
物流输送烟箱导向槽设计与应用
2024-06-30 12:01:00许然范猛士
科技创新与应用 2024年19期
许然 范猛士


摘 要:在工业生产中,常使用物流输送烟箱作为物料承载的载具。通过链式输送机链条带动前行,物流输送箱底部尼龙垫板置于链条顶面,以减速电机驱动链条移动实现物料输送。但在物流箱输送过程中,由于输送过程中震动作用、物流箱子90°转向等原因,导致箱子停位有偏差,物流箱尼龙垫板与链式输送机链条难以保证轴线重合,导致物流箱在链式输送机链条上产生偏移,易引发箱体侧倾、撞倒检测光电管等设备故障,影响物流系统稳定性、安全性。该文分析当前工艺特点和烟箱输送现状,通过对烟箱底部尼龙垫板与链式输送机链条运行配合的长期观察记录,在尼龙垫板配合位置处增加定向轨道槽的方式防止物流输送箱跑偏、侧倾。经验证,该方式可将烟箱跑偏故障率降低84.32%,有效提升物流输送系统的稳定性、安全性,并取得良好的应用反馈,具有一定的推广价值。
关键词:配方库物流输送系统;烟箱纠偏;链式输送机;导向槽;尼龙垫板
中图分类号:TS43 文献标志码:A 文章编号:2095-2945(2024)19-0111-05
Abstract: In industrial production, the logistics conveying smoke box is often used as a vehicle for carrying materials. It is driven by the chain of the chain conveyor, and the nylon cushion plate at the bottom of the logistics conveyor is placed on the top of the chain, which is driven by the deceleration motor to realize the material transportation. However, in the process of logistics box transportation, due to the vibration in the conveying process and the 90° turn of the logistics box, there is a deviation in the parking position of the box, and it is difficult to ensure the coincidence of the axis between the nylon cushion plate of the logistics box and the chain of the chain conveyor. It leads to the offset of the logistics box on the chain conveyor chain, which is easy to cause equipment failures such as box roll, knock down and detection photocell, which affects the stability and safety of the logistics system. This paper analyzes the current process characteristics and the present situation of smoke box transportation, through the long-term observation and record of the cooperation between the nylon cushion plate at the bottom of the smoke box and the chain of the chain conveyor, the way of adding directional track groove at the matching position of nylon cushion plate to prevent the deviation and tilting of logistics conveyor box. It has been verified that this method can reduce the failure rate of cigarette box deviation by 84.32%, and effectively improve the stability and safety of the logistics transportation system. Good application feedback has been obtained, which has a certain popularizing value.
Keywords: formula warehouse logistics transportation system; cigarette box deviation correction; chain conveyor; guide slot; nylon cushion plate
在国内烟叶加工企业,自动化物流输送系统将承担越来越重要的角色。在原烟收购后,通过自动化物流输送系统贯穿至各个生产加工环节,以完成原烟加工的称重、筛选、除杂、打叶、复烤及装箱等工作。
自动化物流输送系统中常采用链式输送机输送原烟烟箱的方式运送物料,烟箱作为物料的载具在链式输送机运输下抵达指定加工工序。但在实际运用中,由于尼龙垫板材质摩擦系数小,为增大其受力面积,烟箱尼龙垫板与链条的接触面为长方形平面,但在物流箱输送过程中,由于输送过程中震动作用等原因,导致箱子停位有偏差,物流箱尼龙垫板与链式输送机链条运输中难以始终保证轴线重合,以至于物流箱子在链式输送机链条上产生偏移,引发箱体侧倾等设备故障,严重影响物流系统稳定性。目前纠正烟箱侧倾、歪斜的主要方式为人工矫正处理(撬箱子),该处理方式人工成本高,耗时耗力,且存在维修安全风险,对企业设备管理及维修安全造成极大隐患。
鉴于此,本文以曲靖天福烟叶复烤有限责任公司自动化物流输送系统作为研究对象,分析其工艺路线和原烟烟箱输送现状,对比分析3种烟箱输送矫正方式,并选出最佳方案进行效果分析,以期为烟草工业自动化物流输送系统提供一种高效、低成本的纠偏方式。
1 自动化物流输送系统现状分析
1.1 原烟烟箱介绍
原烟烟箱外形尺寸长、宽、高分别是2 000、1 550、1 650 mm,采用不锈钢材料制成,如图1所示。烟箱底座垫板采用尼龙材质制成,底座垫板与链式输送机的链条和辊道输送机的传动辊接触,由其带动前进以实现烟箱传输。空箱自身重量小于等于400 kg,自然装箱情况下理论装载烟叶400 kg,实际装箱量按生产时烟叶的容重及流量确定,装箱后总重量可按600 kg计算[1]。烟箱底部尼龙垫板以烟箱中轴线对称三等分安装于底座正下方,其外观为3块对称的长方体,作为烟箱与链式输送机传动链条的接触面,起到防止烟箱磨损破坏及固体润滑的作用。尼龙垫板与烟箱底部采用Φ6平头螺钉打孔固定,每块尼龙垫板固定端头两侧各2颗、中轴线2颗,每块垫板共6颗。此种安装设计方式主要是为了方便拆卸及维护更换,可对易损件及时处理以保证烟箱输送平稳顺滑。
1.2 链式输送机介绍
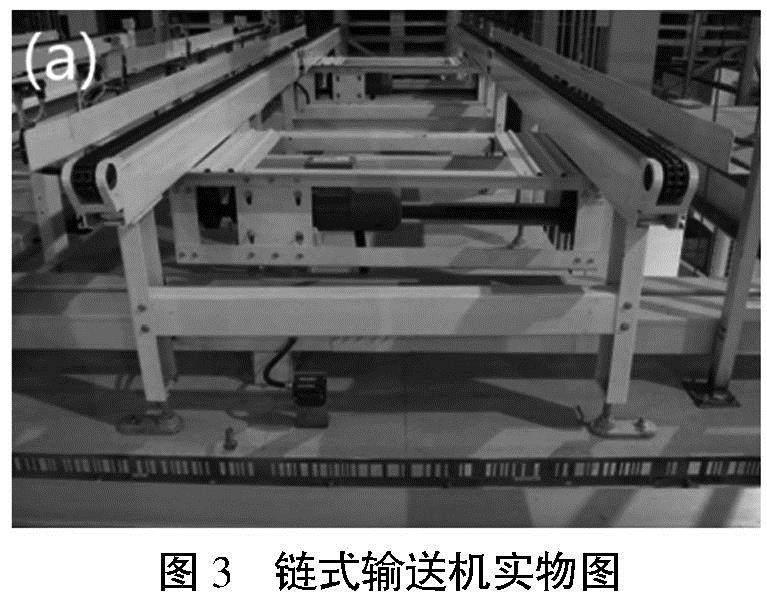
目前自动化物流输送系统烟箱运输大量采用链式输送机作为动力,多个链式输送机并排或平行组合使用组成了各种物流输送通道,其“火车轨道”式的设计,可根据运送需求对烟箱输送路径进行90°转向运输,形成“丁字”或“十字”路口。其结构及实物图如图2、图3所示。
链式输送机作为自动化物流输送系统的基础单元,其具有传动平稳可靠、链条维护方便并可根据物流通道需求进行自由组合调配的特性。如图2、图3所示,链式输送机主要由传动电机带动链条实现动力的传输及物料的输送,对输送的物料要求低。其主要由机体支架、链机链条、动力部件、安全挡板及连锁检测装置组成,根据载货物料动力传输需求可调节链条扣节以达到不同的张紧程度,进而改变链条在传动轨道上的磨损程度及动力传输的连续性。
由图4可知,烟箱在装满物料后,通过链式输送机组合形成输送通道,将烟箱运送至指定的加工工序。在通过物流输送通道“十字”或“丁字”路口时,根据上位调度系统对不同烟箱进行分通道输送,此时烟箱会经历90°横向(或纵向)转向至另一水平面通道内,以此转运至不同加工或回收工序。
1.3 烟箱跑偏原因分析
经长期跟踪观察,烟箱在链式输送机链条带动下,依靠自重可基本避免由于运行震动导致的偏移。但在经过“丁字”或“十字”路口时,由于烟箱换向时运动路径的改变会产生惯性作用,导致烟箱偏离链式输送机轴线路径(俗称超位);其次,不同输送机的支撑点和支撑方式不一致、接触点摩擦系数不一致、烟箱自身受力不均匀亦导致烟箱歪斜走偏或滑过辊道输送机限定位置,引发输送机报警停机[1],导致烟箱侧倾或擦边运动,严重影响自动化物流输送系统的稳定性。以下分解烟箱在输送通道中偏离输送链机轴线运动的原因。
1.3.1 输送链机安装精度缺陷
第一,链式输送机的安装容易受地面平整度影响,导致高低差产生。地面在浇筑时,或使用过程中由于重物长期受力,或导致地面凹陷,脱离水平定位,对链式输送机输送系统整体水平产生影响,导致高低错位。在烟箱运输时,产生“门槛”,导致烟箱剐蹭、卡壳。
第二,链式输送机地脚高度调平会产生一定高低误差。在链式输送机支撑脚四角有带一定范围的高低调节装置,但由于安装人员水平矫正偏差、调整失误,链式输送机间高低位置可能存在误差,导致烟箱在系统内运动时产生“门槛”,影响输送运行的顺畅性。
第三,链式输送机安装会受安装地形局限性影响,导致整体设计位置产生偏差。链式输送机系统是根据运送物料通道的需求,对链式输送机进行组合堆放,以形成横向及纵向均可运动的“火车轨道”型输送通道,但在链式输送机摆放过程中,受物理空间局限性或与其余设备占地面积影响,链式输送机运行空间位置会产生偏差,以保证总体使用,因此在现场安装摆放时链式输送机受安装地形影响,达不到理论上的平行对称安装。
1.3.2 烟箱底部尼龙垫板摩擦系数小
物流输送烟箱底部安装有聚合式尼龙材料垫板。为保证烟箱运动顺畅,尼龙垫板摩擦系数小,以保证在与链条接触过程中的固体润滑效果,因此不具备防滑纠偏功能。在链式输送机带动中,由于烟箱满载重量重,极易产生运动惯性,且难以通过更换垫板的尼龙板材质的方式解决该问题。
1.3.3 换向时惯性力作用难抵消
目前,烟箱满载时总重约为600 kg(其中烟箱材质为45#钢自重约为200 kg,载货重量为400 kg),其在链式输送机带动下以1 m/s的速度进行匀速运动,在通过链机与下一链机之间的过渡位置时,需依靠惯性划入下一链机链条并跟随其运动。但由于各链条张紧度不同、链机运行状态有差异,会产生速度差,在“丁字”路口时尤为明显,烟箱由横向惯性移动转向为纵向惯性移动,导致烟箱惯性前移产生侧偏。
2 改造方案
如图5所示,为解决输送链机安装精度缺陷,导致的烟箱跑偏、侧倾问题,需针对链式输送机进行水平位置找正调节及轴线位置对中。为解决尼龙板摩擦系数小及烟箱转向时惯性力难以抵消的问题,需针对尼龙垫板与链式输送机的静止面配合进行改造,纠正尼龙垫板与链机链条配合面的移动以期抵消惯性力作用,具体设计方案如下。
方案一:在链式输送机链条表面喷涂防滑材料。增大烟箱尼龙垫板与链式输送机链条接触面的粗糙度,喷涂材料可选用硬质防滑砂涂料或特征防滑涂料,可用于表面光滑材料的防滑,以此将链机链条改造为带防滑性质的特种需求链条。
方案二:在烟箱转向路口处加装纠偏导向轮装置,在辊道输送机两侧安装导向轮,让导向轮的轮面与原烟烟箱的两侧面之间滚动摩擦接触,形成限位并引导原烟烟箱正常顺利转换位置。在转向过程中,若烟箱有偏移,具有限位功能的导向轮对烟箱进行限位,且不会卡在导向轮上,保证原烟烟箱顺利向前运行[2]。
方案三:对烟箱尼龙垫板进行改造,切割出定位导向槽。按照烟箱行进位置对尼龙垫板与链机链条的配合位置切割出链条轨道,以烟箱自重迫使链条在尼龙垫板轨道中移动,以保证烟箱运动位置相对链机准确,确保烟箱换向时前后链机链条均在烟箱尼龙垫板槽中移动,以此规范烟箱运动位置均与链机轴线对中,纠正烟箱跑偏、侧倾。
根据以上3种方案,以“降本增效,性能优先”的原则对各方案改造所需成本进行细化分析,选取改造方案纠偏效果最佳、改造成本较低的方案并采纳实施,以上3种方案效果优缺点分析见表1。
由表1中3种方案的优缺点对比可得,在实现纠偏准确性,烟箱换向稳定性方面,对烟箱底部尼龙垫板进行切割既经济实惠,纠偏能力也更强[3],且尼龙垫板为易损件,需每年进行定期更换,加工方便,后续安排供货商统一加工后供货即可,对自动化物流输送系统的运行起提升作用。
3 烟箱尼龙垫板导向槽设计思路
3.1 设计原理
设计需保证物流箱底板与链式输送机链条轴线重合运输,纠正箱体运动过程中的偏移现象,防止箱子对其他物流设备产生碰撞损坏[4]。
带定位槽底座的物流输送箱,其特征在于:箱框1、箱体底座2、尼龙垫板4和底座垫板5在运用时将链式输送机链条卡入定位槽3中运动。
如图6所示,首先,该物流箱箱框及箱体底座均采用一体式成型工艺,底座垫板采用打孔及点焊工艺固定于箱体底座上,一个物流箱共使用3条尼龙垫板,每条尼龙垫板使用3颗平头Φ6十字螺钉打孔固定于底座垫板上。
为保障物流箱与链条的轴线共线运动,在尼龙垫板上设计了定位槽。定位槽横向位置设计有3条,两端槽设计为距尼龙板边30 mm,中间槽与尼龙垫板轴线共线;纵向位置设计有2条,贯穿3条尼龙垫板,设计为距尼龙板边30 mm。定位槽开口处均使用喇叭口样式设计,为链条进入定位槽起到导向及缓冲作用,槽体为梯形式,并在梯形上钝角处倒圆角,降低与链条的摩擦,防止链条运行损伤。
3.2 使用原理
由图7可知,在使用过程中,链条由原先的在尼龙板上做平面滑动改善为链条在定位槽3中受槽体导向纠偏干涉运动。在遇振动及换向时,箱体与链条在定位槽3作用下不会发生偏移、倾斜[5]。链条导向槽如设计两侧入口位置为喇叭口形状,链机输送链条在进入时入口宽,在其中运动后逐步收拢,最终2条输送链条均运动至对称轴位置对中运行,可防止链条跑偏。当发生“丁字”路口换向情况时,由于导向槽纵向深度较宽,根据测算足以抵消物流烟箱满载时惯性力作用,为烟箱及时“刹车”的同时,也为尼龙材质的垫板内部做了圆弧倒角,不易损伤链条及其余设备,保障了烟箱使用的顺畅性及操作人员的安全性。
4 目的及意义
如图8所示,在加装了烟箱底部尼龙垫板定位槽后明显解决了烟箱侧倾及跑偏问题,提升了自动化物流输送系统的稳定性、安全性,更节省了处理撬箱子的人力、物力及维修时间。跟踪观察使用结果后产生效果如下:①本设计能够对物流箱体输送过程进行及时纠偏,杜绝箱体侧倾、偏移链式输送机链条轨道。②在尼龙板上加工定位槽,不损坏设备原机结构,加工难度小,可有效减少纠正烟箱歪斜、侧偏过程中的人力,保证维护人员及设备的安全性。③物流输送箱底座定位槽设计,能够有效防止物流输送箱侧偏、歪斜,保障人员及设备安全性、可靠性、准确性。④物流输送箱底座定位槽设计,可通过改变定位槽尺寸,适用于不同型号的链式输送机、螺旋式输送机、穿梭车和AGV等物流输送方式。⑤该设计目前已成功申请国家实用新型专利,并在曲靖天福烟叶复烤有限责任公司全线推广运用,极大提升了自动化物流输送系统的稳定性,并推广至昆明船舶公司等具备自动化物流输送系统的企业。
5 结束语
通过在自动化物流输送系统链式输送机专用烟箱底部尼龙垫板切割定位导向槽纠偏装置,在跟踪统计后烟箱走形故障问题次数由每月34次降低至1次,有效解决了自动化物流输送系统烟箱侧倾、走偏问题。在改造完成后,自动化物流输送系统整体更顺畅,运行更可靠,为设备稳定性、安全性提供了全新的改造创新思路。以系统维修的思想对设备进行改造,保证维修性能达到的同时持续提升系统其余设备的性能。以小见大,从细节入手解决疑难杂症,为企业精益管理提供新思路。
参考文献:
[1] 徐晶,臧鸿福.自动化立体仓库出入库输送系统的防偏纠偏装置[J].起重运输机械,1998(7):27-29.
[2] 曹蓓,徐成坤.过渡辊道输送机烟箱纠偏装置设计与应用[J].物流系统,2022(12):117-119,141.
[3] 迟晓雨.一种轨道式集装箱起重机小车车轮偏心纠偏装置[J].港口装卸,2021(3):22-23,54.
[4] 山东钢铁股份有限公司. 一种用于辊道的防护装置:CN201910172126.X[P]. 2019-06-14.
[5] 红云红河烟草(集团)有限责任公司. 一种链式输送机纠偏装置:CN202122015715.2[P]. 2022-01-18.
