPA R L. Overview of interstate hydrogen pipeline systems[R].Argonne National Laboratory,2008.
[19] 赵博鑫,彭莹.氢气长输管道的钢管及材料适应性分析[J].现代化工,2017,37(5):217-219.
[20] 程玉峰.高压氢气管道氢脆问题明晰[J].油气储运,2023,42(1):1-8.
[21] CAZENAVE P,JIMENEZ K,GAO M,et al.Hydrogen assisted cracking driven by cathodic protection operated at near?1 200 mV CSE?an onshore natural gas pipeline failure[J].Journal of Pipeline Science and Engineering,2021,1(1):100-121.
(收稿日期:2023-06-08,修回日期:2024-05-06)
猜你喜欢
金属热处理(2023年4期)2023-07-31 03:09:35
山东冶金(2022年4期)2022-09-14 08:59:04
铝加工(2019年4期)2019-03-30 01:53:26
四川冶金(2017年6期)2017-09-21 00:52:22
中小企业管理与科技·上旬刊(2016年12期)2017-01-05 00:05:50
中国科技博览(2016年21期)2016-11-14 20:15:49
科技视界(2016年18期)2016-11-03 00:17:30
中国科技博览(2016年10期)2016-04-29 09:32:24
电源技术(2015年7期)2015-08-22 08:48:42
医学研究杂志(2015年12期)2015-06-10 06:57:46
