
提高钢丝抗拉强度稳定性的措施
2024-06-20 09:52:20徐鹏飞
科技资讯 2024年3期
徐鹏飞
摘要:抗拉强度是钢丝非常关键的一项性能指标,其是否合格关系到钢丝能否满足特定的使用要求。在批量化的现代大生产中,一条生产线能同时生产50根左右的钢丝,使这几十条钢丝的强度稳定在一个确定的范围内,是一个非常值得探讨研究的课题。结合实际生产,从钢丝原材料控制、明火炉加热、水浴冷却等几个方面展开论述,探究影响钢丝强度性能稳定性的因素,提出提高钢丝强度稳定性的方法。
关键词:钢丝 抗拉强度 元素含量 热处理 水浴淬火
中图分类号:TG156 文献标识码:A
Measures for Improving the Stability of the Tensile Strength of Steel Wires
XU Pengfei
(Shandong Daye Shares Co., Ltd., Weifang, Shandong Province, 262200 China)
Abstract: Tensile strength is a crucial performance indicator of steel wires, and its qualification is related to whether steel wires can meet specific usage requirements. In modern mass production, a production line can simultaneously produce about 50 steel wires, and it is a very worthwhile exploring and studying topic to ensure that the strength of these dozens of steel wires remains stable within a certain range. Based on actual production, this paper discusses several aspects such as the control of the raw material of steel wires, heating on the open furnace and cooling in water bath, explores the factors that affect the stability of the strength performance of steel wires, and proposes methods to improve the stability of the strength of steel wires.
Key Words: Steel wire; Tensile strength; Element content; Heat treatment; Quenching in water bath
各种钢丝的产量在逐年增长,钢丝及其制品的应用领域也是十分广泛,从国家重点工程到百姓的日常生活起居,钢丝的使用场景几乎无处不在。抗拉强度作为钢丝的一项关键性能指标,表征着钢丝是否满足特定的使用要求。在现代工业化大生产的背景下,钢丝的生产速度、生产能力、产品质量都有了飞速的发展和提高,一条热处理生产线能同时高速生产多根钢丝,例如32丝、48丝、56丝等,要使这么多钢丝的抗拉强度稳定在一个确定的范围内,必须采取一定的技术手段才能实现。
1 强度不稳定导致的后果
抗拉强度是指钢丝在静载荷作用下抵抗塑性变形和断裂的能力,常使用单位面积上受到的力(N/mm2)来表示,即钢丝所承受的最大的力与原始截面积之比[1]。实际工程中多采用MPa作为其单位。
钢丝抗拉强度不稳定主要体现在三个方面:同一批次钢丝间强度不稳定,也就是钢丝间强度散差大;不同批次间钢丝强度有较大波动;同一根钢丝不同位置强度不稳定,也可以说是钢丝的通条性不良。如果钢丝强度稳定性差,产出的钢丝就会存在较大的质量隐患,会给后续的生产造成许多的困扰,其最终的产品也会大概率存在质量不稳定的风险,严重时不能正常使用,只能做报废处理,浪费了人力、物力、财力。
如果生产的钢丝抗拉强度出现了比较大的波动,说明整个生产过程出现了一定的问题,须从影响钢丝强度的因素出发,找出问题所在并解决后才能生产出性能满足要求的钢丝。与此同时,已产出的钢丝也应谨慎对待,必须经过严谨科学的技术评判之后才能确定使用流向,避免将存在有质量隐患的钢丝不受控的投用在正常产品当中。
2 原材料的影响
钢丝生产使用的原材料是线材,以成卷的方式交货,也称之为盘条,制丝用的盘条应符合相应的标准。盘条质量的提升有力推动了钢丝行业的产业升级,使钢丝品质得到大幅度改善[2]。盘条的质量在整个钢丝生产过程中扮演者非常重要的角色,起到非常重要的作用,高质量的原材料是生产高水平钢丝的基础,在实际生产中,一定要加强对盘条物理性能、元素含量、表面质量等项目检测、监控的力度[3]。
2.1 物理性能
盘条的物理性能通常指的是抗拉强度和断面收缩率,可以通过拉力试验机、轮廓投影仪等设备进行检验、计算,检验数据在符合相应国家标准的同时,亦应符合公司的验收标准。盘条进货验收时应抽样检验其物理性能,通过检验数据可以判定是否能够正常使用,也可以大致地判断出该批次盘条所产钢丝的强度水平,以有利于确定使用方向。
2.2 五大元素
盘条中含有许多种化学元素,其中主要的有五种,即碳(C)、锰(Mn)、硅(Si)、硫(S)、磷(P),一般称之为五大元素。
碳是盘条中最主要的化学成分,虽然含量不高,只有百分之零点几,却决定了线材的软硬程度和性能指标。含碳量高,线材强度就高,但塑性会差;含碳量低,线材强度就低,塑性好;应根据所产钢丝的用途、性能,选用合适种类及碳含量级别的盘条。
然而,要判断线材的性能,不只是要看碳元素的含量,还有其他一些元素的影响。锰是炼钢时使用的脱氧剂和脱硫剂,也是钢中的重要元素,可以与铁形成固溶体也可以形成碳化物,能提高线材的强度、硬度、淬透性。硅是炼钢时的脱氧剂,对线材的均匀致密性起着作用,能提高线材的抗疲劳性能,但是对线材的塑性会有一定的影响。硫是钢材中极大的有害元素,在钢材中会形成脆性杂质,能降低金属的塑性及耐磨性,在线材轧制过程中应尽量去除。磷对钢材也是十分不利的,能使金属塑性恶化并引起钢材的冷脆性[4]。铬(Cr)元素能降低索氏体片层的间距,提高钢丝的强度和加工硬化率。有些对强度数值有较高要求的钢丝,可通过适当提高盘条铬元素含量的方式来提高钢丝的抗拉强度,这样也可以降低钢丝拉拔过程中的应变量[5-6]。
盘条入厂时要进行力学性能和化学元素的检验,符合标准的才能正常投用,这样可以从生产源头上提高强度的稳定性。盘条的表面质量也应进行相应的检验,综合判定后符合标准的盘条才能投入正常使用。
2.3 原材料投用控制
盘条中所含的元素会影响钢丝的强度性能,尤其以碳、锰两种元素的影响最为显著。在生产中体现出,不同供应商中相同碳含量级别的盘条所含的碳、锰元素含量是不同的,而且由于生产工艺存在差异性,其含量可能会相差很多;即使是同一家供应商,不同批次间盘条的元素含量也是有差别的,不过这种差别都有合适的控制范围。
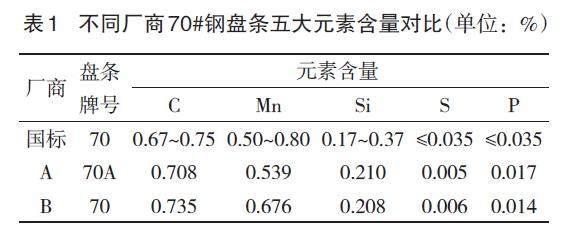
在同一条生产线同时生产不同供应商或不同碳含量盘条所拉的钢丝时,抗拉强度就会就会呈现出较大的不稳定性。例如:我司在试验性投用厂商A和厂商B的70#钢盘条时,主要元素含量都符合《优质碳素钢热轧盘条》(GB/T 4354-2008)国家标准,但是由于其碳、锰元素的含量相差较大,在中丝热处理时采用了两种不同的工艺设定,才获得了所需性能的钢丝。
为获得强度性能稳定的钢丝,我们应该将不同碳含量级别的钢丝单独生产,不同供应商盘条拉的钢丝单独生产,在做到这样的生产调配下,钢丝性能的稳定性会有明显的提高。在生产同一家供应商相同牌号的钢丝时,应做到盘条按照炉号投用,尽量做到一种规格的钢丝使用同一个炉号的盘条生产,盘条间切换时的碳、锰元素含量相差不宜过大。这样才能从原材料投用上保证钢丝强度性能不至于有较大的波动。
3 热处理工艺的影响
生产钢丝用的盘条是以索氏体状态交货的,这种组织具有良好的强度和韧性,具有较高的拉拔极限,能够满足钢丝拉拔和机械性能的要求。经过拉拔后,索氏体组织的片层间距减小,其排列方向基本与钢丝轴向平行,片层状被拉细拉长,不能继续变形,失去了再加工的能力,需要经过热处理重新索氏体化之后才能再加工[2]。
钢丝热处理就是把钢丝加热到一定的温度,保温一定的时间,然后选用适当的方式进行冷却,以获得所需组织和性能的工艺方法。简单来说,热处理有三个阶段:加热、保温、冷却,控制好每一阶段的工艺条件,就能获得强度稳定、性能优异的钢丝。
3.1 加热炉的控制
现在众多的钢丝生产厂家中,热处理过程使用较多的是预混式燃气明火加热炉。这种炉子采取分段式加热,可根据实际生产需求对每一区段的温度、气氛进行单独的设定,燃烧比较稳定,温度比较均匀。炉子各区段之间既相互独立又相互影响,能非常好的实现钢丝的连续快速加热。
钢丝在明火炉中经历加热、保温两个阶段,钢丝在炉内受热过程中会产生应力释放、组织转变以及成分的扩散。使用较快的加热速度和较高的加热温度使钢丝充分受热,能够加大原子在奥氏体化过程中的扩散速度,使奥氏体晶粒数目增多、分布更加均匀,进而提高了奥氏体的稳定性,有利于索氏体的形成,这种条件下生产的钢丝通条性好,强度波动范围变窄,稳定性提高[7-8]。在生产中,炉膛加热温度使用热电偶测量,采用精确度高、反应灵敏的PLC温控系统自动控制,依据测量的温度数值调节进气量的大小,能使炉内温度波动保持在±5℃范围内,如果自动温控系统无法满足工艺要求,应进行人为干预调整。同时,加热炉内的燃烧气氛设定要合理,越到加热炉的后端气氛应越高,否则高温下会大大加剧钢丝脱碳、氧化的风险,严重时会造成整批次钢丝质量异常[8]。
为获得良好的加热效果,应该保证所使用天然气气源的稳定性。不同厂家天然气的成分含量、燃烧热值是不同的,加热后的效果也不同。当天然气热值或供应商发生变化时,应关注钢丝性能的变化,适时做出调整。
另外,钢丝直径变化、生产线收线速度变化会引起钢丝实际受热温度的改变。为了保证钢丝能够受热彻底、转变完全,当直径或速度发生变化时,炉温设定应有相应的调整。
3.2 水浴淬火的控制
由于环保的要求,更是基于对工人身体健康的负责,铅浴淬火正逐步退出历史的舞台,水浴淬火作为一种环保的、无害的淬火方式被大部分生产厂家所接受。水浴是热处理的冷却阶段,钢丝在这一阶段转变为适合再生产的索氏体组织。对于过共析钢而言,钢丝含碳量越高,在奥氏体化之后越应该严格按照生产工艺的要求进行水浴淬火,形成单一、稳定的索氏体组织[9]。
水浴液是一种高分子聚合物的水溶液,钢丝浸入水浴溶液时,会在表面会形成一层气泡。由于高分子物质增加了气泡的表面张力,使其不容易破裂,钢丝在气泡中通过蒸汽膜与水溶液进行热量传导[10]。根据生产工艺的不同,水浴淬火分为一段式水浴和两段式水浴。粗规格钢丝和极细规格钢丝,例如:直径<1.00 mm的钢丝,适用一段式水浴,所有转变均在淬火液中进行;细规格钢丝适用两段式水浴,通过调整水浴1#槽(WT1)、空气段、水浴2#槽(WT2)的长度,控制钢丝相变的时间和温度,以获得所需的强度性能[11]。
钢丝在水浴中是发生冷却相变的过程,淬火长度是控制钢丝强度的一个关键点。初次设定淬火长度时,可根据冷却后钢丝的颜色、转变点长度和钢丝强度数据判断设定是否合适。淬火槽可用挡板分成数个窄槽,根据钢丝强度的分布,单独调整每个窄槽的淬火长度,以获得稳定的强度性能。
水浴溶液的温度、浓度对钢丝强度也有很大的影响。温度太高时,溶液沸腾,气泡容易破裂;温度太低时,钢丝冷却速度快,会形成难以变形的上贝氏体甚至马氏体组织。当浓度太低时,不能形成完整的蒸汽膜;浓度太高时,会造成材料的浪费,而且蒸汽膜不易破,冷却速度会发生变化。在生产操作中,每隔一段时间应定期校正淬火介质的浓度,这是因为随着使用时间的加长,溶液中的杂质增多,例如:氧化铁皮,这会使溶液浓度的检测数据比实际数据要高一些。还有一点应引起使用者足够的注意,硼砂会对水浴溶液带来致命的影响[10],因此要检测并控制溶液中硼砂的含量。
在钢丝冷却转变过程中,要避免有风吹到钢丝上,风吹会改变钢丝转变时的温度,使钢丝相变时间的差距加大,不同钢丝间的强度散差会加大,在气温比较低的环境下这种散差会更加明显。水浴槽附近的门窗应关闭,在水浴槽的四周应加装侧拉门,平时侧门处于关闭状态,可以避免这种情况的发生。
4 其他因素对强度的影响
4.1 干拉钢丝的影响
干拉钢丝平直度差,会增加明火炉内绞丝并线的概率,加热炉内绞丝会使钢丝受热不充分,难以发挥碳元素对强度的影响,加大了钢丝强度的不稳定性,严重时会造成后续生产出现大批量断丝。干拉钢丝的平直度应严格控制,不能出现诸如波浪丝、S弯等质量异常,弓高、翘距亦要符合标准的要求,已产生的不合格品须受控处置。要控制干拉钢丝的平直度重点在人,应加强对一线操作人员、质量检验人员的操作技能培训和质量意识培训,尽最大程度地做到不合格品少产生、零传递。
不同牌号的原材料混用会使钢丝强度不合格,生产出的产品难以处理,在更换原材料时,应核对来料信息是否完整、准确。对于一些缺少材料信息的盘条,应先确认牌号再受控使用,如果无法确认牌号,应检测盘条的碳、锰元素含量,根据检测数据判定生产流向。
4.2 生产设备的影响
生产线的放线方式对强度的稳定性有一定的影响。被动摇臂式放线设备结构比较简单,使用比较广泛,是通过收线机将钢丝拉过整条生产线,摇臂只是将钢丝从工字轮上放出来。这种放线方式会对钢丝造成一定的扭转,影响钢丝的平直度,随着生产的持续进行,这种影响会不断加大,这就使得加热炉内绞丝并线现象加重。条件允许的情况下,可使用主动放线设备,以缓解这一问题。
加热炉的构造会对钢丝加热有一定的影响,从而影响到钢丝强度的稳定。例如炉子烧嘴的分布密度,能影响到炉内温度的均匀性;炉内完整的分线梳能将钢丝分散开均匀的受热等等。
5 结语
抗拉强度是金属材料的一项重要指标,在钢丝生产过程中,盘条的物理性能、元素含量、热处理加热工艺、水浴淬火工艺等多方面的因素都对钢丝强度稳定性有影响。应综合采取有效措施,严格管控生产过程的每一个工艺控制点,使钢丝强度处于一个合格且稳定的状态,避免出现强度不合格或波动大的现象。钢丝强度的控制不是单一方面的管控,而是一项系统性的工程,需要从原材料采购投用、工艺设计、生产设备、工艺细节管控等多方面的联合采取行动,才能取得理想的效果。
参考文献
[1] 王学武. 金属材料与热处理[M]. 北京:机械工业出版社,2018.
[2] 段建华. 钢丝技术[M]. 苏州:苏州大学出版社,2020.
[3] 齐向阳. 2+7×0.30ST超高强度钢帘线研制[J]. 金属制品,2019(5):15-18.
[4] 蒋克昌. 钢丝拉拔技术[M]. 北京:轻工业出版社,1982.
[5] 柯增光,王爱萍,朱晨露,等. 超高强度胎圈钢丝生产工艺探讨[J]. 轮胎工业,2022(10):624-627.
[6] 宋延成,张奇毅,陈海燕,等. Cr对超高强帘线钢LX82A工艺和力学性能的影响[J]. 特殊钢,2023(3):20-23.
[7] 武红彬,邱杰. 超高强钢帘线钢丝热处理工艺探索[J]. 金属制品,2022(2):16-21.
[8] 常秋. 明火燃气热处理连续生产线的过程控制要点[J]. 金属制品,2014(4):32-34.
[9] 倪自飞,盛荣生. 3×0.22/9×0.20CCUMT钢丝帘线的开发[J]. 轮胎工业,2020(10):607-610.
[10] 李娇桃,王洪峰. 帘线钢丝水浴淬火介质的应用研究[J]. 金属制品,2021(2):40-43.
[11] 姚海东,陈玉勇,翟成勇. φ0.71mm大规格胶管钢丝生产工艺探讨[J]. 金属制品,2012(1):12-15.
猜你喜欢
宝钢技术(2022年4期)2022-11-11 03:46:00
橡塑技术与装备(2022年1期)2022-01-20 08:41:00
军民两用技术与产品(2021年8期)2021-11-24 01:09:34
轮胎工业(2020年4期)2020-03-01 04:47:54
模具制造(2019年10期)2020-01-06 09:13:08
电子测试(2018年6期)2018-05-09 07:32:24
轮胎工业(2017年4期)2017-03-09 05:28:12
焊接(2016年2期)2016-02-27 13:01:20
山东冶金(2015年5期)2015-12-10 03:27:41
橡胶工业(2015年5期)2015-08-29 06:47:28
