500 MW冲击式水轮发电机组设计制造可行性研究
2024-06-23 07:00梁华周彦郭连恒熊小康何峰胡定辉
水利水电快报 2024年6期
梁华 周彦 郭连恒 熊小康 何峰 胡定辉

收稿日期:2023-09-18
作者简介:
梁 华,男,高级政工师、工程师,主要从事电力工程管理等方面的工作。E-mail:307431576@qq.com
通信作者:
何 峰,男,高级工程师,硕士,主要从事水利水电工程水力机械设计咨询研究工作。E-mail:369121223@qq.com
引用格式:
梁华,周彦,郭连恒,等.
500 MW冲击式水轮发电机组设计制造可行性研究
[J].水利水电快报,2024,45(6):94-98.
摘要:
500 MW冲击式水轮发电机组超出了国内外现有冲击式机组单机容量应用实例范围,其核心部件的设计制造难度较大,为了研究其设计制造可行性,利用统计分析、数值模拟计算、模型试验等方法,对机组设计、水轮机核心部件制造、发电机高海拔防电晕结构等方面进行创新研究。研究结果表明:扎拉水电站500 MW冲击式机组的设计制造不存在制约性因素,可立足于国内自主完成。研究成果可为增强中国水电行业装备制造能力以及高水头水电站开发提供参考。
关键词:
500 MW冲击式水轮机; 机组选型; 转轮锻件制造; 高海拔防电晕; 扎拉水电站
中图法分类号:TM312
文献标志码:A
DOI:10.15974/j.cnki.slsdkb.2024.06.016
文章编号:1006-0081(2024)06-0094-05
0 引 言
为顺应水电行业发展需求,中国相关科研单位结合具体工程项目,开展了高水头、大容量冲击式水电机组设计制造可行性的研究工作。目前,在水力设计方面,中国现有的自主研制的大型冲击式水轮机转轮水力效率低于91%,与优秀转轮水力效率93%相差较远,需要采用更加先进的手段和方法进行转轮优化设计。在生产制造方面,转轮供货产业链各环节的加工工艺和装备仅能满足小尺寸整锻结构冲击式水轮机转轮的制造,对大型不锈钢转轮锻件的加工和锻焊结构转轮的焊接工艺及质量控制手段研究较少[1]。本文基于扎拉水电站的工程条件,从机组设计、水轮机核心部件、发电机高海拔防电晕结构等方面研究500 MW冲击式机组的设计制造技术,为高水头、大容量水电站的开发积累经验,对进一步提高中国水电开发能力及装备制造水平具有重要意义。
1 研究背景
国外单机容量最大的冲击式水轮机机组为瑞士
的毕奥德隆电站机组,其额定水头1 869 m,单机容量423.13 MW,转轮直径3.993 m。中国单机容量最大的冲击式水轮机机组为金窝水电站机组,其额定水头为595 m,单机容量143.6 MW,转轮直径为2.43 m。这两个电站的冲击式机组核心部件均由国外机组制造企业安德里茨设计制造供货。
目前,中国水电设备制造企业已投运的、具有完全知识产权、单机容量最大的冲击式机组为厄瓜多尔美纳斯水电站,其额定水头为474.51 m,单机容量90 MW,转轮直径2.46 m。通过在金窝、大发、吉牛等水电站项目中与国外厂商合作,中国哈电、东电等机组厂家积累了一定的冲击式机组设计、制造经验,且均已建有冲击式水轮机模型试验台,具备进行大型冲击式水轮机研制工作的能力。
扎拉水电站水头范围689.2~668.5 m,拟安装2台单机容量500 MW的冲击式水轮发电机组,是目前国内具备条件进行高水头、大容量冲击式机组科研攻关并实际应用的水电站。扎拉水电站500 MW冲击式机组虽超出了现有应用实例范围,但立足国内进行设计制造,虽有一定的研发基础,但仍需要更加深入地从机组选型设计、水力设计、核心部件生产制造及高海拔防电晕措施等方面进行攻关研发。
2 水轮发电机组选择
2.1 大型冲击式水轮机参数水平分析
水轮机比转速ns是衡量水轮机能量特性、经济性和先进性的综合性指标。冲击式水轮机的比转速ns与喷嘴数的平方根成正比,增加喷嘴数可以提高水轮机比转速。
单喷嘴比转速ns1与相对直径D1/d0直接相关,提高比转速的主要途径就是优化相对直径D1/d0,根据理论分析和资料统计,冲击式水轮机单个喷嘴的比转速为12~22 m·kW[2]。前苏联型谱K600型转轮ns1≈20 m·kW;国内厂商给出的统计参考公式为
ns1=284.2Hr-0.438 8
式中:Hr为额定水头。
相对直径D1/d0是冲击式水轮机重要参数之一,与水轮机效率、单位流量、比转速、水力性能、水轮机结构和机械强度等密切相关。减小相对直径可以提高比转速,但过多减小相对直径将会带来结构布置上的困难,水斗不易布置,水斗根部强度差,容易裂纹或断斗,而且水轮机效率偏低[3]。增加相对直径可以提高水轮机效率,但过多增加相对直径,将导致水轮机转轮较薄,水斗数多,水斗尺寸小,制造困难。转轮斗叶的应力水平与水头成正比,而与D1/d0的平方成反比,为使斗叶应力保持在容许应力的水平,高水头水轮机应选择合适的D1/d0值。一般情况下D1/d0的范围为10~18,且真机的相对直径应尽量与模型一致,根据国内外100多个已运行冲击式水轮机的数据得出统计公式为
D1/d0=248.55ns1-1.055
2.2 机组选型设计
扎拉水电站最大水头为689.2 m,最小水头为668.5 m,加权平均水头为677 m,额定水头为671 m。通过上述水轮机参数水平研究和相应统计公式
来计算单喷嘴比转速和相对直径D1/d0,初定扎拉水电站水轮机单喷嘴比转速为15.0~19.5 m·kW,相对直径D1/d0为11.0~16.5。
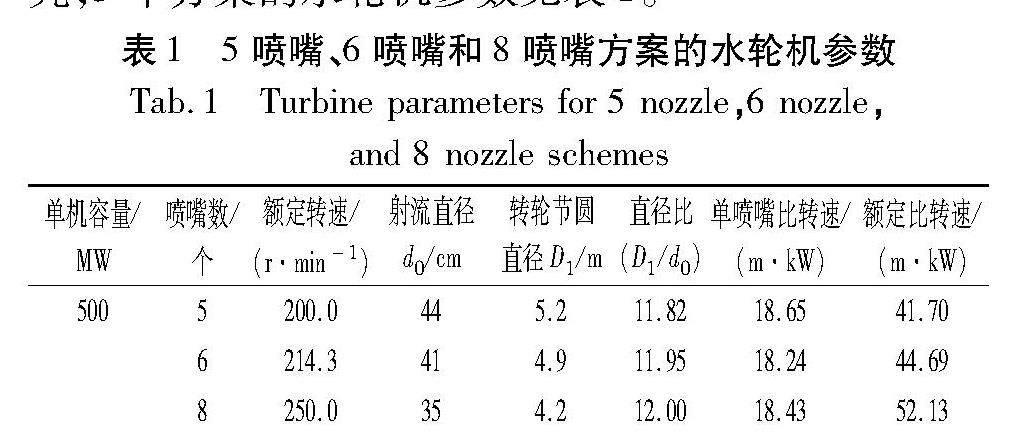
对于大容量的冲击式水轮机,其喷嘴数的研究和选择至关重要[4]。在500 MW机组选型设计中,对5喷嘴、6喷嘴和8喷嘴3个方案进行了对比研究,3个方案的水轮机参数见表1。
由表1数据和综合比选分析得出:
(1) 喷嘴数少,水轮机转轮直径大,机组成本和厂房土建工程量大。增加喷嘴数可提高比转速,降低机组的造价及减小厂房尺寸,但会导致水轮机的空蚀、泥沙磨损及稳定性等性能恶化,水轮机综合性能降低[5]。
(2) 机组运行时,8喷嘴相较于6喷嘴具有更好的负荷调节灵活性且轴承载荷均衡,在部分负荷运行时,可用直径对称的喷嘴运行,轴承附加载荷小。
(3) 喷嘴个数多使喷嘴射流干涉影响变强,导致水斗内表面出现局部空化,机组设备间的布置也相对更拥挤。经综合比较,500 MW冲击式水轮机选择6喷嘴最优。经计算,6喷嘴500 MW冲击式机组主要参数见表2。
2.3 水力设计
水轮机的水力设计参数确定后,通过CFD流场数值分析技术进行水轮机的水力计算和水力优化设计。CFD的主要计算原理和方法是求解流体力学的连续性方程、运动方程和能量方程。水轮机内的流动多处于湍流范围,因此求解时需要增加湍流方程[6]。在计算中选用集成了k-epsilon模型和k-omega模型优点的SST湍流模型封闭RANS方程。该模型在近壁面区域调用k-omega模型模拟,收敛性好;在湍流充分发展区域调用k-epsilon模型模拟,计算效率高。
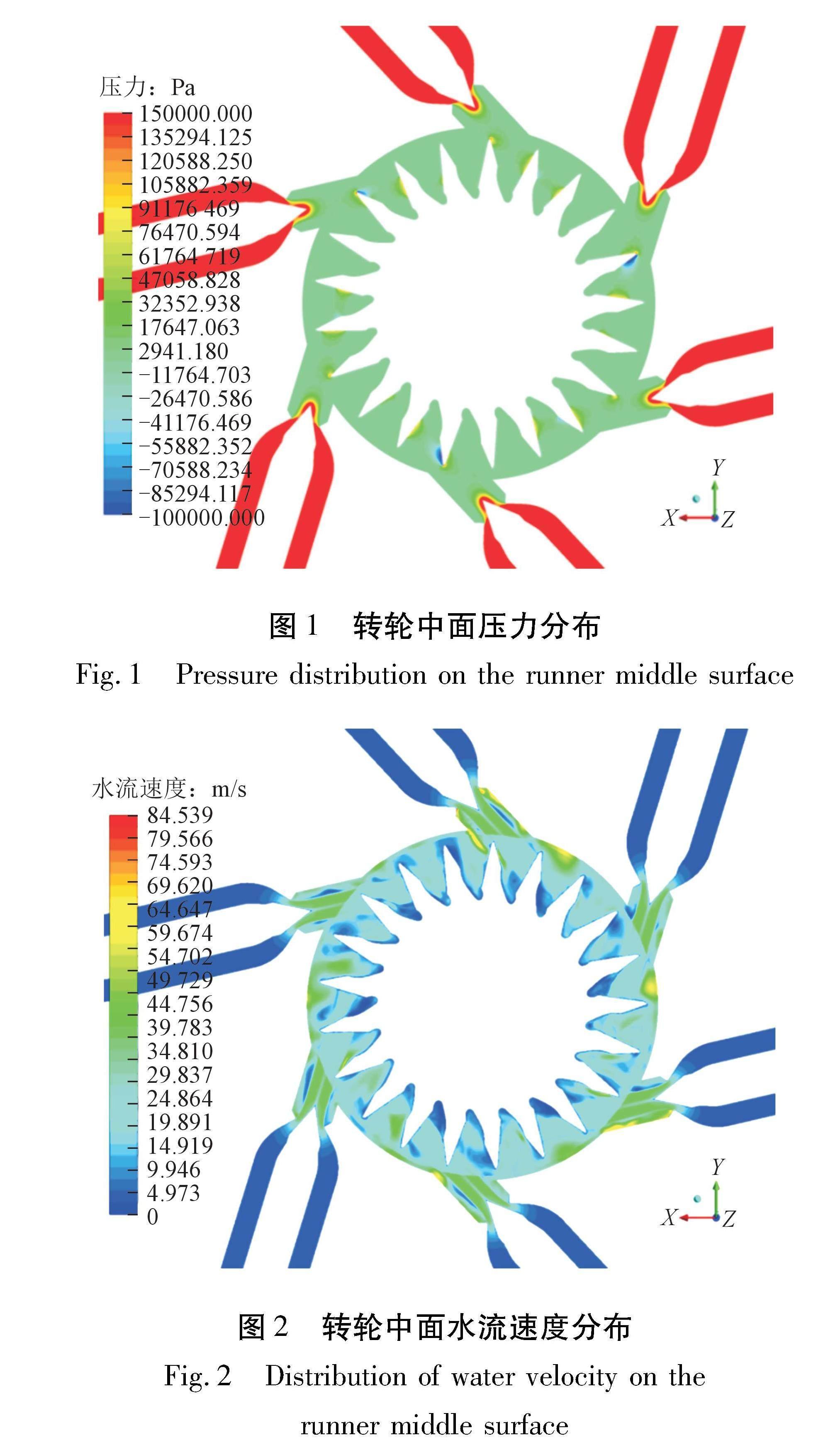
以500 MW冲击式水轮机在6喷嘴设计工况点
为例进行水力计算,获得水轮机转轮流态分布及射
流与水斗的干涉。图1和图2分别为转轮中面的压力分布和速度分布。图3为射流与水头干涉的监
测。从计算结果流态分析可以看出,转轮内部流动较为均匀合理,水斗出口水流分布均匀,没有与前后水斗形成剧烈干涉,无明显水斗背面受出流撞击的现象,具有良好的出力性能和水力稳定性。
3 水轮发电机组制造
3.1 水轮机制造可行性分析
3.1.1 配水环管
(1) 制造难度分析。配水环管制造难度系数通常用配水环管进口断面的最大设计(工作)水压P(m)与进口直径D(m)的乘积来表征。乌东德电站的蜗壳制造难度系数为2 645,白鹤滩电站的蜗壳制造难度系数为3 010。扎拉500 MW冲击式水轮机配水环管制造难度系数为2 436,在冲击式机组配水环管中制造难度系数最大,与大型混流式机组的蜗壳制造难度基本相当。
(2) 制造可行性。乌东德电站、白鹤滩电站等项目蜗壳采用800 MPa级钢板,国内厂家拥有成熟的焊接工艺及制造能力。500 MW冲击式水轮机配水环管同样采用800 MPa级钢板,经计算,管节最后钢板厚度为80 mm,月牙肋板厚度为130 mm,均在800 MPa级钢板加工制造经验范围内。
3.1.2 转 轮
3.1.2.1 制造难度分析
转轮制造是大型冲击式机组制造的关键因素。扎拉水电站水轮机转轮节圆直径4.9 m、外径6.2 m,其容量和转轮尺寸制造难度系数非常大。
3.1.2.2 转轮制造工艺分析
(1) 制造方式分析。大型冲击式转轮制造主要分整铸、整锻、锻焊3种制造工艺[7],各种工艺的适应性见图4。整铸因其固有的夹渣、夹砂、缩孔、缩松、裂纹等铸造缺陷,无法满足大型冲击式转轮质量要求。整锻方式采用整锻毛坯,能有效改善坯件的组织性能,有利于提高转轮疲劳强度;从材料性能考虑,整体锻件方式性能最佳,但整锻方式毛坯材料利用率低(仅约30%),且大尺寸锻件制造受锻造能力限制,表层和内部性能存在差异。锻焊方式采用转轮轮毂、水斗分别制造,保持水斗根部的几何完整性。转轮轮毂采用锻件,外部水斗可采用锻件对焊和增材制造两种方式[8]。
扎拉500 MW冲击式水轮机转轮的最大外径约6.2 m,有21个水斗,材料选用低碳马氏体不锈钢0Cr13Ni5Mo。经调研,转轮整锻所需尺寸超过了锻件生产厂商制造0Cr13Ni5Mo锻件的加工能力,转轮锻件制造成为了500 MW冲击式水轮机设计制造需解决的关键问题。因此,扎拉电站500 MW冲击式转轮采用锻焊工艺,所需的转轮轮毂锻件尺寸外径约4.9 m,厚度约1.2 m,锻件毛坯重约303 t。
(2) 转轮锻件制造工艺研究。针对500 MW冲击式转轮轮毂锻件的参数,一重、二重等国内大型锻件厂进行了专项研究,开展了一系列试件试验和300 t级钢锭的数值模拟研究,拟定了扎拉电站500 MW冲击式转轮锻件的制造方案:扎拉水电站水轮机转轮锻件毛坯采用VOD冶炼和真空浇注的工艺,3台高炉协作提供钢水合浇生产;15 000 t水压机进行锻造;锻件热处理淬火推荐采用鼓风冷却的方式;坯件锻造完成后采用100%超声波探伤方式进行缺陷检查。锻件锻造数值模拟成果见图5,研究成果表明,300 t级04Cr13Ni5Mo锻件在材料冶炼、锻造、热处理、检测等方面不存在制约性因素,0Cr13Ni5Mo锻件毛坯的化学成分和力学性能分别能满足表3和表4的要求。
(3) 焊接接头性能研究。冲击式转轮母材04Cr13Ni5Mo的冲击功一般可以达到90 J(0 ℃)以上的水平,但其焊接材料ER410NiMo焊丝的冲击功一般为50 J,与母材性能差距较大。
为提升04Cr13Ni5Mo焊接接头的力学性能,国内企业从焊接材料、新型焊接设备和方法等方面进行研究,结果表明:焊接线能量对焊缝熔敷金属冲击韧性的影响较大,选择合适的线能量,0 ℃冲击功可达到70 J以上,焊缝接头的疲劳性能可以达到母材的80%;通过优化焊接材料及匹配合理的焊接工艺,水斗分瓣时考虑避让根部高应力区(分瓣处的应力水平低于根部的80%),可实现锻钢04Cr13Ni5Mo锻焊冲击式转轮焊接接头疲劳寿命与水斗根部的疲劳寿命等同。
3.2 发电机制造可行性分析
3.2.1 制造难度分析
水轮发电机的制造难度通常用S·nf表征,S为水轮发电机最大容量,MVA;nf为机组飞逸转速,r/min。扎拉水电站水轮发电机与国内大容量水轮发电机制造难度对比见表5。
从统计数据可知,扎拉500 MW方案发电机制造难度与小湾、溪洛渡基本相当。
3.2.2 发电机防晕结构设计制造
扎拉水电站海拔高程约2 200 m,环境温度低,定子绕组端部绝缘防电晕问题和定子线圈绝缘耐低温性能是设计制造的重难点。因此,开展了定子线棒及定子模拟绕组高海拔条件下的绝缘性能试验研究和定子试验线圈低温老化和低温循环试验研究。试验结果表明:
(1) 在2 500 m海拔条件下,定子模拟绕组绝缘电阻良好,吸收比满足GB/T 8564-2023《水轮发电机组安装技术规范》的规定;定子线棒起晕电压大于2.0 Un(Un为水轮发电机额定线电压),定子模拟绕组在1.1 Un试验电压下的电晕情况良好,同层斜边及上下层之间未见电晕;定子线棒能够通过2.75 Un+6.5 kV、1 min的工频交流耐电压试验,且无可见放电、闪络和绝缘击穿现象;定子模拟绕组能够通过2.5 Un+1.0 kV、1 min的工频交流耐电压试验,且无可见放电、闪络和绝缘击穿现象。
(2) 对定子试验线圈在-40~40 ℃经过250个循环和定子试验线圈在-40 ℃环境下持续老化14 d分别试验,与低温循环试验前测试结果分别进行对比分析,工频耐电压、电晕试验等未出现明显变化,表明定子线圈经低温循环试验后防电晕结构性能稳定。
防晕系统设计制造方案可应用于扎拉水电站机组,保证其在高寒高海拔地区安全可靠运行的性能要求。
4 结 论
(1) 对国内外冲击式机组的应用和参数水平进行分析,确定了扎拉水电站500 MW冲击式水轮机主要参数,根据其水力设计数值分析,可以确定转轮具有良好的出力性能和水力稳定性。
(2) 对大型冲击式锻焊结构不锈钢转轮的锻件材料以及焊接材料性能进行专项研究,结果表明:大型转轮锻件尺寸及性能和转轮焊接接头性能满足扎拉500 MW冲击式转轮锻焊结构的要求,其制造加工可行。
(3) 扎拉水电站500 MW发电机制造难度与小湾、溪洛渡基本相当,其设计制造可行,其防晕系统设计制造方案和结构性能满足扎拉电站高寒高海拔安全可靠运行的要求。
(4) 500 MW冲击式水轮发电机可以立足于国内完成设计制造,提高中国装备制造能力。
参考文献:
[1] 刘宇华,马锐.高水头冲击式水轮机的设计与发展趋势的探讨[J].西北水电,2003(2):27-29.
[2] 何峰,胡定辉,何志锋,等.西藏扎拉水电站冲击式水轮机选型设计探讨[J].水利水电快报,2019(12):36-38.
[3] 张鹏,佘伟威,余强.玛依纳水电站现场水轮机效率试验[J].人民长江,2020,51(3):185-188.
[4] 吴迪.冲击式水轮机设计的探讨和发展探究[J].科技创新与应用,2013(6):57.
[5] 胡定辉,何峰,何志锋,等.扎拉水电站水轮机抗泥沙磨损设计[J].云南水力发电,2019(1):128-134.
[6] 周文桐,周晓泉.水斗式水轮机基本理论与设计[M].北京:中国水利水电出版社,2017.
[7] T·魏斯,马元珽.冲击式转轮的现代制造技术[J].水利水电快报,2010(4):27-28.
[8] 王波.冲击式水轮机转轮设计及制造关键技术的研究[D].哈尔滨:哈尔滨理工大学,2015.
(编辑:李 晗)
Feasibility study on design and manufacturing of 500 MW Pelton turbine generator unit
LIANG Hua1,ZHOU Yan1,GUO Lianheng1,XIONG Xiaokang1,HE Feng2,HU Dinghui2
(1.Datang Xizang Energy Development Co.,Ltd.,Lhasa 850000,China;
2. Changjiang Survey,Planning,Design and Research Co.,Ltd.,Wuhan 430010,China)
Abstract:
The 500 MW Pelton turbine generator unit exceeds unit capacity application examples of existing Pelton units both domestically and internationally. There are many difficulties in the design and manufacturing of the core components. In order to study the feasibility of its design and manufacturing,it is studied from the aspects of unit design,core component manufacturing of turbine,and high-altitude anti corona structures of generators by utilizing methods such as statistical analysis,numerical simulation calculations,and model experiments. The research results indicated that there was no restrictive conditions in the design and manufacturing of the 500 MW Pelton turbine generator unit of Zhala Hydropower Station,and it can be independently completed domestically. The research results can enhance the equipment manufacturing capacity of China′s hydropower industry and provide a successful experience and demonstration role for the development of high head hydropower stations in China.
Key words:
500 MW Pelton turbine generator unit; unit selection; forged welding structure runner manufacturing; high altitude corona resistant; Zhala Hydropower Station
猜你喜欢
——“AABC”和“无X无X”式词语
小学生学习指导(中年级)(2021年3期)2021-04-06
少儿美术(快乐历史地理)(2020年8期)2021-01-04
故事会(蓝版)(2020年7期)2020-07-21
意林绘阅读(2019年8期)2019-09-09
意林(2019年12期)2019-06-30
延河(2017年7期)2017-07-19
兰台世界(2017年12期)2017-06-22
水电站机电技术(2016年1期)2016-02-28
水电站机电技术(2014年1期)2014-09-26
应用技术学报(2014年3期)2014-02-28