
温度和时长对6061铝合金的4004钎料真空钎焊影响研究
2024-06-09 17:13:08冯学文杨炳元
机械制造文摘·焊接分册 2024年2期
冯学文 杨炳元


摘要: 以6061-T6铝合金为研究对象,采用4004 铝合金作为钎料对其进行真空钎焊,并通过控制钎焊高温段的温度和时长焊接出具有不同钎缝的6061铝合金水冷板。用气密测试台、水浸超声波检测仪、微距摄像机、金相显微镜对试验件的钎焊情况及钎缝微观形貌进行分析表征。结果表明,钎焊高温段温度低或者保温时间短,钎料的流动性不足,钎缝存在脱焊。反之,钎焊高温段温度高或保温时间长则会造成焊缝熔蚀。当炉内真空度≤2.0×10-3Pa时,钎焊高温段温度595 ℃,保温时间80 min,真空钎焊的6061铝合金焊缝具有良好的成形性和密封性能。
关键词: 6061铝合金;4004钎料;真空钎焊;温度;时长
中图分类号: TG 454
Study on the effect of temperature and duration on vacuum brazing of 6061 alu minum alloy with 4004 filler metal
Feng Xuewen, Yang Bingyuan
(GuizhouYonghong Heat Transfer & Cooling Technology Co.Ltd, Qiannan 550600,Guizhou,China)
Abstract: In this work, 6061T6 alu minum alloy was employed as the research object. Uses 4004 alu minum alloy as the filler material for vacuum brazing, and controls the temperature and duration of the hightemperature section to brazing 6061 alu minum alloy watercooled plate with different brazing seams. The brazing condition of the test piece and the microstructure of the brazed seam were analyzed and characterized using the airtight test bench, the water immersion ultrasonic detector, the macro camera and the metallographic microscope. The results indicate that the temperature in the hightemperature section of brazing is low or the duration is short, the fluidity of the filler material is insufficient, and there is detachment of the brazing seam. On the contrary, high temperature or long duration in the hightemperature section of brazing can cause weld ablation. When the vacuum degree of the furnace is ≤ 2.0×10-3 Pa, the temperature of hightemperature brazing section is 595 ℃, and the during of brazing is 80 min, the 6061 alloy brazing seam formed by vacuum brazing process good formability and sealing performance.
Key words: 6061 alu minum alloy; 4004 filler metal; vacuum brazing; temperature; duration
0前言
铝合金具有密度小,力学性能优异,加工性能和防腐蚀性能良好等诸多优点,被越来越多地应用于国防工业、航空航天、汽车制造及电子医疗等各个领域[1-3]。真空钎焊工艺成熟稳定、可同时焊接多条焊缝,所焊接產品精度高,焊缝防腐蚀性能良好,使用寿命长,是生产制造铝制板翅式散热器、水冷板、机箱等产品过程中最为关键的工艺[4-6]。
6061铝合金属于6XXX系列AlMgSi系铝合金,相较于其他系列铝合金,其耐蚀性能极佳,并可通过热处理进一步加工强化力学性能。4XXX系AlSi合金熔体流动性好,耐蚀性能优良,是用于散热器和水冷板钎焊的典型填充金属材料。4004铝合金则作为4XXX系的代表合金之一,常用于6063等合金的钎焊。受自身元素成分影响,6061铝合金的固相线温度较低(约582~595 ℃),采用普通的AlSi共晶钎料(熔点约577~582 ℃)进行钎焊时易发生未焊透和熔蚀过烧等问题,因此其钎焊生产一直是行业内的难题[7-13]。目前虽然已有诸多国内外学者对6061铝合金的真空钎焊进行深入研究,但研究方向主要集中在开发低熔点高性能的钎料方面,而对温度、时间等参数对6061铝合金的4系钎料真空钎焊的影响的研究甚少[14-17]。文中通过控制钎焊温度、钎焊时间这两个最主要的钎焊参数,对采用6061铝合金和4004钎料装配的水冷板进行真空钎焊,并对产品的钎缝进行表征研究,试图寻找出6061铝合金4系钎料真空钎焊的最佳参数条件,为该合金的稳定批量真空钎焊生产奠定基础。
1试验材料和方法
原材料为6061铝合金挤压型材,真空钎焊所用钎料为4004钎料,具体成分如表1所示。结合实际生产经验及所查阅的文献资料,将钎焊参数控制为钎焊温度585~600 ℃,钎焊时间60~90 min (文中中的钎焊时间,特指产品在炉温设定高于577 ℃的高温段的保温时长),钎焊高温段真空度≤2.0×10-3 Pa。试验时,首先将钎焊温度固定为595 ℃,钎焊时长分别设定为60 min、70 min、80 min、90 min,通过焊接筛选出钎焊效果最佳的时长,在此基础上固定钎焊时长,将钎焊温度分别设定为585 ℃、590 ℃、595 ℃、600 ℃,筛选出最佳的钎焊温度。
采用NaOH溶液、HNO3溶液及清水对零件进行清洗,将洗净的零件按照某型号冷板图纸进行装配,试验件轮廓尺寸400 mm×250 mm×20 mm,随后采用不同的钎焊参数对所装配试验件进行真空钎焊。在生产过程中,各试验件除所采用的钎焊参数不相同,零件原料及其他生产测试参数保持完全一致。焊缝装配方式如图1所示。
使用上海恒舟NK500阀门气密性试验台对试验件钎缝气密性能进行测试;用上海恒舟4DSB电动试压泵对试验件钎缝的承压性能进行测试;用重庆环纳HN301A全自动水浸超声波检测设备对焊接面的钎着率进行检测,使用Leica DM6000M金相显微镜对钎缝金相形貌进行观察。
2试验结果
2.1不同钎焊时长对焊缝钎着率的影响
钎焊高温段焊接温度为595 ℃时,不同钎焊时长下各产品表面实际温度随时间的变化如图2所示。焊缝形貌如图3所示,不同焊接时长下,各试验件的最高温度均达到582 ℃左右。高温段焊接时长为60 min的产品在577 ℃以上温度区间停留时间仅约为30 min,其余各试验件在577 ℃以上的温区间所停留的时间,则随着高温段焊接时间延长至70 min、80 min、90 min而分别增加至约40 min、50 min、60 min。焊接不同时长的产品焊缝处外观形貌如图3所示。高温段钎焊60 min试验件的焊缝被钎料完全覆盖,熔融钎料沿产品壁面向上爬升约10 mm的距离。钎焊时间延长为70 min时,钎料向上进一步爬升覆盖了整个产品侧面。当钎时长增加至80 min,钎料爬升覆盖整个产品壁面并在焊缝处出现堆积。至于钎焊90 min时,产品焊缝处的钎料进一步堆积,沿焊缝形成了一排连续的凸起。由此不同焊接时长的钎缝外观形貌对比可见,随着焊接高温段时间的延长,产品的最高温度并未随之升高,但钎料的熔化程度则在逐步增加。
采用水浸超声波扫描对图3所对应的各产品内部的钎焊情况进行检测,检测结果如图4所示。图中绿色表示该区域为空心,对应产品的内部流道或者虚焊区,红色表示该区域为实心,表示焊缝钎着良好。钎焊时长60 min的产品,其超声波扫描图谱出现了大面积杂乱分布的绿色区域,表明产品存在严重的虚焊。钎焊时长为70 min时,产品整体的钎着率较钎焊60 min产品有明显提升,但在局部区域仍存在明显的虚焊。随着钎焊时间的进一步延长,80 min钎焊产品的整体钎着率进一步提升,除在流道进出口位置存在较少面积的虚焊外,其余部分均钎焊完好,不存在虚焊情况。然而,当钎焊时间进一步延长至90 min时,产品又出现了虚焊,且虚焊面积比60 min及70 min产品的更大。
2.2不同钎焊温度对焊缝钎着率的影响
在相同的时长(80 min)内,不同温度下焊接时各产品的实际温度如图5所示。在585 ℃温度下焊接的产品,其钎焊过程中的最高温度为578 ℃,仅略高于4004钎料的理论熔化温度577 ℃,且在577 ℃以上温度区间的保温时间仅约40 min。而在590 ℃、595 ℃、600 ℃温度下保温的产品,其最高温度和在577 ℃以上高温区间停留的时间分别为580.5 ℃/48 min,582.5 ℃/55 min及584 ℃/60 min。由此可见,增加高温段的焊接温度,产品的实际温度及其在577 ℃以上的高温区间所停留的时间也明显增加。
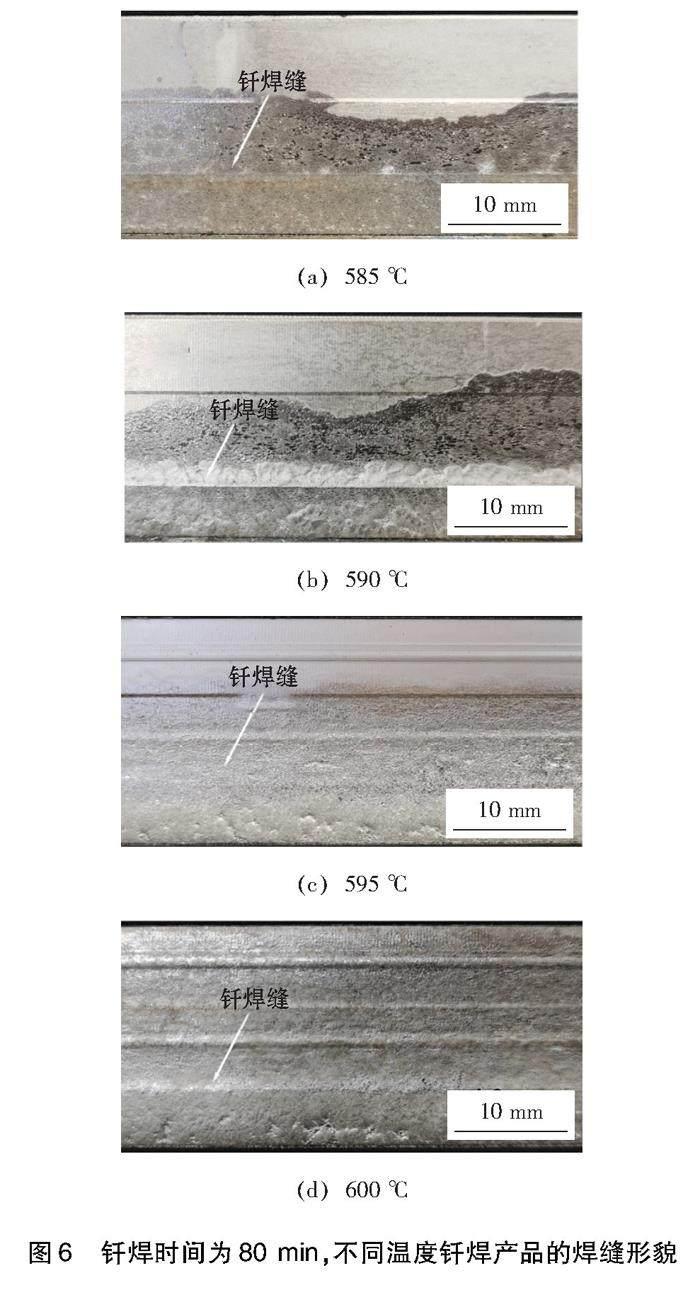
图6为在不同温度下钎焊80 min后各产品焊缝处外观形貌。由圖可见,焊接温度为585 ℃的试验件,其焊缝外仅有一层薄薄的钎料覆盖,焊接温度上升至585 ℃时,试验件表面有明显的钎料漫流和堆积,表明在该温度和时间条件下进行钎焊时,钎料的熔化程度较585 ℃试验件有所提升。当钎焊温度提升至590 ℃时,焊缝周围的钎料漫流现象比前三个试验件更严重,产品表面已经覆盖了一层更厚的钎料层。若温度继续提高至595 ℃,漫流的钎料爬升覆盖整个产品的表面,且在钎缝下方出现明显堆积。
用水浸超声波扫描仪对产品焊缝进行扫描,扫描结果如图7所示。由图7(a)可见,585 ℃试验件在流道外的钎接面出现连片的绿色区域,即该产品出现了虚焊,焊缝没有被钎料完全填充。图7(b)中590 ℃试验件在中间的非流道区域出现局部虚焊,但整体的钎着率比585 ℃试验件得到极大的提升。595 ℃试验件的测试图谱与585 ℃100 min试验件测试结果较为接近,如图7(d)所示,样件的局部非流道区域出现虚焊情况。图7(c)所显示的590 ℃试验件超声波扫描图谱与产品的内部通道结构完全吻合,且通道空腔区域与实心区域分界线清晰,没有出现杂乱分布的绿色色块,表明该试验件的钎焊十分良好,所有钎焊面均已钎着,焊缝饱满无孔隙。
2.3钎焊温度对焊缝成形影响
为进一步判断产品的焊接情况,对各产品图7中对应的白色框线区域进行取样观察金相。切割取样过程中,发现585 ℃/80 min试验件与590 ℃/80 min试验件存在脱焊情况,如图8(a)~8(c)所示,其钎焊焊缝在较小的作用力下便出现撕裂现象,撕裂后的焊缝上下两个交界面的表面形貌相同,均由凹凸不平的金属颗粒组成,这与钎接板上钎料自由熔化铺展的状态截然不同,如图8(d)所示。进一步观察585 ℃/80 min试验件与590 ℃/80 min试验件图7中白色框线区域的金相可发现,两试验件缺陷处的钎缝存在一条明显的脱焊间隙,钎接板熔融的钎料并未将复合板与6061鋁合金焊接连接在一起。当焊接参数改为595 ℃/80 min时,试验件的金相与前其他三者相比较,其钎焊焊缝饱满均匀,无熔蚀发生,AlSi相均匀分布在αAl相之中,表明该试验件的焊接参数与产品互相匹配,在该焊接参数下焊接的焊缝成形良好。然而,当钎焊温度进一步增加到560 ℃时,即使钎焊时间有所缩短,试验件的钎缝开始出现孔洞缺陷,如图9(d)所示仔细观察可发现,孔洞缺陷所在的位置均为原本AlSi相区,即孔洞缺陷是由于AlSi相熔蚀所致,表明在560 ℃/70 min参数条件下焊接时样件的热输入量过大,从而导致钎缝熔蚀,这与图1中该试验件焊缝外观出现钎料漫流的结果相吻合。
2.4钎焊温度对焊缝密闭性能影响
产品密闭性能检测(气密检测)可直接反应钎焊焊缝质量,钎焊质量越高,产品气密合格率越高。将与实验样件材质、结构相同的一批产品均分为4份,采用4组不同温度时间的钎焊参数对各批产品进行焊接,进一步验证不同钎焊温度对6061铝合金的焊接影响。测试结果如图10所示,钎焊参数为585 ℃/80 min的试验件的钎焊合格率为49%,当将温度和时间匹配改为590 ℃/80 min时,试验件的合格率提升至62%,而将温度和时间进一步调整为595 ℃/80 min时,产品的合格率提升至88%。然而在温度为600 ℃,时间为80 min的时候,试验产品的合格率缺出现明显下降,合格率仅有70%。进而言之,随着钎焊温度的降低和钎焊时间的延长,产品气密合格率现增加后降低,在钎焊参数为595 ℃/80 min的时候,所钎焊的产品具有最佳合格率。
3分析与讨论
6061铝合金的固相线与AlSi 钎料的熔点的温度区间相差较小,因此钎焊过程中对产品温度的控制要求极其严格,在实际的焊接生产过程中常有温度不足或者温度过高而导致的脱焊或者熔蚀问题。因此,在6061铝合金的钎焊过程中必须严格控制产品的均温性,而控制均温性,除了需要在钎焊炉的性能及产品装夹方面进行控制外,必须要设置合理的钎焊温度钎焊时长。
结合图7可以看出585 ℃/80 min试验件与590 ℃/80 min试验件的脱焊,显然是由于热输入量不足的原因引起的,两者虽然钎焊时间适中,但钎焊温度较低,在该加热条件下,但钎焊炉的实际温度达到所设置温度时,产品的热量吸收速率较慢,产品需要较长的时间达到钎料熔融温度。在此较长时间的保温加热阶段,钎料所含的Si和Mg等低熔点元素易过度溶解至6061合金基体内。一方面,低熔点元素的溶解将降低母材熔点而导致母材表层产生熔蚀。另一方面,元素流失会造成钎料熔点升高,由于所设的钎焊温度较低,导致产品热输入量不足,此消彼长之下,钎料难以完全熔融或流动性不足,从而难以在6061合金基材表面铺展渗透,最终导致焊缝虚焊或脱焊,如图7、图8(a)、图8(b)。
如若钎焊温度过高,即使保温时间较短,钎料中的低熔点元素也会大量流失,且6061合金会发生接头的软化现象,同样会造成熔蚀。尤其是产品靠近加热带的部分,热输入量大于向产品内部低温区传递的热量,热量堆积导致温度过高,母材更易发生熔蚀。在钎焊高温段的保温时间与保温温度相匹配(595 ℃/80 min)时,钎料所含的合金元素的流失程度相对较轻,钎料可在所设定的钎焊时间内熔融并充分铺展在6061合金表面,此状态下形成的焊缝均匀饱满,无夹渣熔蚀缺陷,AlSi共晶在αAl中均匀分布,αAl则向封条侧扩展并与封条母材互相熔合,形成交错咬合的牢固钎焊界面,如图9(c)所示。
4结论
(1)高温段的钎焊温度和时间对6061铝合金真空钎焊有重要影响,温度低或者焊接时间短会导致钎料熔化不充分,焊缝脱焊;温度高或保温时间长则会造成焊缝熔蚀,从而降低焊缝性能。
(2) 在真空度≤2.0×10-3Pa条件下,高温段钎焊温度595 ℃,保温时间80 min,所焊接的6061铝合金焊缝具有良好的成形性能和密封性能。
参考文献
[1]徐良,李康宁,杨海锋,等. 微织构特征对铝合金-CFRTP激光焊接头力学性能的影响[J]. 焊接学报, 2024, 45 (2): 75-81.
[2]展旭和,崔辉,徐良,等. 轨道交通铝合金型材激光-电弧复合焊工艺适应性[J]. 焊接, 2023, (10): 60-64.
[3]Wu Xiaowei,Fu Junhong,Wei Shoujing,et al. Bonding mechanisms of SiO2 glass and 1060 Al by ultrasonic assisted active metal soldering process [J]. China Welding, 2023, 32 (2): 52-62.
[4]劉静安, 谢水生. 铝合金材料的应用与技术开发[M].北京:冶金工业出版社, 2004.
[5]李龙, 陈鑫, 宋友宝, 等. 铝合金钎焊技术研究进展及展望[J]. 焊接技术, 2017, 46(6):1-9.
[6]刘怀玉. 汽车用铝合金油冷器真空钎焊工艺研究[D]. 重庆:重庆大学, 2010.
[7]张启运, 庄鸿寿. 钎焊手册[M]. 北京:机械工业出版社, 2008.
[8]罗弦, 伍玉娇, 陈犇. 铝合金钎焊用钎料的研究进展[J]. 热加工工艺, 2016, 45(7): 14-16.
[9]张金凤, 程建平, 巩瀛洲. 高精度真空钎焊炉焊接 6061 机载计算机机箱[J]. 真空, 2009, 46(1): 6~8.
[10]郑欣, 王广海, 陈建, 等. 6061铝合金真空钎焊技术的发展[J]. 轻合金加工技术, 2014, 42: 4-12.
[11]张文玮, 谭元标,赵飞, 6061铝合金在真空钎焊炉中温度均匀性有限元模拟[J]. 热加工工艺, 2022, 51(17): 116-120.
[12]曾天俊, 6061铝合金真空钎焊表面溶蚀的成因及控制[J]. 金属加工(热加工), 2021, 10: 46-49.
[13]Kayamoto Takashi, Kim Jong Hoon, Saito Shinji, et a1. Brazing of AlMg alloy and AlMgSi alloy with AlGe based filler metals[J]. 溶接学会論文集, 1994, 12(10): 495-501.
[14]Chang S Y, Tsao L C, Li T H. Joining 6061 alu minum alloy with AlSiCu filler metals[J].Journal of Alloys and Compounds: An Interdisciplinary Journal of Materials Science and Solidstate Chemistry and Physics, 2009(488): 174-180.
[15]牛志伟, 黄继华, 刘凯凯, 等. AlSiGeZn钎料钎焊6061铝合金接头组织与性能分析[J].焊接学报, 2017, 38(9): 97-101.
[16]戴玮. Sr、Ti、Ce对6061铝合金用钎料性能及组织的影响[D].南京:南京航空航天大学, 2013.
[17]崔反东. 合金元素对Sn9Zn钎料钎焊6061铝合金的影响[D]. 呼和浩特:内蒙古工业大学, 2015.
收稿日期: 2024-01-10
冯学文简介: 中级工程师;主要从事热交换器的焊接方向研究;fengxingyue881@sina.com。
猜你喜欢
机械制造(2022年5期)2022-06-10 02:03:10
电焊机(2018年4期)2018-05-03 03:12:10
制造技术与机床(2017年3期)2017-06-23 08:11:30
焊接(2016年8期)2016-02-27 13:05:11
焊接(2016年5期)2016-02-27 13:04:43
焊接(2016年3期)2016-02-27 13:01:32
焊接(2016年3期)2016-02-27 13:01:29
焊接(2016年3期)2016-02-27 13:01:27
焊接(2015年10期)2015-07-18 11:04:46
焊接(2015年5期)2015-07-18 11:03:41
