500 MW冲击式水轮机关键技术研究
2024-06-23 07:00:20沈鹏周彦郭连恒李明明何峰胡定辉
水利水电快报 2024年6期
沈鹏 周彦 郭连恒 李明明 何峰 胡定辉
收稿日期:2023-09-15
作者简介:
沈 鹏,男,工程师,硕士,主要从事电力工程管理方面的工作。E-mail:747703789@qq.com
通信作者:
何 峰,男,高级工程师,硕士,主要从事水利水电工程水力机械设计方面的工作。E-mail:369121223@qq.com
引用格式:
沈鹏,周彦,郭连恒,等.
500 MW冲击式水轮机关键技术研究
[J].水利水电快报,2024,45(6):88-93.
摘要:
西藏扎拉水电站需装设2台500 MW冲击式水轮发电机组,是目前全球在建单机容量最大的冲击式水轮发电机组。为提升大型冲击式水轮机制造水平,基于试验和数值模拟分析总结了扎拉电站水轮机在高效率转轮模型水力开发、重大不锈钢转轮锻件制造、大型冲击式转轮制造等方面存在的技术难点。结果表明:① 在高效率转轮模型水力开发方面,可采用定常的气液两相流CFD分析配水环管、喷嘴,采用非定常两相流CFD分析转轮;扎拉水电站水轮机转轮内部流动均匀合理,整体具有良好的水力性能。② 在重、大不锈钢转轮锻件制造方面,关键技术主要在于钢材冶炼、锻造和热处理这3个过程中材料化学成分的优化、锻件锻造载荷和锻造温度控制及热处理工艺;扎拉水电站水轮机的重、大转轮轮毂不锈钢锻件的质量可行。③ 在大型冲击式转轮制造方面,扎拉水电站水轮机转轮采用锻焊结构,合理选择了水斗和轮毂的分瓣位置及焊接工艺,实现了转轮焊接接头疲劳寿命与水斗根部的疲劳寿命等同。
关键词:
冲击式水轮机; 转轮模型; CFD; 扎拉水电站; 西藏
中图法分类号:TK735
文献标志码:A
DOI:10.15974/j.cnki.slsdkb.2024.06.015
文章编号:1006-0081(2024)06-0088-06
0 引 言
目前,中国水电设备制造企业已制造的、具有完全知识产权、单机容量最大的冲击式水轮机机组为厄瓜多尔美纳斯水电站,额定水头为474.51 m,单机容量为90 MW,转轮直径为2.46 m;当前正在制造的最大的冲击式水轮机机组为秘鲁圣加旺电站,额定水头为629.2 m,单机容量为104.65 MW,转轮直径为2.26 m。中国已投产冲击式水电机组单机容量最大为四川省田湾河流域金窝水电站,额定水头为595 m,单机容量为143.6 MW,转轮直径为2.43 m,喷嘴与转轮等核心部件由安德里茨制造[1]。安德里茨公司在冲击式水轮机机组研发和制造中处于世界领先地位,研发并投运的最大冲击式水轮机机组为瑞士的毕奥德隆(Bieudron)水电站,该电站水轮机单机容量及转轮直径均为世界之最,额定水头为1 869 m,单机容量为423.13 MW,转轮直径为3.993 m。西藏扎拉水电站为Ⅱ等大(2)型工程,拟装设2台500 MW冲击式水轮发电机组。目前,中国在建及已建成的冲击式水轮发电机组最大单机容量为160 MW。相较于已有电站而言,扎拉水电站机组制造技术难度大,可供借鉴的成功经验较少。扎拉水电站是国内目前唯一有条件进行高水头、大容量冲击式水轮发电机组科研攻关并实际应用的项目,2021年被正式列入“能源领域首台(套)重大技术装备项目名单”。本文以西藏扎拉水电站500 MW冲击式水轮机为研究对象,分析了大型冲击式水轮机在高效率转轮模型水力开发、重大不锈钢转轮锻件制造、大型冲击式转轮制造等方面存在的技术难点。
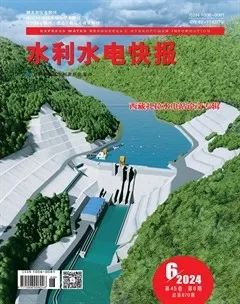
1 水轮机主要参数
扎拉水电站装设2台500 MW冲击式水轮发电机组,最大水头689.2 m,最小水头668.5 m,加权平均水头677 m,额定水头671 m。水轮机主要参数见表1。由表1可以看出,扎拉水电站冲击式水轮机容量为507.1 MW,转轮节圆直径为4.9 m。水轮机转轮的设计制造难度大,对国内外厂商来说都是巨大挑战。
2 高效率转轮模型水力开发技术
2.1 计算模型
与反击式水轮机单相流不同,冲击式水轮机的CFD技术要更为复杂。对于配水环管、喷嘴等固定部件来说,考虑喷针出口流动特性的必要性,需要采用定常的气液两相流CFD分析。对于转轮来说,CFD分析中需要采用滑移网格技术模拟射流与转轮之间的相对运动,同时引入气液两相流技术模拟转轮在开放条件下与射流的相互作用,因此应采用非定常两相流技术计算进行转轮的CFD分析,并通过对水斗的流动分析,指导水斗局部优化,使水力设计更具目的性及针对性[2]。
转轮模型水力开发通过求解重组化群k-ε模型进行CFD流动分析计算。相对于标准k-ε模型,RNG k-ε模型更能反映曲率变化对流动的影响,更适用于冲击式水轮机流动表面变化比较剧烈的情况[3]。所有计算假设流体为不可压三维流体,采用有限体积法求解三维不可压流体的连续性方程、动量方程以及湍流动能和湍流耗散率的差分输运方程组。
2.2 计算结果
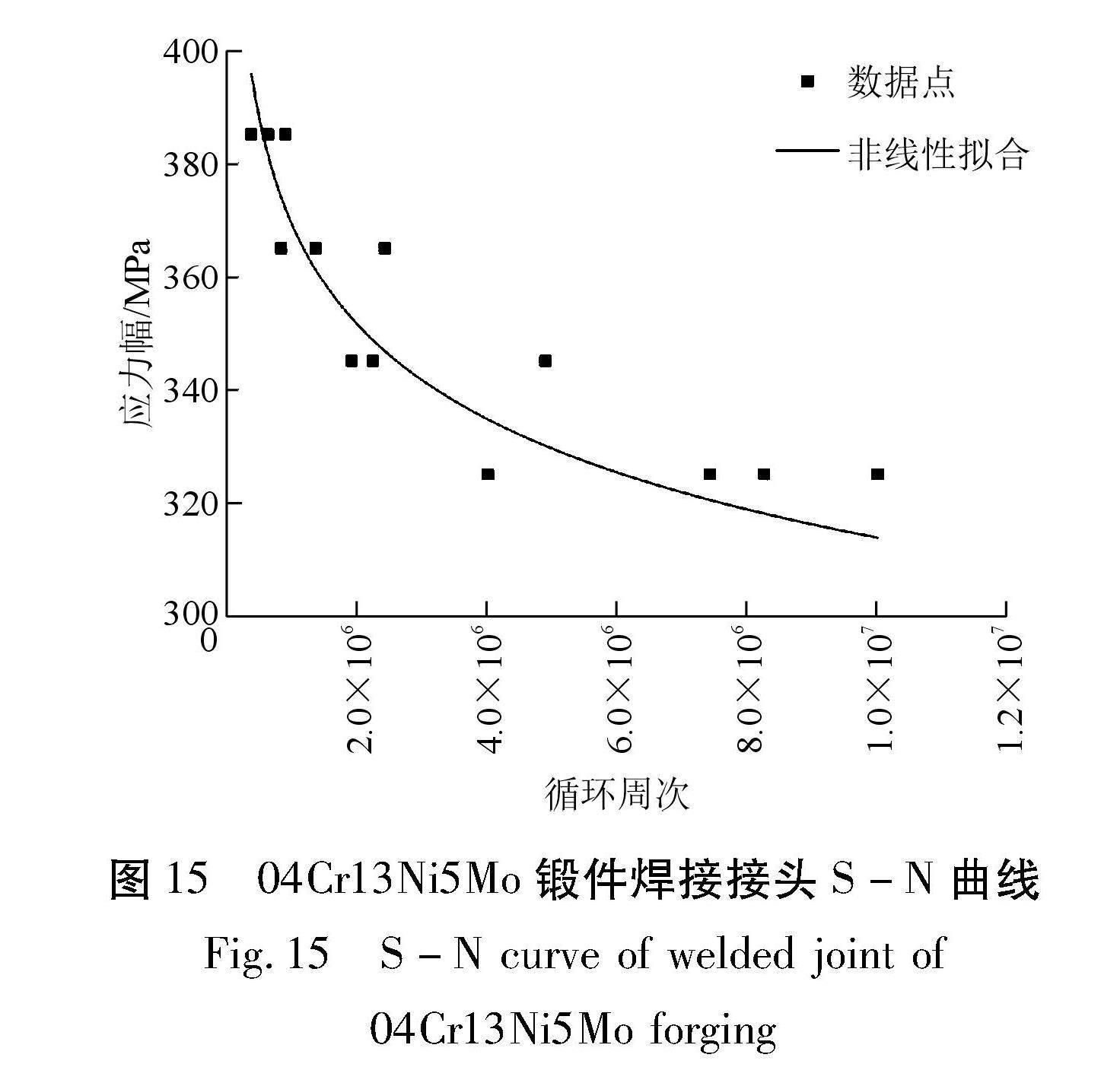
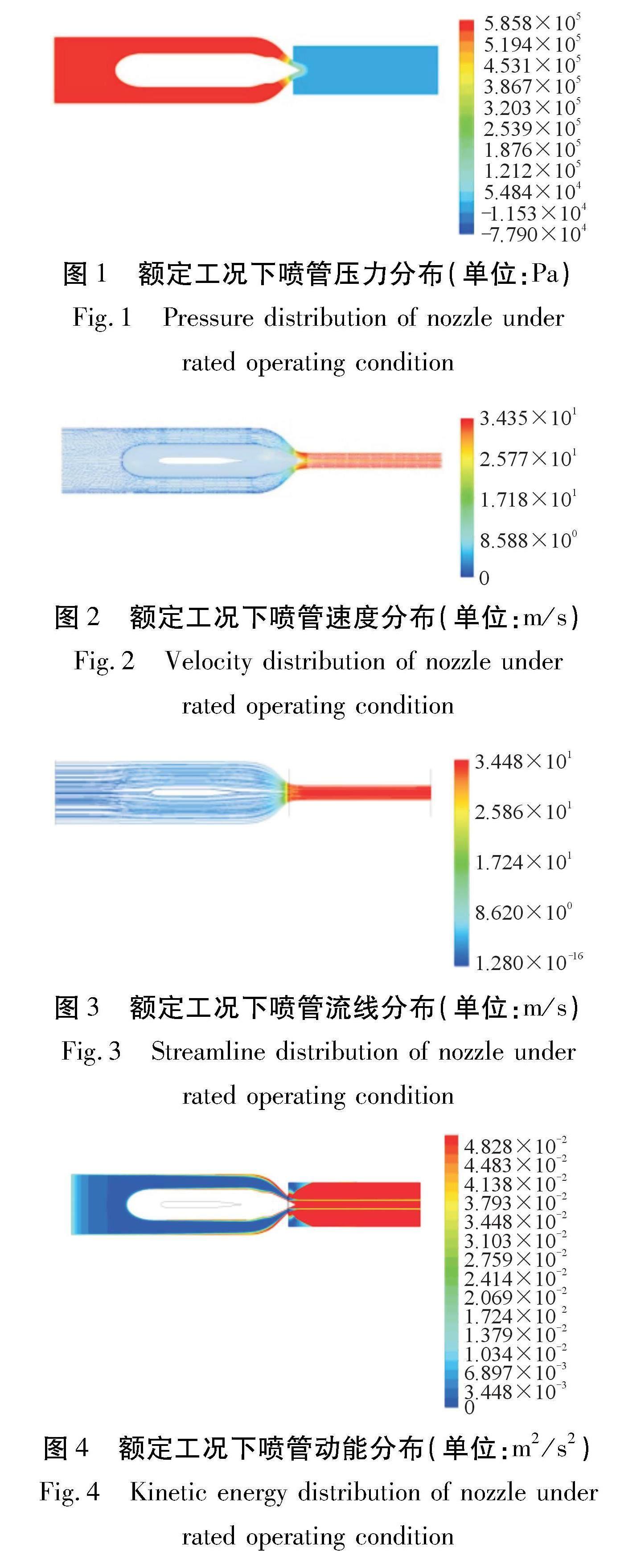
对扎拉水电站500 MW冲击式水轮机分别进行喷管喷针计算、配水环管和喷管联合计算以及射流和转轮联合CFD计算。从压力、速度、流线和湍流动能分布等方面来评判喷管喷针和配水环管中的流态和射流质量,并根据结果来调整其结构,初步计算结果见图1~8。计算结果表明,配水环管的流速与压力分布均匀,各喷嘴出口的流量均匀,具有良好的水力性能。从射流和水斗出流的干涉方面来评判配水环管和喷管共同运转时的出水性能和水力稳定性,初步计算结果见图9。计算结果表明,水斗出口水流分布均匀,没有与前后水斗形成剧烈干涉,未见到明显水斗背面受出流撞击的现象,转轮内部流动均匀合理,具有良好的出力性能和水力稳定性。
3 重大不锈钢转轮锻件制造技术
大型冲击式水轮机不锈钢转轮锻件材料一般选用04Cr13Ni5Mo,属于低碳马氏体不锈钢,具有优良的强度、塑韧性及抗腐蚀性能[4]。转轮在运行过程中需承受超高水头有压水流的冲击和泥沙的冲蚀,对其锻件材料的性能提出了很高的要求,特别是重、大、厚的圆饼结构锻件存在难以锻透、晶粒组织不均匀的缺点。针对上述难点,开展04Cr13Ni5Mo不锈钢锻件的试件试验,其关键技术主要在于钢材冶炼、锻造和热处理这3个过程中材料化学成分优化、锻件的锻造载荷和锻造温度控制、热处理工艺。
锻件厂采用VOD+VD+VT工艺,按照04Cr13Ni5Mo化学成分内控值进行37 t钢锭试件的冶炼,利用6 000 t压机对37 t钢锭进行压实、成形锻造试验(图10~12),完成了直径1 500 mm超大截面04Cr13Ni5Mo不锈钢的锻造,验证了锻造加热温度、压实规范、裂纹控制措施的有效性,改善并提高了不锈钢锻件的致密度,改善了金属纤维方向,得到了需要的晶粒度和组织状态。
试验锻件热处理采用两次回火且第二次回火温度不低于590 ℃,淬火冷却采用鼓风冷却,见图13。采样深度0~600 mm取芯样本的材料化学成分和力学性能见表2~3,从表中可以看出:直径1 500 mm的试件从表面到600 mm深处屈服强度均能大于570 MPa,抗拉强度均大于740 MPa,说明从化学成分(尤其是碳含量)的控制及逆转变量控制方面改善可行。材料从表面到600 mm深处范围内的塑、韧性非常稳定。
扎拉电站转轮轮毂锻件的外形尺寸为4 900 mm×1 200 mm(直径×高),其毛坯重约303 t。基于试件试验的研究成果,开展300 t级不锈钢钢锭的数值模拟研究,结果表明:在15 000 t水压机的压力条件下采用多次镦粗加旋转开边的方式进行锻造,可满足载荷要求;由镦粗及拔长的应变场可见,锻件心部锻透,可满足压实效果。
4 大型冲击式转轮制造技术
扎拉水电站水轮机转轮最大外径约6.2 m,若采
用整体锻造工艺,其尺寸超过了锻件厂不锈钢锻件毛坯制造能力。因此,扎拉水电站转轮拟采用锻件对焊工艺,将水斗和轮毂分件制造后再焊接成整体,其关键技术在于提升转轮锻钢材料焊接接头力学性能。
冲击式转轮运行工况下受力为交变的冲击载荷,冲击韧性反映金属材料对冲击载荷的抵抗能力,焊接接头的冲击韧性值将影响锻焊结构转轮运行寿命。与锻钢04Cr13Ni5Mo匹配的焊接材料为ER410NiMo焊丝,焊丝的冲击韧性值KV2(20 ℃)为50 J,与母材冲击韧性值KV2(0 ℃)≥90 J有一定差距[5]。因此,提升锻钢焊接接头力学性能,以实现焊接接头的疲劳性能达到母材80%以上,是锻焊结构冲击式转轮的关键技术环节。
4.1 高冲击韧性焊接材料影响因素
为提升焊接材料ER410NiMo的冲击韧性,影响材料冲击韧性因素包括化学成分、组织结构两方面,
净化化学成分中影响冲击韧性的杂质元素如氧、硫、磷等。提升焊接材料ER410NiMo冲击韧性的主要方法为控制冶金原材料的纯度,净化焊接材料ER410NiMo中的杂质元素,提升其焊接材料冲击韧性。
4.2 焊接工艺性
焊接热输入量对焊缝熔敷金属冲击韧性(热处
理态)的影响较大,通过焊接热输入量焊接试验研
究,提升焊接接头力学性能。主要通过对试件进行冲击韧性试验和水介质疲劳试验开展焊接工艺性研究,研究不同线能量对熔敷金属冲击韧性(热处理态)的影响试验,探究最佳的焊接工艺规范。
4.2.1 冲击韧性试验
焊接试验预热温度为80 ℃,层间温度不大于150 ℃,采用不同的焊接位置、焊接电流、焊接速度和焊接线能量参数,进行了9组试板试验。试板焊接完成后,全部RT探伤,合格后取拉伸、冲击等试样进行冲击试验。冲击韧性最好的两组试板性能见表4。数据表明焊接线能量在17~20 kJ/cm范围内具有较高的冲击韧性值,冲击值KV2(0 ℃)可达到70 J以上,较行业平均水平有显著提高,提升了转轮焊缝焊接接头冲击性能。
4.2.2 水介质疲劳试验
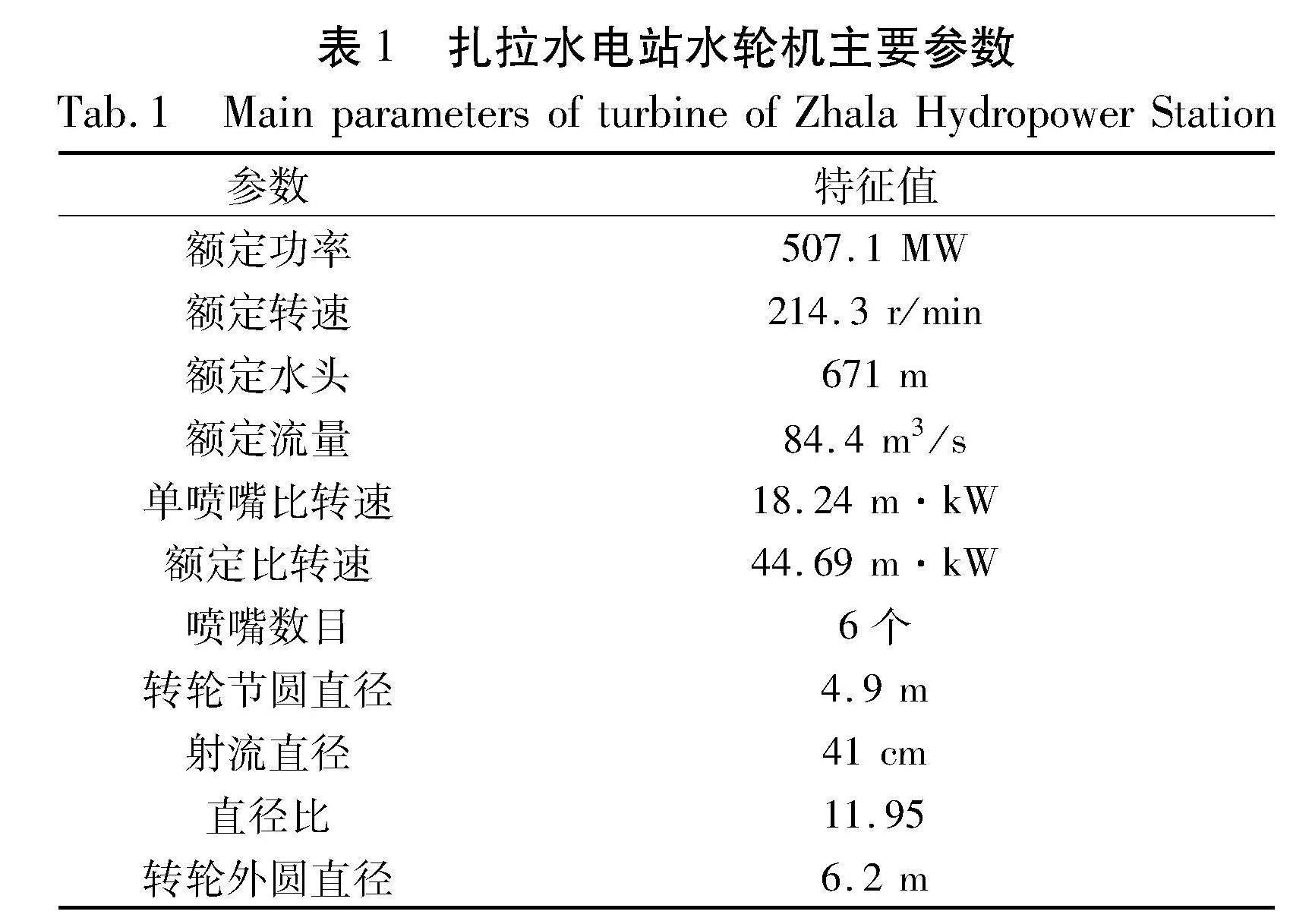
为测试04Cr13Ni5Mo锻件及焊接接头水介质条件下107疲劳极限,腐蚀疲劳试验结果处理原则如下:在某一应力水平下,超过半数的试样在未达到额定周次破坏(断裂),而在低一级的应力水平下,试样试验至额定循环周次全部通过,则上述两级应力水平的平均值为材料的条件腐蚀疲劳极限。试验数据见图14~15。
图14表明,按照腐蚀疲劳极限计算方法,水介质环境下04Cr13Ni5Mo锻件母材在370 MPa时,107全部通过;在R=-1受力载荷状态下,107疲劳极限σa约为377.5 MPa。图15表明,按照腐蚀疲劳极限计算方法,水介质环境下04Cr13Ni5Mo锻件焊接接头在305 MPa时,107全部通过;在R=-1受力载荷状态下,107疲劳极限σa约为315 MPa;与母材进行对比,焊缝接头的疲劳性能达到其母材80%以上。
5 结 论
本文分析了西藏扎拉水电站500 MW冲击式水轮机在高效率转轮模型水力开发、重大不锈钢转轮锻件制造、大型冲击式转轮制造等方面存在的技术难点,结果表明:
(1) 采用定常的气液两相流CFD分析扎拉水电站水轮机配水环管、喷嘴,采用非定常两相流CFD分析转轮,在水轮机的初步水力设计成果中,配水环管的流速与压力分布均匀,各喷嘴出口的流量均匀,前后水斗间无剧烈干涉,转轮内部流动均匀合理,整体具有良好的水力性能。
(2) 扎拉水电站水轮机转轮轮毂不锈钢锻件在钢材冶炼、锻造和热处理这3个环节中不存在制约性因素。
(3) 通过净化焊接材料的成分,研究合理的焊接工艺,将焊接材料ER410NiMo的0 ℃冲击韧性值提高至70 J以上,锻件焊缝接头的疲劳性可以达到其母材的80%。扎拉水电站水轮机转轮采用锻焊结构,合理选择水斗和轮毂的分瓣位置,可实现转轮焊接接头疲劳寿命与水斗根部的疲劳寿命等同。
参考文献:
[1] 何峰,胡定辉,何志锋,等.西藏扎拉水电站冲击式水轮机选型设计探讨[J].水利水电快报,2019,40(12):36-38.
[2] 周文桐,周晓泉.水斗式水轮机基本理论与设计[M].北京:中国水利水电出版社,2017.
[3] 吴迪.冲击式水轮机设计的探讨和发展探究[J].科技创新与应用,2013(19):57.
[4] 潘熙和,高雄,方斌臣,等.大型冲击式水轮机调速系统在云南高桥水电厂的应用[J].水利水电快报,2022,43(12):88-92.
[5] 王治宇,许海刚,宋红梅.04Cr13Ni5Mo超级马氏体不锈钢焊接性能研究[J].宝钢技术,2016(4):21-25.
(编辑:江 文)
Research on key technologies of 500 MW Pelton turbine
SHEN Peng1,ZHOU Yan1,GUO Lianheng1,LI Mingming1,HE Feng2,HU Dinghui2
(1.Datang Xizang Energy Development Co.,Ltd.,Lhasa 850000,China;
2.Changjiang Survey,Planning,Design and Research Co.,Ltd.,Wuhan 430010,China)
Abstract:
Xizang Zhala Hydropower Station will install two 500 MW Pelton turbine generating units,which is the largest single capacity of Pelton turbine generating units under construction in the world. In order to improve the manufacturing ability of large Pelton turbine,the technical difficulties in the hydraulic development of high-efficiency runner model by test and numerical simulation analysis,the manufacture of heavy stainless steel runner forgings and the manufacture of large impact runner of Zhala Hydropower Station were summarized. The results showed that in the hydraulic development of high-efficiency runner models,steady gas-liquid two-phase flow CFD could be used to analyze the water distribution ring and nozzle,and unsteady two-phase flow CFD could be used to analyze the runner. The internal flow of the Zhala Hydropower Station turbine runner was uniform and reasonable,and the overall hydraulic performance was good. In the manufacturing of heavy and large stainless steel forgings,the key technologies mainly lie in the optimization of material chemical composition,forging load and temperature control of forgings,and heat treatment method in the three processes of steel smelting,forging,and heat treatment. The production and manufacturing of stainless steel forgings for heavy and large runner required for the Zhala Hydropower Station turbine were feasible. In terms of manufacturing large runners,Zhala Hydropower Station′s turbine runner adopted a forged welding structure,and the reasonable selection of the split position and welding process for the bucket and runner hub had achieved the fatigue life of the welded joint to be equal to the fatigue life of the bucket root.
Key words:
Pelton turbine; runner model; CFD; Zhala Hydropower Station; Xizang
猜你喜欢
水利水电快报(2024年6期)2024-06-23 09:29:44
粉末冶金技术(2021年3期)2021-07-28 06:26:46
——“AABC”和“无X无X”式词语
小学生学习指导(中年级)(2021年3期)2021-04-06 09:12:02
少儿美术(快乐历史地理)(2020年8期)2021-01-04 01:22:44
意林绘阅读(2019年8期)2019-09-09 16:03:36
意林(2019年12期)2019-06-30 23:23:48
中国特种设备安全(2019年2期)2019-04-22 03:13:50
延河(2017年7期)2017-07-19 14:58:31
兰台世界(2017年12期)2017-06-22 14:17:25
焊接(2016年10期)2016-02-27 13:05:29