坡度X70管线钢全自动外焊接头组织与性能
2024-06-24 04:29:35韩彬高建章周聪贾彦杰刘雪光谢斐牛盛源李立英
中国石油大学学报(自然科学版) 2024年3期
韩彬 高建章 周聪 贾彦杰 刘雪光 谢斐 牛盛源 李立英
摘要:采用全自动外焊工艺对坡度为25°的X70管线钢进行焊接,利用光学显微镜和背散射电子衍射(EBSD)对焊接接头组织进行观察,并对焊接接头进行拉伸、弯曲、硬度、冲击和裂纹尖端张开位移(CTOD)等试验。结果表明:上下坡口的粗晶区宽度和焊接残余应力不同,上坡口粗晶区宽、残余应力大;焊接位置明显影响内表面熔合线冲击功,平焊和立焊位置内表面熔合线冲击功远低于仰焊位置,是接头的韧性薄弱区;焊缝冲击功较高而CTOD值较低,建议评定焊接接头韧性应同时考虑冲击功和CTOD值;根焊区是焊接接头的危险区,易引起环焊缝失效,建议采用等强或高强匹配,焊接工艺评定应区分山区和平原地区,对山区条件下接头进行焊接工艺评定时一定要重点关注根焊区。
关键词:大坡度; X70管线钢; 全自动焊; 显微组织; 韧性
中图分类号:TG 442 文献标志码:A
文章编号:1673-5005(2024)03-0145-09 doi:10.3969/j.issn.1673-5005.2024.03.016
Microstructures and properties of fully automatic welded joints of X70 pipeline steel with slope
HAN Bin1, GAO Jianzhang2, ZHOU Cong3, JIA Yanjie2, LIU Xueguang2, XIE Fei2, NIU Shengyuan1, LI Liying1
(1.School of Materials Science and Engineering in China University of Petroleum(East China), Qingdao 266580,China;2.Southwest Pipeline Company Limited of PipeChina Group, Chengdu 610095, China;3.Offshore Oil Engineering Company Limited, Tianjin 300461,China)
Abstract: A fully automatic welding technique was used to weld X70 pipeline steel with a slope of 25°. The microstructures of the welded joint were observed by an optical microscope (OM) and electron backscattered diffraction (EBSD). Meanwhile, the mechanical experiments on the welded joint such as tension, bending, hardness, impact and crack tip opening displacement(CTOD) were performed. The results show that the width of the coarse-grained heat-affected zone (CGHAZ) and the welding residual stress of the upper and lower grooves are different. In the upper groove, the width and the residual stress are both bigger. The welding position obviously affects the impact energy at the fusion line of the inner surface. The impact energy at the fusion line of the inner surface in the flat and vertical welding positions is much lower than that in the overhead welding position, which is the weak toughness zone of the welded joint. The impact energy of the weld is high but the CTOD value is low. Thus it is recommended to consider both the impact energy and CTOD value when evaluating the toughness of the welded joint. The root welding zone is the dangerous area of the welded joint, which is easy to cause the failure of the girth weld. It is recommended to use equal strength or high-strength matching welding materials in the root welding zone. In the welding procedure qualification we should distinguish mountainous areas and plain areas. When performing welding procedure qualification for welded joints under mountainous conditions, the root welding zone must be paid attention to.
Keywords: large slope; X70 pipeline steel; automatic welding; microstructures; toughness
21世纪以来,随着经济的发展和社会的进步,对石油和天然气的需求不断增加。管道输送石油和天然气作为最经济、安全、高效、节能的运输方式,被越来越多地应用到实际工程中[1-2]。油气管道网长而复杂,要提高管道的输送能力需要增大管径,提高输送压力。这使得管线钢朝着更好韧性、更高强度、抗大变形、耐低温、耐腐蚀及厚壁方向发展[3-5]。管道在服役过程中因环焊缝失效而引发的事故时有发生,因此,焊接在管道安全运行中具有重要地位,焊接接头的质量直接影响管线的安全[6-7]。目前,油气长输管道焊接所用焊接方法主要有焊条电弧焊、半自动焊和全自动焊。全自动焊具有焊接效率高、焊接工艺参数易控制、焊接过程稳定、焊缝性能优良、焊接参数可实时采集与传输等优点,是管道焊接发展的必然趋势。目前,自动焊在平原地区施工已比较成熟,在中俄东线工程中,自动焊应用比例高达96.5%。但是,中国华东、华南和西南地区大部分以山地丘陵为主,存在起伏多,坡度大,坡面和沟谷狭窄;岩质破碎,坡积土松软,石方区普遍;气象条件变化大,多风雨,易风蚀、水毁;交通条件差,可利用道路较少等不利条件。另外,山区海拔高、电弧稳定性差、气孔敏感性高,以及坡度导致的重力作用使得焊缝成型不良,产生裂纹、未熔合等焊接缺陷。全自动焊包括内焊机根焊和外焊机根焊两类。外焊机根焊全自动焊接的焊接质量优良、效率高、方便灵活,易施工。然而,目前关于坡度大于12°的管道全自动焊报道较少[8]。LI Liying等[9]对坡度25°X70管道自动焊接头的未熔合产生机制进行了研究,而有关坡度对接头组织和性能的影响研究尚未见报道。因此笔者研究坡度为25°的X70管线钢的全自动外焊接头组织和力学性能。
1 试验材料与方法
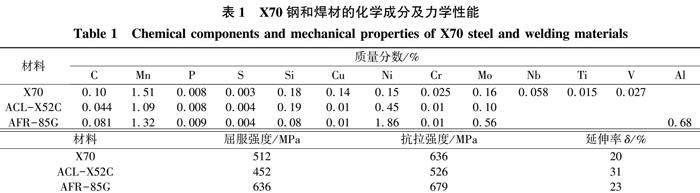
试验材料为国内某公司生产的X70钢管,规格为Φ813 mm×17.5 mm。根焊采用ACL-X52C,直径为1.0 mm,热焊、填充和盖面焊采用AFR-85G,直径为1.2 mm。X70钢管和焊材的化学成分和力学性能如表1所示。
焊接坡口为双V型,如图1(a)(单位:mm)所示。
所用保护气体为100% CO2,气体流量为30~40 L/min。焊接道次、焊接效果分别如图1(b)、(c)所示。采用外焊机进行根焊(RW)、热焊(HW)、填充(F1、F2、F3、F4)和盖面(C1、C2),焊接方向为下向焊,预热温度为80~150 ℃,层间温度为60~150 ℃,焊接参数如表2所示。
焊后,首先采用盲孔测定焊接接头内外表面的轴向和环向残余应力。其次,对接头进行组织分析和力学性能试验。采用光学显微镜和背散射电子衍射(electron backscattered diffraction,EBSD)观察接头组织形貌。按照GB/T 228.1-2021和GB/T 232-2010采用微机控制电子式万能试验机对接头进行拉伸和弯曲试验。拉伸试验过程中采用数字图像相关法(digital image correlation,DIC)记录应变。按照GB/T 4340.1-2009采用Hvs-50型维氏硬度计测定接头的硬度分布。按照GB/T 229-2020采用JB-500B摆锤冲击试验机测定接头-20 ℃冲击韧性。按照GB/T 21143-2014采用CCQB电液伺服疲劳试验机进行焊接接头裂纹尖端张开位移(crack tip opening displacement,CTOD)试验。
2 试验结果
2.1 焊接接头组织
2.1.1 焊接接头宏观形貌
图2为焊接接头的宏观形貌。由图2可见,平焊、立焊和仰焊位置的接头宏观形貌类似。接头横截面无表面裂纹、孔洞、未焊透、未熔合等缺陷。根焊厚度为2.52~3.19 mm,焊缝余高为1.22~1.77 mm,焊缝宽度为4.05~16.67 mm,焊缝宽度最小在根焊处,为4.05 mm,焊缝宽度最大在盖面处,为16.67 mm,错边量小于1.17 mm。
2.1.2 母材显微组织
X70钢属于典型的针状铁素体型钢,其显微组织主要是针状铁素体和板条贝氏体(图3(a))。由于X70钢除了含铌、钒、钛外,还加入了少量的镍、铬、铜和钼,使铁素体的形成温度更低,有利于形成针状铁素体和板条贝氏体[10]。有效保证其具有优良的韧性、较高的形变强化能力、较小的包申格效应、良好的焊接性和抗氢致开裂(hydrogen-induced cracking,HIC)性能[11]。图3(b)为含有晶界的EBSD Euler图,大于15°晶界标定为黄色,小于15°晶界标定为绿色。可知,母材主要以大角度晶界为主。大角度晶界可有效阻止裂纹扩展,使母材具有良好的韧性和较高的强度。图3(c)为EBSD KAM图。可见,应变分布较均匀,主要集中在大角度晶界处。
2.1.3 焊缝显微组织
由于接头平焊、立焊和仰焊位置的接头宏观形貌类似,主要分析了平焊位置的接头微观组织形貌。图4为焊缝显微组织形貌。由图4可知,焊缝组织主要是铁素体和贝氏体。根焊、热焊和填充焊缝经历了二次加热,受到热处理作用,晶粒被细化。根焊以准多边形铁素体及粒状贝氏体为主。热焊、填充及盖面以针状铁素体和板条贝氏体为主。针状铁素体内部含有较高的位错密度,使该区域具有良好的韧性。填充焊缝含有少量沿晶界分布的链状M-A岛,M-A岛是脆硬相,可增加材料的强度,但也破坏了基体材料的连续性,M-A岛及粗大的第二相粒子的存在会降低接头韧性[12-15]。由图4(e)可知,盖面焊缝黄色的大于15°大角度晶界与绿色的2°~15°小角度晶界数量相当。由图4(f)可见,黄色的晶界处应变较大。
2.1.4 热影响区显微组织
热影响区(heat-affected zone,HAZ)显微组织如图5所示。上坡口根焊、热焊、填充和盖面粗晶区主要是针状铁素体、准多边形铁素体和粒状贝氏体。变形过程中,铁素体先发生应变,可保证较高的延伸率,贝氏体可提供高强度[16-17]。受焊接热输入的影响,盖面粗晶区针状铁素体比根焊、热焊和填充多。细晶区主要是准多边形铁素体和板条贝氏体。受重力影响,熔池有向下坡口流动的趋势,使得上下坡口组织存在差异。下坡口根焊粗晶区主要是准多边形铁素体和板条贝氏体,热焊、填充和盖面粗晶区主要是针状铁素体和粒状贝氏体,细晶区主要是准多边形铁素体和粒状贝氏体。由图5(i)和(j)可见,HAZ晶粒较均匀,以黄色的大于15°大角度晶界为主。晶粒越小,应变越大且分布在晶界。
受重力沿管道轴向分力的影响,熔池有向下坡口流动的趋势,导致上下坡口的热影响区宽度及焊后残余应力分布明显不同。如图6所示,上坡口和下坡口粗晶区的最大宽度分别为189和138 μm,上坡口粗晶区宽度大于下坡口。图7为焊接残余应力分布。由图7可见,上坡口热影响区焊后残余应力大于下坡口。因此,大坡度情况下,焊接接头若受到外加载荷,上坡口属于危险区。
2.2 焊接接头性能
2.2.1 拉伸性能
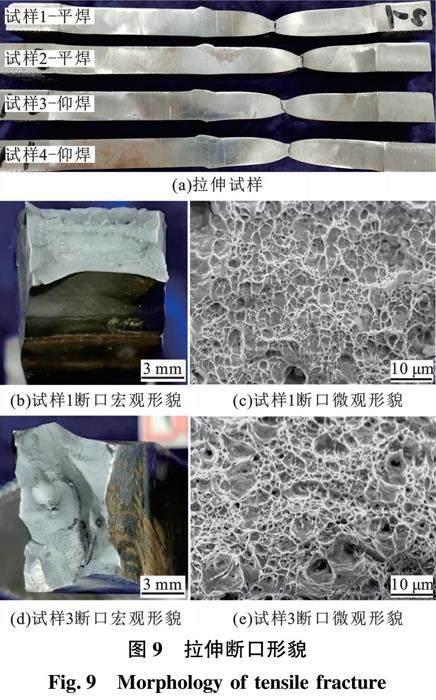
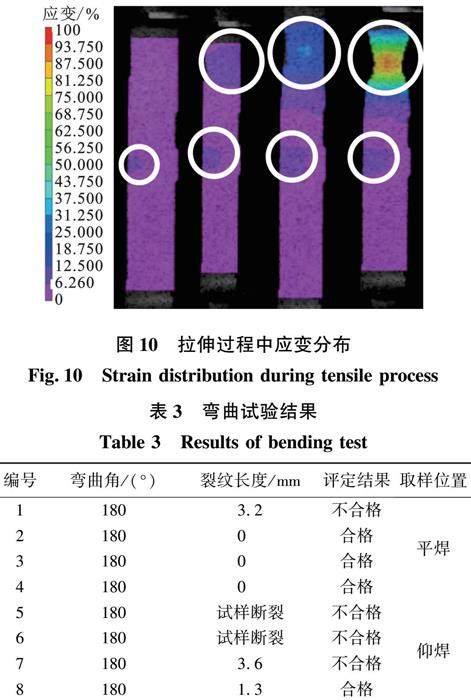
拉伸试验结果如图8所示。由图8可知,焊接位置对拉伸性能影响不明显。平焊和仰焊试样的抗拉强度分别为645.5和646.5 MPa,均高于母材的下限值(570 MPa),屈服强度分别为563和542.5 MPa,高于母材名义屈服强度(482.6 MPa),断裂位置均位于母材。平焊(试样1)和仰焊(试样3)试样断口形貌如图9所示。由图9可知,两个试样宏观断口形貌基本相似,呈杯锥状。微观可见大量韧窝,为韧性断裂。DIC结果如图10所示。由图10可知,根焊采用低强匹配焊材,应变集中首先发生在根焊,然后转移至热焊,继而转移至母材,之后变形主要发生在母材,最终试样断裂于母材。这表明虽然焊接接头强度较高,但根焊产生塑性应变累积,容易产生开裂,属于危险区[18]。
2.2.2 弯曲性能
弯曲试验结果如表3所示。弯曲试样及裂纹形貌如图11所示。焊接位置影响接头的弯曲性能。平焊位置的1号试样和仰焊位置的7、8号试样出现了裂纹,裂纹长度分别为3.6、1.3和3.2 mm。平焊位置的2、3和4号试样均无裂纹出现。仰焊位置的5和6号试样断裂。仰焊位置出现裂纹的概率高,是因为仰焊位置焊接时焊接熔池在重力作用下容易下淌,故采用的焊接热输入较平焊位置小,因而导致仰焊位置韧性差而引起弯曲开裂。采用光学显微镜对裂纹形貌进行观察,可见1号及7号试样裂纹在上坡口根焊与热焊交界处的熔合线处起裂,沿粗晶区扩展,最终止裂于细晶区(图11(b)、(c))。从裂纹周围硬度分布(图11(d)、(e))可知,裂纹两侧硬度较高,尤其是靠近粗晶区一侧硬度高于400 HV0.1。该处产生裂纹的原因是晶粒粗大,M-A岛沿晶界分布,导致热影响区脆化[19]。同时,根焊与热焊交界处的熔合线处硬度和残余应力较高。受外力时,残余应力较大部位产生应力集中导致裂纹产生、扩展。这说明受到外力后,上坡口根焊与热焊熔合线附近属于危险区域。
2.2.3 焊接接头硬度
焊接接头硬度分布如图12所示。由图12可知,硬度值总体呈现HAZ>焊缝>母材的趋势(根焊除外)。由于根焊采用低强匹配焊材,焊缝硬度值低于母材。盖面焊缝和HAZ的硬度高于填充焊、热焊和根焊相应的硬度。这是因为盖面HAZ和焊缝未经后续焊道的热处理作用。另外,盖面HAZ硬度比盖面焊缝高。这是因为盖面焊缝以针状铁素体和板条贝氏体为主,而盖面HAZ主要为针状铁素体、准多边形铁素体和粒状贝氏体,针状铁素体的位错密度高,粒状贝氏体中的第二相具有第二相强化作用。
2.2.4 冲击试验
冲击试验结果如图13所示。由图13可知,焊接位置、上下坡口和内外表面对HAZ冲击功影响不大。HAZ冲击功最高,在220~246 J之间。这是因为采用自动焊接,热输入较小,HAZ最大宽度约2 mm。而HAZ冲击试样的缺口位于熔合线+2 mm处,一般位于细晶区或两相区,甚至是母材。
焊接位置对焊缝冲击功影响不大。平焊、立焊和仰焊焊缝的冲击功分别为164、137和132 J。焊缝冲击功较高,但小于HAZ冲击功。这是因为焊缝主要以针状铁素体和板条贝氏体为主,填充焊缝还含有少量的脆性M-A岛,HAZ细晶区主要是准多边形铁素体和板条贝氏体(或粒状贝氏体),准多边形铁素体韧性高于针状铁素体。
上下坡口对平焊和立焊位置的熔合线冲击功影响不大,但内外表面影响明显。平焊和仰焊位置熔合线外表面的冲击功在141~183 J之间,而内表面在52~73 J之间。内外表面冲击试样分别以管内壁和管外壁为基准取样。试样缺口位于等效熔合线,一半位于焊缝,一半位于粗晶区。内表面试样包含根焊、热焊和填充层,外表面试样几乎全部为填充层。焊缝组织类似,而根焊、热焊和填充粗晶区主要是针状铁素体和粒状贝氏体。根焊、热焊的冷却速度比填充速度快,粒状贝氏体较多。粒状贝氏体的韧性比针状铁素体的差导致内表面冲击功低于外表面。仰焊位置熔合线的冲击功在164~209 J之间,内外表面、上下坡口对其影响较小。平焊和立焊位置的内表面熔合线断口形貌如图14所示。由图14可知,断口由纤维区、放射区和剪切唇组成,纤维区占比很小,不足20%,超过60%是放射区。放射区为放射状的河流花样,是典型的脆性断裂。
2.2.5 CTOD试验
CTOD试验结果如图15所示。由图15可知,焊缝平焊位置CTOD均值为0.173 mm,立焊位置CTOD均值为0.193 mm,仰焊位置CTOD均值为0.223 mm。HAZ平焊位置CTOD均值为0.70 mm,立焊位置CTOD均值为0.56 mm,仰焊位置CTOD均值为0.56 mm。可见HAZ断裂韧性明显高于焊缝。这主要是由于焊缝采用的是金属粉芯焊材,强度高,韧性相对较低,且焊缝存在脆性M-A岛。对比图13和15可知,焊缝的冲击功较高,但CTOD值较低。
3 结 论
(1) 坡度25°的X70钢全自动焊接头,上下坡口粗晶区宽度和残余应力不同;上坡口粗晶区较宽,残余拉应力水平较高;上坡口(尤其是根焊区)为焊接接头危险区域。
(2)焊接接头强度较高,应变首先发生在低强匹配的根焊区,根焊属于危险区,建议采用等强或高强匹配。
(3)焊接位置明显影响内表面熔合线冲击功,平焊和立焊位置内表面熔合线冲击功远低于仰焊位置,最低冲击功仅为52 J,是接头的韧性薄弱区。
(4) 焊缝冲击功较高,但CTOD值较低,鉴于长输管道多因焊接接头韧性差而导致断裂失效,建议评定焊接接头韧性同时考虑冲击功和CTOD值。
(5) 大坡度焊接接头上下坡口HAZ不对称,焊接工艺评定时应区分山区和平原地区,山区条件下接头一定要重点关注根焊区,尤其是上坡口熔合线,该处易成为环焊缝失效的起始点。
参考文献:
[1] 霍进风,单鲁维.管道在役焊接修复残余应力分析及应用[J].石油机械,2023,51(2):130-137.
HUO Jinfeng, SHAN Luwei. Analysis of pipeline residual stress for in-service welding repair and applications[J]. China Petroleum Machinery, 2023,51(2):130-137.
[2] 汪宏辉,董淑磊,钱建康,等.严寒条件下X80钢管道全自动外焊焊缝组织与性能[J].焊接学报,2020,41(11):83-88.
WANG Honghui, DONG Shulei, QIAN Jiankang, et al. Microstructure and properties of automatic welding process of X80 pipeline steel under extremely cold conditions[J]. Transactions of the China Welding Institution, 2020,41(11):83-88.
[3] 李玉坤,赵赏鑫,韩天昊,等.管道环焊缝应力消减与评价方法[J].中国石油大学学报(自然科学版),2022,46(6):170-176.
LI Yukun, ZHAO Shangxin, HAN Tianhao, et al. Stress reduction and evaluation methods for pipeline girth weld[J]. Journal of China University of Petroleum (Edition of Natural Science), 2022,46(6):170-176.
[4] 严春妍,张浩,朱子江,等.X80管线钢多道激光-MIG复合焊残余应力分析[J].焊接学报,2021,42(9):28-34,41.
YAN Chunyan, ZHANG Hao, ZHU Zijiang, et al. Analysis of welding residual stress in multi-pass hybrid laser-MIG welded X80 pipeline steel[J]. Transactions of the China Welding Institution, 2021,42(9):28-34,41.
[5] FU Chao, LI Xueda, LI Haichuan, et al. Influence of ICCGHAZ on the low-temperature toughness in HAZ of heavy-wall X80 pipeline steel[J]. Metals, 2022,12(6):907.
[6] 李玉坤,王鄯尧,杨进川,等.大口径天然气管道环焊缝残余应力分布[J].中国石油大学学报(自然科学版),2021,45(6):161-167.
LI Yukun, WANG Shanyao, YANG Jinchuan, et al. Residual stress distribution in girth weld of oil and gas pipeline[J]. Journal of China University of Petroleum (Edition of Natural Science), 2021,45(6):161-167.
[7] 吴泽兵,赵海超,郭龙龙,等.焊接顺序对牙轮钻头牙掌焊接质量的影响[J].石油机械,2022,50(3):24-31,114.
WU Zebing, ZHAO Haichao, GUO Longlong, et al. Influence of welding quality sequence on welding of bit leg[J]. China Petroleum Machinery,2022,50(3):24-31,114.
[8] 杨天冰,王长江,刘然,等.坡地新型内焊机及全自动焊接工艺[J].石油机械,2023,51(3):145-152.
YANG Tianbing, WANG Changjiang, LIU Ran, et al. New internal welding machine and fully automatic welding technology of pipelines on slope[J]. China Petroleum Machinery, 2023,51(3):145-152.
[9] LI Liying, FU Jinqiu, YAO Yungang, et al. Generation mechanism of lack of fusion in X70 steel welded joint by fully automatic welding under steep slope conditions based on numerical simulation of flow field[J]. The International Journal of Advanced Manufacturing Technology, 2023,126:4055-4072.
[10] 尹成先,兰新哲,冯耀荣,等.提高高强度输气管线设计系数的可能性研究[J].天然气工业,2005,25(10):117-119.
YIN Chengxian, LAN Xinzhe, FENG Yaorong, et al. Study on the possibility of improving the design coefficient of high strength gas transmission pipeline [J]. Natural Gas Industry, 2005,25(10):117-119.
[11] 李鹤林,吉玲,康田伟.西气东输一、二线管道工程的几项重大技术进步[J].天然气工业,2010,30(4):1-9.
LI Helin, JI Ling, KANG Tianwei. Significant technical progress in the west-east gas pipeline projects-line one and line two [J]. Natural Gas Industry, 2010,30(4):1-9.
[12] YANG Yonghe, SHI Lei, XU Zhen, et al. Fracture toughness of the materials in welded joint of X80 pipeline steel [J]. Engineering Fracture Mechanics, 2015,148:337-349.
[13] DAVIS C L, KING J E. Cleavage initiation in the intercritically reheated coarse-grained heat-affected zone: part 1. fractographic evidence [J]. Metallurgical and Materials Transactions A, 1994,25:563-573.
[14] 李学达,李春雨,曹宁,等.高强管线钢焊接临界再热粗晶区中逆转奥氏体的逆相变晶体学研究[J].金属学报,2021,57(8):967-976.
LI Xueda, LI Chunyu, CAO Ning, et al. Crystallography of reverted austenite in the intercritically reheated coarse-grained heat-affected zone of high strength pipeline steel[J]. Acta Metallurgica Sinca, 2021,57(8):967-976.
[15] 朱敏,张延松.X80埋弧焊热影响区的微观组织与局部软化行为分析[J].焊接学报,2021,42(4):82-88,96.
ZHU Min, ZHANG Yansong. Analysis of microstructure and local softening of heat-affected zone of submerged-arc welded X80 joint[J]. Transactions of the China Welding Institution, 2021,42(4):82-88,96.
[16] 聂文金,尚成嘉,关海龙,等.铁素体/贝氏体(F/B)双相钢组织调控及其抗变形行为分析[J].金属学报,2012,48(3):298-306.
NIE Wenjin, SHANG Chengjia, GUAN Hailong, et al. Control of microstructures of ferrite/bainite (F/B) dual-phase steels and analysis of their resistance to deformation behavior [J]. Acta Metallurica Sinica, 2012,48(3):298-306.
[17] NIE Wenjin, WANG Xuemin, WU Shengjie, et al. Stress-strain behavior of multi-phase high performance structural steel [J]. Science China Technological Science, 2012,55(7):1791-1796.
[18] 何小东,高雄雄,DAVID Han,等.高铌X80管道不同强度匹配环焊接头性能及应变演化[J].焊接学报,2022,43(2):34-39.
HE Xiaodong, GAO Xiongxiong, DAVID Han, et al. Performance and strain evolution of different strength matching girth welds of high Nb X80 pipeline[J]. Transactions of the China Welding Institution, 2022,43(2):34-39.
[19] LI Liying, HAN Tao, HAN Bin. Embrittlement of intercritically reheated coarse grain heat-affected zone of ASTM4130 steel[J]. Metallurgical and Materials Transactions A,2018,49(4):1254-1263.
(编辑 沈玉英)
基金项目:国家重点研发计划(2021YFA1000103);国防科技创新特区项目(22-05-CXZX-04-04-29);国家管网集团重点科研计划(CLZB20211);山东省重点研发计划(2020CXGC010207,2022CXGC010202)
第一作者及通信作者:韩彬(1973-),男,教授,博士,研究方向为表面改性与材料焊接技术。 E-mail:hbzhjh@upc.edu.cn。
引用格式:韩彬,高建章,周聪,等.坡度X70管线钢全自动外焊接头组织与性能[J].中国石油大学学报(自然科学版),2024,48(3):145-153.
HAN Bin, GAO Jianzhang, ZHOU Cong, et al. Microstructures and properties of fully automatic welded joints of X70 pipeline steel with slope[J]. Journal of China University of Petroleum (Edition of Natural Science),2024,48(3):145-153.
猜你喜欢
课堂内外·小学版(智慧数学)(2024年11期)2024-12-07 00:00:00
今日农业(2021年19期)2021-11-27 00:45:49
中国外汇(2019年22期)2019-05-21 03:15:08
中华家教(2018年11期)2018-12-03 08:08:24
中华家教(2018年11期)2018-12-03 08:08:20
哈尔滨理工大学学报(2016年6期)2017-02-21 17:58:13
科技与创新(2017年1期)2017-02-16 20:16:44
科技与创新(2016年21期)2017-02-14 09:27:49
企业技术开发·下旬刊(2016年11期)2016-12-27 10:59:16
特别文摘(2016年15期)2016-08-15 22:04:26